JP2010120566A - 自動車のエアバッグドア及びその製造方法 - Google Patents
自動車のエアバッグドア及びその製造方法 Download PDFInfo
- Publication number
- JP2010120566A JP2010120566A JP2008297627A JP2008297627A JP2010120566A JP 2010120566 A JP2010120566 A JP 2010120566A JP 2008297627 A JP2008297627 A JP 2008297627A JP 2008297627 A JP2008297627 A JP 2008297627A JP 2010120566 A JP2010120566 A JP 2010120566A
- Authority
- JP
- Japan
- Prior art keywords
- skin
- base material
- airbag door
- airbag
- foamed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Abstract
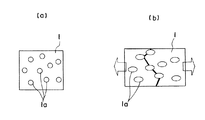
【解決手段】表皮1と発泡層2と基材4とが順に積層されるインストルメントパネルに一体形成されると共に、前記基材4のドア基材部分にはエアバッグの作動時に破断展開させるためのティアラインが形成されている自動車のエアバッグドアであって、前記表皮1は、内部に複数の発泡部1aを有する。
【選択図】図1
Description
図9の断面図に示すように、インストルメントパネル50のエアバッグドア51は、例えばTPO(サーモプラスチックオレフィン)製の表皮52と基材54との間に、ウレタン製の発泡層53を介在させて3層で形成されている。
即ち、ティアライン55は、図8に示すように、車幅方向の中央ティアライン部分55aと、その両端に線もしくは点対称に形成されて中央部に向けて徐々に幅狭になる両側のV字形ティアライン部分55bとにより形成されている。
PP製等のようにウレタンに対して接着性が悪い場合には、基材54に対して加炎処理或はプライマ処理が施される。次いで、発泡ウレタン原料を表皮52上に注入すると共に、型締めした状態で発泡させることにより、発泡層53が介在する3層のインストルメントパネル50が製作される(図10(b))。
しかしながら、発泡層の発泡倍率が低いと、発泡層が硬く形成されるため、インストルメントパネルのクッション性が低下し、さらには発泡層の密度が高くなるため、材料コストが嵩むという課題があった。
尚、前記発泡部を有する前記表皮は、熱可塑性樹脂に発泡材が添加されて形成されていることが望ましい。
また、前記発泡材の添加率が0.2〜0.4%の範囲において、前記表皮の単体破断強度は2.0〜7.0MPaの範囲で設定されていることが望ましく、前記表皮と前記発泡層との剥離強度は、前記表皮の単体破断強度よりも大きいことが望ましい。
即ち、表皮の単体破断強度を低く形成することができるため、表皮と発泡層との接着力を低く設定してもよく、発泡層の発泡倍率を十分に大きく形成することができる。
したがって、表皮にティアラインを形成せずに、クッション性を維持し、また、コスト増加を抑制することができる。
尚、熱可塑性樹脂に対し前記発泡材を0.2〜0.4%の添加率で添加し、前記表皮の単体破断強度を2.0〜7.0MPaの範囲で設定することが望ましく、前記表皮と前記発泡層との剥離強度を、前記表皮の単体破断強度よりも大きく設定することが望ましい。
即ち、表皮の単体破断強度を低く形成することができるため、表皮と発泡層との接着力を低く設定してもよく、発泡層の発泡倍率を十分に大きく形成することができる。
したがって、表皮にティアラインを形成しなくても、クッション性を維持し、また、コスト増加を抑制することができる。
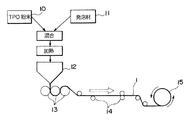
本発明に係るエアバッグドアにおいて、その表皮は図1の模式図に示すように、熱可塑性樹脂であるTPO粉末10に発泡材粉末11を添加(混合)し、加熱溶融後にTダイ12により押し出し成形を行う。
Tダイ12から押し出されたシート状の表皮1は、さらにロール13により例えば0.7mm厚にプレス成型され、搬送ローラ14によって搬送され、巻き取りローラ15によって巻き取られる。
尚、この表皮材3の保管時には、その裏面に熱溶融性の接着剤が塗布され、ロール状に巻回された状態となされる。
表皮材3は、図4(a)に示すように、一体成形用真空成形機100にセットされる際、その両端がクランプ具18により扁平状に引張り支持される。
その状態で、表皮材3(クランプ具18)の下側には、基材4用の真空吸引型5が設けられ、上側にはその凸型部5aに対向し、かつインストルメントパネルの表面形状に対応した型面を有する電鋳による多孔性の凹型16aを備えた真空吸引型16が設けられている。
クランプ具18の上下面側には、表皮材3を両側から加熱するヒータ19が配置され、型締め時には側方の逃げ位置に移動可能になっている。
次いで、表皮材3をヒータ19で加温処理して軟化状態にする。続いて、ヒータ19を逃がして、クランプ具18に向けて真空吸引型5及び真空吸引型16を昇降させて型締めすると共に、吸引口16dと、凸型5aの吸気路及びその吸気路に連通する基材4の吸気路と(いずれも図示せず)から略同時に真空吸引を行う。
尚、ホットメルト型の接着方法としては、CR系接着剤の塗布、或いは、ホットメルトフィルムを熱ラミネートすることも考えられる。
また、この破断により、発泡層2に接着されている表皮1には、発泡層2の厚み全域にわたる破断領域に沿った領域に集中的に引張り力が発生する。
これにより、エアバッグ本体は、所定の高速でさらに膨張して、表皮1の展伸非破断もしくは不完全破断に起因する変形を回避して、四方開きしたエアバッグドアから所定の膨張形状で膨出する。
即ち、表皮1の単体破断強度を低く形成することができるため、表皮1と発泡層2との接着力(剥離強度)を低く設定してもよく、発泡層2の発泡倍率を十分に大きく形成することができる。
したがって、表皮1にティアラインを形成せずに、クッション性を維持し、また、コスト増加を抑制することができる。
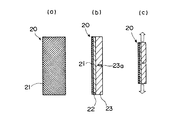
実施例では、前記実施の形態に係るエアバッグの試験片に対するJISK625による破断点伸度の試験を行った。この試験においては、図6(a)の試験片の平面図及び図6(b)の試験片20の断面図に示すように、厚み0.7mmの表皮としてのTPOシート21(発泡材により発泡部を含む)及び厚み3mmのPP基材シート23間に、発泡層としてのPPフォームシート22を、その発泡度20倍、厚み2mm(サンプルNo.1)、発泡度15倍、厚み2mm(サンプルNo.2)、発泡度10倍、厚み2mm(サンプルNo.3)にそれぞれ設定して介在させ、ダンベル3号に相当する形状にカットして試験片20を用意した。
1a 発泡部
2 発泡層
3 表皮材
4 基材
10 TPO粉末(熱可塑性樹脂)
11 発泡材粉末(発泡材)
Claims (7)
- 表皮と発泡層と基材とが順に積層されるインストルメントパネルに一体形成されると共に、前記基材のドア基材部分にはエアバッグの作動時に破断展開させるためのティアラインが形成されている自動車のエアバッグドアであって、
前記表皮は、内部に複数の発泡部を有することを特徴とする自動車のエアバッグドア。 - 前記発泡部を有する前記表皮は、熱可塑性樹脂に発泡材が添加されて形成されていることを特徴とする請求項1に記載された自動車のエアバッグドア。
- 前記発泡材の添加率が0.2〜0.4%の範囲において、前記表皮の単体破断強度は2.0〜7.0MPaの範囲で設定されていることを特徴とする請求項2に記載された自動車のエアバッグドア。
- 前記表皮と前記発泡層との剥離強度は、前記表皮の単体破断強度よりも大きいことを特徴とする請求項3に記載された自動車のエアバッグドア。
- 表皮と発泡層と基材とを順に積層したインストルメントパネルに一体形成し、前記基材のドア基材部分にはエアバッグの作動時に破断展開させるためのティアラインを形成する自動車のエアバッグドアの製造方法であって、
前記表皮は、熱可塑性樹脂に発泡材を所定の割合で添加し、加熱して成型することを特徴とする自動車のエアバッグドアの製造方法。 - 熱可塑性樹脂に対し前記発泡材を0.2〜0.4%の添加率で添加し、前記表皮の単体破断強度を2.0〜7.0MPaの範囲で設定することを特徴とする請求項5に記載された自動車のエアバッグドアの製造方法。
- 前記表皮と前記発泡層との剥離強度を、前記表皮の単体破断強度よりも大きく設定することを特徴とする請求項6に記載された自動車のエアバッグドアの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008297627A JP2010120566A (ja) | 2008-11-21 | 2008-11-21 | 自動車のエアバッグドア及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008297627A JP2010120566A (ja) | 2008-11-21 | 2008-11-21 | 自動車のエアバッグドア及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010120566A true JP2010120566A (ja) | 2010-06-03 |
| JP2010120566A5 JP2010120566A5 (ja) | 2011-10-27 |
Family
ID=42322285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008297627A Pending JP2010120566A (ja) | 2008-11-21 | 2008-11-21 | 自動車のエアバッグドア及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010120566A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013541456A (ja) * | 2010-10-14 | 2013-11-14 | インテヴァ プロダクツ エルエルシー. | ダッシュボード及びその製造方法 |
| CN103770739A (zh) * | 2012-10-22 | 2014-05-07 | 丰田合成株式会社 | 车辆内板以及车辆气囊装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0592745A (ja) * | 1991-07-23 | 1993-04-16 | Nippon Plast Co Ltd | エアバツグカバー体 |
| JP2003145617A (ja) * | 2001-07-27 | 2003-05-20 | Toyoda Gosei Co Ltd | 自動車内装品表皮の熱成形方法 |
-
2008
- 2008-11-21 JP JP2008297627A patent/JP2010120566A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0592745A (ja) * | 1991-07-23 | 1993-04-16 | Nippon Plast Co Ltd | エアバツグカバー体 |
| JP2003145617A (ja) * | 2001-07-27 | 2003-05-20 | Toyoda Gosei Co Ltd | 自動車内装品表皮の熱成形方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013541456A (ja) * | 2010-10-14 | 2013-11-14 | インテヴァ プロダクツ エルエルシー. | ダッシュボード及びその製造方法 |
| CN103770739A (zh) * | 2012-10-22 | 2014-05-07 | 丰田合成株式会社 | 车辆内板以及车辆气囊装置 |
| JP2014101108A (ja) * | 2012-10-22 | 2014-06-05 | Toyoda Gosei Co Ltd | 車両用内装パネル及び車両用エアバッグ装置 |
| US9821748B2 (en) | 2012-10-22 | 2017-11-21 | Toyoda Gosei Co., Ltd. | Vehicle interior panel and vehicle airbag device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101579520B1 (ko) | 수지 적층판의 제조 방법 | |
| JP5726946B2 (ja) | エアバッグカバー用の熱可塑性フィルム | |
| EP3159154B1 (en) | Resin sandwich panel and resin sandwich panel manufacturing method | |
| US9744931B2 (en) | Crash pad for vehicles and method for manufacturing the same | |
| WO2005105409A1 (ja) | 車両用内装パネルおよびその製造方法 | |
| JP2000033839A (ja) | ソフトタッチ発泡層付き車両内装トリムパネル、当該パネルの製造方法及び当該パネルの製造装置 | |
| JP6003009B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP5971073B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| WO2009141863A1 (ja) | 自動車のエアバッグドア及びその製造方法 | |
| US20170136732A1 (en) | Film for Airbag Applications | |
| JP2010036582A (ja) | バックモールドされた(back−molded)プラスチック部分の製造方法 | |
| JP5191402B2 (ja) | 車両内装部材の製造方法 | |
| JP2015104887A (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP2010120566A (ja) | 自動車のエアバッグドア及びその製造方法 | |
| ES2450368T3 (es) | Procedimiento de fabricación de un panel de guarnecido para vehículo | |
| JP2008024303A (ja) | 自動車のエアバッグドア及びその製造方法 | |
| JP4046190B2 (ja) | 自動車のエアバッグドア及びその製造方法 | |
| JP2000326812A (ja) | エアバッグドアを有する表皮貼込み成形品およびその製造方法 | |
| JP2015123589A (ja) | 自動車内装品の製造方法 | |
| JP4575746B2 (ja) | エアバッグドアおよびその成形方法 | |
| WO2021085466A1 (ja) | 構造体及びその製造方法 | |
| JP4854416B2 (ja) | 合成樹脂積層品の製造方法及び製造装置 | |
| JP2869878B2 (ja) | 絞り成形用複合シート及び絞り成形用複合シートを用いた成形方法 | |
| JP2003040068A (ja) | 自動車内装品表皮 | |
| JPH1095292A (ja) | エアバッグドア部を一体に有するインストルメントパネル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110908 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120910 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130204 |