JP2010090438A - 純ニッケル薄板、及び純ニッケル薄板の製造方法 - Google Patents
純ニッケル薄板、及び純ニッケル薄板の製造方法 Download PDFInfo
- Publication number
- JP2010090438A JP2010090438A JP2008261803A JP2008261803A JP2010090438A JP 2010090438 A JP2010090438 A JP 2010090438A JP 2008261803 A JP2008261803 A JP 2008261803A JP 2008261803 A JP2008261803 A JP 2008261803A JP 2010090438 A JP2010090438 A JP 2010090438A
- Authority
- JP
- Japan
- Prior art keywords
- pure nickel
- hardness
- thin plate
- plate
- nickel thin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Non-Insulated Conductors (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
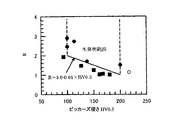
【解決手段】 ビッカーズ硬さHV0.3が100〜200の範囲にあり、引張試験における引張強度T.S.の0.2%耐力Y.S.に対する比R(=T.S./Y.S.)が下記式(1)の条件を満たすことを特徴とする純ニッケル薄板。
R>3.0−0.01×HV0.3・・・・(1)
【選択図】 図2
Description
一方、純ニッケル薄板は、携帯型電子機器等の小型化・軽量化を図るべく、部品として成形加工された際に形状が安定したものが求められているが、一般的に硬度が高いとスプリングバックが生じ易くなり、プレス成形における形状安定性が悪化する。これは、引張強度(TS)に対する降伏強度(YS)の比YR(=YS/TS)が大きくなるために生じる現象であり、同じ引張強度(TS)の場合、YRが小さくなれば形状安定性が良好になる。
この低温処理工程は、ニッケルの再結晶温度以下の温度、すなわち機械的性質が変化しないような十分に低い温度で行われる工程であるため、処理前後で硬度を変化させずに不純物を除去することができる。
R>3.0−0.01×HV0.3・・・・(1)
この理由は、定かではないが、冷間圧延後に600〜800℃での熱処理を施すことによって、再結晶が部分的に生じ、再結晶粒と未再結晶粒とが混在した組織となる。このような組織においては、未再結晶部分によって適度な硬度が付与され、再結晶した部分によって加工時に変形が生じ易くなってT.S.に対するY.S.が相対的に低くなりスプリングバックが抑制されているものと推測される。
また、本発明における引張強度T.S.及び0.2%耐力Y.S.は、金属材料引張試験片(JIS Z 2201)に準拠したJIS 13B試験片を用い、金属材料引張試験方法(JIS Z 2241)に準拠して測定する。
また、斯かる純ニッケル薄板の製造方法によれば、前記厚さ調整工程で厚さを調整した後に前記硬度調整工程で硬度を調整することにより、様々な厚さの純ニッケル板を準備せずとも、熱処理によって所望の硬度に調整することが可能となるため、純ニッケル板の準備においても手間及びコストを抑制することができる。
さらに、斯かる純ニッケル薄板の製造方法によれば、前記硬度調整工程で硬度を調整することにより、適度な硬度を有しつつスプリングバックが生じ難い純ニッケル薄板、即ち、適度な硬度を有しつつ形状安定性の優れた純ニッケル薄板を作製することができる。
また、斯かる純ニッケル薄板の製造方法によって製造された純ニッケル薄板は、該純ニッケル薄板と同程度の硬度であって、調質圧延によって製造された純ニッケル薄板に比して、スプリングバックが生じ難い。この理由は明らかではないが、600〜800℃での熱処理により純ニッケル薄板において再結晶が部分的に生じ、再結晶が生じていない部分により適度な硬度を有することができ、再結晶した部分によりスプリングバックが生じ難くなっていると考えられる。
また、斯かる純ニッケル薄板の製造方法によれば、最終の冷間圧延後に熱処理を実施することにより、製造された純ニッケル薄板に機械的強度の異方性が生じるのを抑制することができるため、製品歩留まりが良好である純ニッケル薄板を製造することができる。
また、本発明における熱処理の温度の値は、熱処理における最高到達温度のことを意味する。
純ニッケルは、冷間圧延されると冷間圧延前に比して硬度が向上し、通常、ビッカーズ硬さHV0.3が200程度まで向上が可能である。一方で、純ニッケルは、完全焼鈍されると、ビッカーズ硬さHV0.3が80程度まで低下する。本発明に於いては、この範囲で硬度調整してからスプリングバック等加工上の問題を防止する。
従って、本実施形態に係る純ニッケル薄板の硬度として、ビッカーズ硬さHV0.3が100〜200であるものが好適に採用され得る。
この硬度については、後述する硬度調整工程において、純ニッケル薄板の製造過程の中間材料たる純ニッケル圧延材を600〜800℃で熱処理することで容易に調整することができる。
R>3.0−0.01×HV0.3・・・・(1)
上記式(1)を満たす純ニッケル薄板は、従来材に比べ、スプリングバックが生じ難くなる。
本実施形態に係る純ニッケル薄板の製造方法は、上記のような純ニッケル薄板を製造する方法である。
また、前記純ニッケル板として、好ましくは、ニッケルの含有量が99質量%以上のものが用いられ、具体的には、JIS H4551に規定されている常炭素ニッケル板(合金番号:NW2200)(Ni:99質量%以上、C:0.15質量%以下、Cu:0.2質量%以下、Fe:0.4質量%以下、Mn:0.3質量%以下、S:0.010質量%以下、Si:0.3質量%以下)、や低炭素ニッケル板(合金番号:NW2201)(Ni:99質量%以上、C:0.02質量%以下、Cu:0.2質量%以下、Fe:0.4質量%以下、Mn:0.3質量%以下、S:0.010質量%以下、Si:0.3質量%以下)が用いられる。ニッケルの含有量が99質量%以上であることにより、形成される純ニッケル薄板は、電気抵抗が低いものになるとともに、電池電解液等に対して耐食性が優れたものとなるため、例えば、電池のリード部品として適したものとなる。
該純ニッケル板の厚さとしては、例えば、0.04〜2.5mmが挙げられ、より具体的には、0.07〜1.5mmが挙げられる。
また、圧下率は、好ましくは50%以上であり、より好ましくは70%以上である。圧下率が50%以上であることにより、硬度調整工程において硬度調整できる範囲が広がるため、厚さが調整された一の純ニッケル板から様々な所望の硬度の純ニッケル薄板を形成することができ、生産性が向上するという利点がある。
硬度調整工程は、通常、純ニッケル板を連続的に通板して処理を行う連続焼鈍炉を用いる。以下、連続焼鈍炉を例にとって説明する。
硬度調整工程は、熱処理の保持時間を120秒以下とする。本実施形態は、この工程により、適度な硬度を有しつつスプリングバックが生じ難い純ニッケル薄板を作製することができる。熱処理の保持時間は、好ましくは、30秒以下、より好ましくは、0秒(目標設定温度に到達と同時に温度を下げ始める)とする。
尚、本実施形態に於いて、熱処理の保持時間とは、最高到達温度に於いて保持する時間のことを意味する。
硬度調整工程は、熱処理の昇温速度を例えば10〜80℃/秒とし、より具体的には、20〜50℃/秒とする。
脱スケール処理は、硬度調整工程後に純ニッケル薄板の表面を硫酸、硝酸、塩酸、リン酸、酢酸等の酸で洗浄する処理のことである。
厚さ0.786mmの純ニッケル板(ニッケル99.65質量%)を0.125mmまで冷間圧延(圧下率84%)し、この冷間圧延した純ニッケルを30mm×70mmに切断して試験片を作製した。
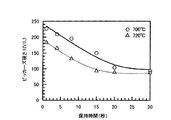
この試験片を赤外線式熱処理炉にて熱処理した。この熱処理に於いては、まず、この熱処理炉の加熱帯内部を真空脱気し、加熱帯内部に水素と窒素との混合ガス(モル比で、H2:N2=1:3)を導入して加熱帯内部を無酸化雰囲気とした。次ぎに、この熱処理炉内で試験片を昇温速度25℃/秒で加熱して700℃(保持温度)に達した時点で1秒間(保持時間)保持し、その後、加熱帯内部に窒素ガスを導入して試験片が200℃になるまで冷却し、そして、加熱帯内部を大気開放して試験片を取りだし常温まで冷却し、試験例1の純ニッケル薄板を作製した。
尚、試験片の温度は、試験片の上面中央部に熱電対を溶接して、温度を直接測定した。
保持時間4秒、7秒、15秒、20秒、30秒それぞれで加熱したこと以外は、試験例1の純ニッケル薄板と同様に作製した試験例2〜6の純ニッケル薄板をそれぞれ得た。
保持時間1秒、4秒、7秒、15秒、20秒、30秒それぞれにおいて、保持温度720℃としたこと以外は、試験例1の純ニッケル薄板と同様に作製した試験例7〜12の純ニッケル薄板をそれぞれ得た。
尚、ビッカーズ硬さHV0.3は、ビッカーズ硬さ試験−試験方法(JIS Z 2244)に準拠し、荷重を300gで測定した。
さらに、圧延率を40、50%としたこと以外は、試験例1〜12と同様に作製した純ニッケル薄板についてビッカーズ硬さHV0.3を測定したところ、図1に示す結果と同じような結果が得られた。
また、従来例として、最終焼鈍の後に調質圧延によって得られる純ニッケル薄板のビッカーズ硬さHV0.3を80〜180の範囲となるように調整して、比較例の純ニッケル薄板を作製した。この純ニッケル薄板の引張強度T.S.、及び0.2%耐力Y.S.を測定した。この結果も図2に示す(図2のうち、「■」で表示)。
尚、引張強度T.S.及び0.2%耐力Y.S.は、金属材料引張試験片(JIS Z 2201)に準拠したJIS 13B試験片を用い、金属材料引張試験方法(JIS Z 2241)に準拠して測定した。
Claims (2)
- ビッカーズ硬さHV0.3が100〜200の範囲にあり、引張試験における引張強度T.S.の0.2%耐力Y.S.に対する比R(=T.S./Y.S.)が下記式(1)の条件を満たすことを特徴とする純ニッケル薄板。
R>3.0−0.01×HV0.3・・・・(1) - 純ニッケル板を圧下率30%以上で冷間圧延して該純ニッケル板の厚さを調整する厚さ調整工程と、該厚さ調整工程により厚さが調整された純ニッケル板を600〜800℃で熱処理して該純ニッケル板の硬度を低下させ調整する硬度調整工程とを実施して、純ニッケル薄板を形成することを特徴とする純ニッケル薄板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261803A JP5316938B2 (ja) | 2008-10-08 | 2008-10-08 | 純ニッケル薄板、及び純ニッケル薄板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261803A JP5316938B2 (ja) | 2008-10-08 | 2008-10-08 | 純ニッケル薄板、及び純ニッケル薄板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010090438A true JP2010090438A (ja) | 2010-04-22 |
| JP5316938B2 JP5316938B2 (ja) | 2013-10-16 |
Family
ID=42253426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261803A Expired - Fee Related JP5316938B2 (ja) | 2008-10-08 | 2008-10-08 | 純ニッケル薄板、及び純ニッケル薄板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5316938B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102350439A (zh) * | 2011-09-23 | 2012-02-15 | 宁波江丰电子材料有限公司 | 半导体用镍靶坯热轧方法 |
| JP2017179441A (ja) * | 2016-03-30 | 2017-10-05 | 新日鐵住金株式会社 | 表面にニッケルが配された金属板 |
| JP2019016587A (ja) * | 2017-07-06 | 2019-01-31 | 日立金属株式会社 | 電池用Ni材、負極および電池ケース材 |
| CN113720663A (zh) * | 2021-08-04 | 2021-11-30 | 西南交通大学 | 一种调控轧制退火工艺制备高强韧异构镍的方法 |
| CN115889454A (zh) * | 2022-05-09 | 2023-04-04 | 湖南湘投金天钛金属股份有限公司 | 一种纯镍热轧带卷的制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4850925A (ja) * | 1971-10-30 | 1973-07-18 | ||
| JP2006057186A (ja) * | 2005-09-09 | 2006-03-02 | Hitachi Metals Ltd | ハンダ付け性に優れたニッケル材料帯の製造方法 |
-
2008
- 2008-10-08 JP JP2008261803A patent/JP5316938B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4850925A (ja) * | 1971-10-30 | 1973-07-18 | ||
| JP2006057186A (ja) * | 2005-09-09 | 2006-03-02 | Hitachi Metals Ltd | ハンダ付け性に優れたニッケル材料帯の製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| JPN6012054599; 濱住松二郎: 非鉄金属及び合金 , 19920910, Page.7-8 * |
| JPN6012054600; T.G.Truchan、他7名: 'Preparation of Nickel Substrates for Coated Conductors' IEEE Trans Appl Supercond Vol.10 No.1, 200003, Page.1130-1133 * |
| JPN6013011960; T.R.Lee、他2名: 'The tensile behavior and deformation microstructure of cryo-rolled and annealed pure nickel' Materials Science and Engineering Vol.408 No.1-2, 20051105, Page.131-135 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102350439A (zh) * | 2011-09-23 | 2012-02-15 | 宁波江丰电子材料有限公司 | 半导体用镍靶坯热轧方法 |
| JP2017179441A (ja) * | 2016-03-30 | 2017-10-05 | 新日鐵住金株式会社 | 表面にニッケルが配された金属板 |
| JP2019016587A (ja) * | 2017-07-06 | 2019-01-31 | 日立金属株式会社 | 電池用Ni材、負極および電池ケース材 |
| CN113720663A (zh) * | 2021-08-04 | 2021-11-30 | 西南交通大学 | 一种调控轧制退火工艺制备高强韧异构镍的方法 |
| CN113720663B (zh) * | 2021-08-04 | 2022-06-10 | 西南交通大学 | 一种调控轧制退火工艺制备高强韧异构镍的方法 |
| CN115889454A (zh) * | 2022-05-09 | 2023-04-04 | 湖南湘投金天钛金属股份有限公司 | 一种纯镍热轧带卷的制备方法 |
| CN115889454B (zh) * | 2022-05-09 | 2024-01-30 | 湖南湘投金天钛金属股份有限公司 | 一种纯镍热轧带卷及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5316938B2 (ja) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101928846B (zh) | 铜合金的制造方法和铜合金 | |
| JP5495649B2 (ja) | リチウムイオン二次電池用アルミニウム合金箔及びその製造方法 | |
| JP5495694B2 (ja) | リチウムイオン二次電池用アルミニウム合金箔およびその製造方法 | |
| JP5567719B2 (ja) | リチウムイオン二次電池正極集電体用アルミニウム合金箔の製造方法およびリチウムイオン二次電池正極集電体用アルミニウム合金箔とリチウムイオン二次電池 | |
| JP5575632B2 (ja) | リチウムイオン二次電池用銅箔の製造方法 | |
| US11319615B2 (en) | Copper alloy for electronic and electrical equipment, copper alloy plate strip for electronic and electrical equipment, component for electronic and electrical equipment, terminal, busbar, and movable piece for relay | |
| JP5316938B2 (ja) | 純ニッケル薄板、及び純ニッケル薄板の製造方法 | |
| JP2008179877A (ja) | イヤリング性に優れた冷延鋼板およびその製造方法 | |
| JP2013014837A (ja) | アルミニウム合金箔の製造方法およびアルミニウム合金箔 | |
| JP2012224927A (ja) | リチウムイオン電池正極集電体用アルミニウム合金箔及びその製造方法 | |
| US20170040617A1 (en) | Aluminum alloy foil for electrode current collectors and manufacturing method thereof | |
| KR102423266B1 (ko) | 베이퍼 챔버용 티타늄 구리 합금판 및 베이퍼 챔버 | |
| JP4264901B2 (ja) | ハンダ付け性に優れたニッケル材料帯の製造方法 | |
| JP2011046995A (ja) | プレス成形性に優れるチタン合金薄板およびその製造方法ならびに熱交換器用チタン合金薄板 | |
| KR20150022906A (ko) | 전극 집전체용 알루미늄 합금호일, 그 제조 방법 및 전극재 | |
| JP4642119B2 (ja) | 銅合金及びその製造方法 | |
| JP4259828B2 (ja) | 高強度銅合金の製造方法 | |
| CN112553496A (zh) | 均温板用钛铜合金板及均温板 | |
| US9666867B2 (en) | Aluminum alloy foil for electrode collector and production method therefor | |
| JP6280738B2 (ja) | 硬質箔用アルミニウム合金、アルミニウム合金硬質箔、リチウムイオン二次電池正極集電体用アルミニウム合金箔およびアルミニウム合金硬質箔の製造方法 | |
| JP4550148B1 (ja) | 銅合金及びその製造方法 | |
| JP2012241232A (ja) | 圧延銅合金箔及びそれを用いた二次電池用集電体 | |
| JP7227245B2 (ja) | 強度及び導電率に優れた銅合金板材の製造方法及びこれから製造された銅合金板材 | |
| US8328961B2 (en) | Iron-nickel alloy strip for the manufacture of support grids for the integrated circuits | |
| JP2011038122A (ja) | 二次電池ケース用アルミニウム合金板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130614 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130627 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5316938 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |