JP2010080722A - フレキシブルプリント配線板シート、その製造方法、およびハードディスク装置用フレキシブルプリント配線板シート - Google Patents
フレキシブルプリント配線板シート、その製造方法、およびハードディスク装置用フレキシブルプリント配線板シート Download PDFInfo
- Publication number
- JP2010080722A JP2010080722A JP2008248250A JP2008248250A JP2010080722A JP 2010080722 A JP2010080722 A JP 2010080722A JP 2008248250 A JP2008248250 A JP 2008248250A JP 2008248250 A JP2008248250 A JP 2008248250A JP 2010080722 A JP2010080722 A JP 2010080722A
- Authority
- JP
- Japan
- Prior art keywords
- flexible printed
- plating
- wiring board
- printed wiring
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 239000011888 foil Substances 0.000 claims abstract description 28
- 238000007747 plating Methods 0.000 claims description 145
- 239000010931 gold Substances 0.000 claims description 31
- 229910052737 gold Inorganic materials 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 31
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 29
- 238000005530 etching Methods 0.000 claims description 26
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 12
- 238000007689 inspection Methods 0.000 abstract description 27
- 229910001220 stainless steel Inorganic materials 0.000 abstract description 19
- 239000010935 stainless steel Substances 0.000 abstract description 19
- 239000013067 intermediate product Substances 0.000 description 20
- 238000005520 cutting process Methods 0.000 description 14
- 239000000428 dust Substances 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 239000004642 Polyimide Substances 0.000 description 5
- 229920001721 polyimide Polymers 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000004020 conductor Substances 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 239000010409 thin film Substances 0.000 description 4
- 238000003698 laser cutting Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- -1 gold ions Chemical class 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 235000014676 Phragmites communis Nutrition 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
Images










Landscapes
- Manufacturing Of Printed Wiring (AREA)
- Structure Of Printed Boards (AREA)
- Insulated Metal Substrates For Printed Circuits (AREA)
- Manufacturing Of Printed Circuit Boards (AREA)
- Adjustment Of The Magnetic Head Position Track Following On Tapes (AREA)
- Supporting Of Heads In Record-Carrier Devices (AREA)
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
Abstract
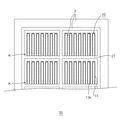
【解決手段】めっきフレーム21と、複数のFPC10とを備えるシートであって、FPCは、ステンレス箔1と、基部絶縁層2と、配線11と、配線から延びてめっきフレームに連結するめっきリード部11kと、これらを覆うカバー絶縁層3とを有し、カバー絶縁層は、めっきフレームを覆いながらシートにわたって共通に位置し、複数のFPCでは、いずれも、めっきリード部を覆うカバー絶縁層の部分が除去され、根元露出部Kが形成されていることを特徴とする。
【選択図】 図1
Description
本発明は、上記めっきリードの切断に伴うバリ等の問題を生じることなく、簡単にシート状態で電気検査ができる、フレキシブルプリント配線板シート、その製造方法、およびハードディスク装置用フレキシブルプリント配線板シートを提供することを目的とする。
上記の(a1)または(a2)により、配線板を中間製品に組み込む前に、フレキシブルプリント配線板シートのままの状態で電気検査を行うので、不具合が発見された場合、当該配線板のみを廃棄すればよいので、無駄を抑制して、製造原価を抑えることができる。また、(a2)において、何らかの理由により従来の方法を踏襲して、中間製品に組み込んだ後に電気検査をするという選択肢もとることができる。
上記(a1)または(a2)で、めっきリード部の切断を、直ちにエッチングによって行うことができる(カバー絶縁層などを除去した後にエッチングを行うという手数をとらなくてよい)。エッチングによって、めっきリード部を除去することで、型抜きやレーザ切断などの切断方法によって発生するバリ、塵芥等の発生を防止することができ、バリ、塵芥等の除去の手間なく、電気検査を確実に行うことが可能になる。
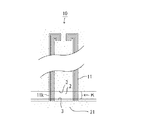
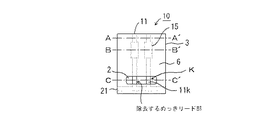
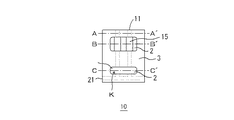
ポイントは、図2に示すように、めっきリード部11k上のカバー絶縁層3が除去され、めっきリード部11kの一部が露出される根元露出部Kが形成されている点にある。根元露出部Kは、めっきリード部11kのすべての部分に対応する領域を露出したものでもよいし、めっきリード部11kの一部の領域を露出したものでもよい。根元露出部Kでは、基部絶縁層2と、その基部絶縁層上のめっきリード部11kと、が露出される。めっきリード部11kは、上述の接続のための金めっき処理のために必要であるが、金めっき処理を終了した後では、不要となる。むしろFPC10を、個々に、電気検査するためには、めっきリード部11kが、めっきフレーム21に連結されていることは、障害になる。めっきリード部11kの除去は、エッチング処理で行えば、上述のようにバリ、塵芥等が発生せずに、確実かつ容易に、FPCごとに電気検査を行うことが可能になる。図1に示すように、FPCシート50に根元露出部Kを形成することは、(e1)エッチングによるめっきリード部11kの除去の準備となる。
また、たとえば、エッチングではなく型抜きやレーザ照射により、切断する場合でも、(e2)根元露出部Kのみが露出されるので、電気検査において、バリや塵芥の影響を受けにくくする。根元露出部Kは、配線11の全巾または配線の本数すべて、を露出させなければならないが、長手方向には、切断(開放)が確保されるだけの長さがあればよい。さらに、エッチングだけでなく、(e3)型抜き(金属刃による切断)やレーザ切断(光エネルギの融解による切断)によるめっきリード部11kの切断を、円滑に行うための準備となる。
根元露出部Kの形成によって、上記(e1)〜(e3)の利点を得ることができる。
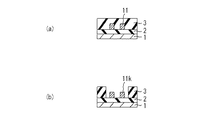
まず、図3に示すように、金属箔であるステンレススティール(以下、ステンレス)箔1の上に、基部絶縁層2となるポリイミド層を形成する。ステンレス箔1は、支持体としての強度上の中核部材であり、磁気ヘッドの信号採取部分が、磁気記録媒体(ディスク)面から浮き上がることを許容しながら弾性的に支持する役割を担う。
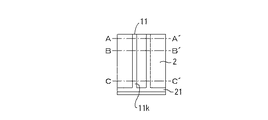
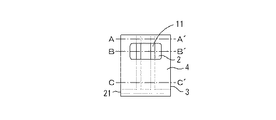
断面位置A−A’:信号採取部に対応する先端位置
断面位置B−B’:接続のための金めっき層が形成される位置
断面位置C−C’:めっきリード11kに対応する位置
たとえば断面位置A−A’を、A断面位置またはA断面と記す。BおよびCについても同様である。なお、配線は、図1の表示に合わせて2本が示されているが、実際は、図2に示すように、より多くの配線が設けられる。
従来は、めっきリード部11kの除去は、FPCシート製造工場においても、また出荷先のFPCを中間製品に組み込む中間製品メーカにおいても、なされたことはなかった。このため、従来は、出荷時において、めっきリード部11kを被覆するカバー絶縁層3は残存していた。従来は、図7(b)のようにカバー絶縁層3が除去される工程はなく、常に、図7(a)のようにカバー絶縁層3に被覆されていた。ただし、先端部(A断面位置)において、ステンレス箔1の一部分を除去するのは、磁気ディスクから信号を採取するのに必須であり、例外なく行われていた。上記のめっきリード部11kのエッチングによる除去は、上記ステンレス箔1の一部の除去の後で、別個の処理によって行ってもよいが、先端部のステンレス箔1の一部の除去と同じ機会に行うことで、工数を節減することができる。
(1)カバー絶縁層の除去
本発明の実施の形態においては、FPCシート50において、各FPC10に設けられためっきリード部11kを露出させる。そのために、図6および図7に示す段階で、カバー絶縁層3について、めっきリード部11kを被覆しない状態を準備しておく。すなわち、必須の処理である金めっき処理をするB断面位置と同じように、C断面位置においても、カバー絶縁層3を除去しておく。C断面位置のために特別に、カバー絶縁層3の除去工程を設けるのではなく、B断面位置のカバー絶縁層3の除去と同じタイミングで行うことにより、工数節減をすることができる。
B断面位置で、配線11に金めっき層15を形成した後、レジストパターンを除去すると、図11(c)に示すように、めっきリード部11kが露出される。このめっきリード部11kが露出された状態(図11(c))が、図16に示す本発明の実施の形態のトップ欄の段階を示す。めっきリード部11kは金めっき処理が終了した後は、使用することはない。このあと、(a1)コースについて説明する。
(2)エッチング処理
(a1)コースでは、エッチング処理の機会に、めっきリード部11k、および先端部のステンレス箔の一部を、ともに除去する。上述のように、先端部のステンレス箔1の一部の除去は、磁気ヘッド用配線板においては、必須である。この必須のエッチング処理の際に、めっきリード部11kを除去することができる。したがって別個にめっきリード部11kを除去するためのエッチング処理工程を設ける必要がなく、工数節減をすることができる。
(3)FPCシートの状態での電気検査
FPC10は、上記めっきリード部11kの除去によって、電気的に独立した状態になり、個別に、電気検査をすることができる。これによって、中間製品に組み込んだ後で電気検査をして不良品が見出される場合に比べて、早い段階で不良品を発見することができる。よって、中間製品の製造歩留りを高め、中間製品における部品(配線板)コストを抑制することができる。この結果、出荷先の中間製品メーカの製造コストを低減することができる。
(a2)コースの場合、出荷先で、めっきリード部11kを切断することなく、FPCを取り出し、そのFPCを中間製品に組み込んでもよい。この場合は、従来の方式と変わらず、中間製品で電気検査を行うことになる。このコースは、最も広い本発明の範囲における「めっきリード部を露出させたFPCシート」の利点を生かしておらず、従来と実質的に同じになる。本発明は、上述のように、めっきリード部を切断して、工場出荷時に、FPCごとに電気検査を行い、このような不利用のコースを生じさせない範囲を含んでいる。
Claims (7)
- めっきフレームと、複数のフレキシブルプリント配線板とを備えるシートであって、
前記フレキシブルプリント配線板は、
金属箔と、
前記金属箔上に位置する基部絶縁層と、
前記基部絶縁層上に位置する配線と、
前記配線から延びて前記めっきフレームに連結するめっきリード部と、
前記配線、および前記めっきリード部を覆うカバー絶縁層とを有し、
前記カバー絶縁層は、前記めっきフレームを覆いながら前記シートにわたって共通に設けられており、
前記複数の配線板では、いずれも、前記めっきリード部を覆う前記カバー絶縁層の部分が除去されていることを特徴とする、フレキシブルプリント配線板シート。 - 前記カバー絶縁層の除去されている部分の前記めっきリード部が、除去されていることを特徴とする、請求項1に記載のフレキシブルプリント配線板シート。
- めっき処理される配線を有する複数のフレキシブルプリント配線板を備えるシートの製造方法であって、
基部絶縁層上に、めっきフレーム、前記フレキシブルプリント配線板ごとの配線、および前記めっきフレームとフレキシブルプリント配線板ごとの配線とを連結するめっきリード部、を形成する配線層形成工程と、
前記配線層を覆うカバー絶縁層を形成する工程と、
前記めっきリード部上のカバー絶縁層の部分を除去する工程とを備えることを特徴とする、フレキシブルプリント配線板シートの製造方法。 - 前記除去されたカバー絶縁層の部分のめっきリード部を、エッチングによって除去することを特徴とする、請求項3に記載のフレキシブルプリント配線板シートの製造方法。
- 前記金属箔の部分をエッチングする工程を備え、前記めっきリード部のエッチング工程では、同じエッチング機会に、ともにエッチングすることを特徴とする、請求項4に記載のフレキシブルプリント配線板シートの製造方法。
- 前記フレキシブルプリント配線板の配線の部分に金めっき処理をする工程を備え、前記めっきリード部上のカバー絶縁層の部分の除去は、前記金めっき処理をする部分のカバー絶縁層を除去する機会に、ともに行うことを特徴とする、請求項3〜5のいずれか1項に記載のフレキシブルプリント配線板シートの製造方法。
- 請求項1もしくは2に記載の前記フレキシブルプリント配線板シート、または請求項3〜6のいずれか1項に記載の前記製造方法で製造された前記フレキシブルプリント配線板シートにおいて、前記フレキシブルプリント配線板を、磁気ヘッドに用いられるフレキシブルプリント配線板とすることを特徴とする、ハードディスク装置用フレキシブルプリント配線板シート。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248250A JP5190695B2 (ja) | 2008-09-26 | 2008-09-26 | フレキシブルプリント配線板シート、およびその製造方法 |
| TW98127150A TWI439187B (zh) | 2008-09-26 | 2009-08-12 | 可撓性印刷配線板薄片及其製造方法 |
| CN 200910176054 CN101686600B (zh) | 2008-09-26 | 2009-09-25 | 柔性印刷配线板片及其制造方法、以及硬盘装置用柔性印刷配线板片 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248250A JP5190695B2 (ja) | 2008-09-26 | 2008-09-26 | フレキシブルプリント配線板シート、およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010080722A true JP2010080722A (ja) | 2010-04-08 |
| JP5190695B2 JP5190695B2 (ja) | 2013-04-24 |
Family
ID=42049474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008248250A Active JP5190695B2 (ja) | 2008-09-26 | 2008-09-26 | フレキシブルプリント配線板シート、およびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5190695B2 (ja) |
| CN (1) | CN101686600B (ja) |
| TW (1) | TWI439187B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013186934A (ja) * | 2012-03-12 | 2013-09-19 | Dainippon Printing Co Ltd | 支持枠付サスペンション用基板 |
| US12317424B2 (en) | 2019-05-16 | 2025-05-27 | Nitto Denko Corporation | Wiring circuit board |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103634704A (zh) * | 2012-08-24 | 2014-03-12 | 四川联友电讯技术有限公司 | 具有保护罩的数字配线架 |
| CN103060809B (zh) * | 2013-01-09 | 2015-05-06 | 苏州运宏电子有限公司 | 不锈钢无微连接点蚀刻成形方法 |
| TWI600072B (zh) * | 2017-01-23 | 2017-09-21 | Linco Technology Co Ltd | Coated film burr removal method |
| JP7060450B2 (ja) * | 2018-05-31 | 2022-04-26 | 日東電工株式会社 | 配線回路基板集合体シート、その製造方法および配線回路基板の製造方法 |
| CN110944459B (zh) * | 2019-11-11 | 2021-06-18 | 广州兴森快捷电路科技有限公司 | 一种去除fpc覆盖膜的方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002020898A (ja) * | 2000-07-07 | 2002-01-23 | Nitto Denko Corp | 長尺基板のめっき方法およびめっき装置 |
| JP2003321796A (ja) * | 2002-04-30 | 2003-11-14 | Nitto Denko Corp | めっき装置およびそれを用いた配線基板の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001209918A (ja) * | 1999-11-19 | 2001-08-03 | Nitto Denko Corp | 回路付サスペンション基板 |
| JP4158772B2 (ja) * | 2005-01-25 | 2008-10-01 | 日本電気株式会社 | 接栓端子付きプリント基板及びその製造方法 |
| JP4762749B2 (ja) * | 2006-02-14 | 2011-08-31 | 日東電工株式会社 | 配線回路基板およびその製造方法 |
| CN100558221C (zh) * | 2006-07-28 | 2009-11-04 | 比亚迪股份有限公司 | 柔性线路板图形镀方法、图形镀底片及柔性线路板 |
-
2008
- 2008-09-26 JP JP2008248250A patent/JP5190695B2/ja active Active
-
2009
- 2009-08-12 TW TW98127150A patent/TWI439187B/zh not_active IP Right Cessation
- 2009-09-25 CN CN 200910176054 patent/CN101686600B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002020898A (ja) * | 2000-07-07 | 2002-01-23 | Nitto Denko Corp | 長尺基板のめっき方法およびめっき装置 |
| JP2003321796A (ja) * | 2002-04-30 | 2003-11-14 | Nitto Denko Corp | めっき装置およびそれを用いた配線基板の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013186934A (ja) * | 2012-03-12 | 2013-09-19 | Dainippon Printing Co Ltd | 支持枠付サスペンション用基板 |
| US12317424B2 (en) | 2019-05-16 | 2025-05-27 | Nitto Denko Corporation | Wiring circuit board |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201014477A (en) | 2010-04-01 |
| TWI439187B (zh) | 2014-05-21 |
| CN101686600A (zh) | 2010-03-31 |
| CN101686600B (zh) | 2013-10-16 |
| JP5190695B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5190695B2 (ja) | フレキシブルプリント配線板シート、およびその製造方法 | |
| KR100503977B1 (ko) | 플렉시블 배선기판 소편 및 배선시트 | |
| US8853546B2 (en) | Printed circuit board and method of manufacturing the same | |
| EP1906714B1 (en) | Wired Circuit Board and Producing Method Thereof | |
| CN106356079B (zh) | 带电路的悬挂基板集合体片及其制造方法和检查方法 | |
| US9451704B2 (en) | Suspension board assembly sheet with circuits and method for manufacturing the same | |
| JP2005100488A (ja) | 回路付サスペンション基板およびその製造方法 | |
| JP2011118966A (ja) | 電子部品と配線回路基板との接続構造、配線回路基板アッセンブリ、および、電子部品の検査方法 | |
| US9648726B2 (en) | Suspension board assembly sheet with circuits and manufacturing method of the same | |
| JP2012142053A (ja) | サスペンション用基板、サスペンション、ヘッド付サスペンション、およびハードディスクドライブ、並びにサスペンション用基板の製造方法 | |
| US20110048791A1 (en) | Printed circuit board and method of manufacturing the same | |
| CN101562170A (zh) | 带电路的悬挂基板及其制造方法 | |
| US20130029500A1 (en) | Connector and fabrication method thereof | |
| JP2010010346A (ja) | プリント基板の製造方法 | |
| JP5565182B2 (ja) | 支持枠付サスペンション用基板およびその製造方法 | |
| US20070089826A1 (en) | Method for producing a multilayer printed wiring board | |
| JP4358682B2 (ja) | 回路付サスペンション基板の導体パターンの導通検査方法 | |
| JP5058041B2 (ja) | コンタクトプローブの製造方法 | |
| JP2009200432A (ja) | フレキシブル配線基板およびその製造方法 | |
| JPH10154308A (ja) | Hdd磁気ヘッド用フレキシブル配線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120821 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5190695 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160208 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |