JP2010073977A - 表面実装装置 - Google Patents
表面実装装置 Download PDFInfo
- Publication number
- JP2010073977A JP2010073977A JP2008241215A JP2008241215A JP2010073977A JP 2010073977 A JP2010073977 A JP 2010073977A JP 2008241215 A JP2008241215 A JP 2008241215A JP 2008241215 A JP2008241215 A JP 2008241215A JP 2010073977 A JP2010073977 A JP 2010073977A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- component supply
- reflective
- supply cassette
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
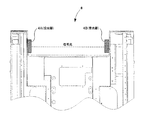
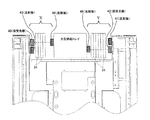
【解決手段】対向配置された第1壁部61及び第2壁部62の間に装着される表面実装装置において、第1壁部には、小型部品供給カセットの搭載高さより上方で、大型部品供給カセットの搭載高さより低い範囲を検知する第1反射型センサ40が、第2壁部の対応する位置には第1反射面41がそれぞれ配設され、前記第2壁部には、前記第1反射型センサと同範囲を検知する第2反射型センサ42が、前記第1壁部の対応する位置には第2反射面43がそれぞれ配設され、併載される大型部品供給カセット21の前記第1反射型センサに対向する第1側面22の対応位置には第3反射面44が、前記第2反射型センサに対向する第2側面23の対応する位置には第4反射面45がそれぞれ配設されている。
【選択図】図5
Description
6…装着部
21…大型供給トレイ(大型部品供給カセット)
31…小型部品供給カセット
40…第1反射型センサ
41…第1反射板(第1反射面)
42…第2反射型センサ
43…第2反射板(第2反射面)
44…第3反射板(第3反射面)
45…第4反射板(第4反射面)
61…第1壁部
62…第2壁部
Claims (1)
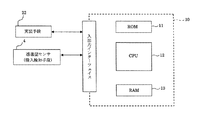
- 小型部品供給カセットと、これより搭載時の高さが高い大型部品供給カセットとを併載可能な部品供給ユニットが、装着部に対向配置された第1壁部及び第2壁部の間に装着され、各部品供給カセットから供給される電子部品を実装手段により基板上に実装する表面実装装置において、
前記第1壁部には、前記小型部品供給カセットの搭載高さより上方で、前記大型部品供給カセットの搭載高さより低い範囲を検知する第1反射型センサが、前記第2壁部の対応する位置には第1反射面がそれぞれ配設され、
前記第2壁部には、前記第1反射型センサと同範囲を検知する第2反射型センサが、前記第1壁部の対応する位置には第2反射面がそれぞれ配設されていると共に、
併載される前記大型部品供給カセットの前記第1反射型センサに対向する第1側面の対応する位置には第3反射面が、前記第2反射型センサに対向する第2側面の対応する位置には第4反射面がそれぞれ配設されていることを特徴とする部品実装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008241215A JP5113693B2 (ja) | 2008-09-19 | 2008-09-19 | 表面実装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008241215A JP5113693B2 (ja) | 2008-09-19 | 2008-09-19 | 表面実装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010073977A true JP2010073977A (ja) | 2010-04-02 |
| JP5113693B2 JP5113693B2 (ja) | 2013-01-09 |
Family
ID=42205481
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008241215A Active JP5113693B2 (ja) | 2008-09-19 | 2008-09-19 | 表面実装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5113693B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011091314A (ja) * | 2009-10-26 | 2011-05-06 | Juki Corp | 電子部品実装装置及び電子部品実装方法 |
| JP2016134443A (ja) * | 2015-01-16 | 2016-07-25 | Juki株式会社 | 電子部品供給装置及び電子部品実装装置 |
| WO2018096574A1 (ja) | 2016-11-22 | 2018-05-31 | 株式会社Fuji | 装着機 |
| WO2023026457A1 (ja) * | 2021-08-27 | 2023-03-02 | 株式会社Fuji | 部品装着機 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003198187A (ja) * | 2001-12-28 | 2003-07-11 | Yamagata Casio Co Ltd | 開口部保護装置 |
| JP2004253687A (ja) * | 2003-02-21 | 2004-09-09 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着装置 |
| JP2008210981A (ja) * | 2007-02-26 | 2008-09-11 | Matsushita Electric Ind Co Ltd | 部品実装機 |
-
2008
- 2008-09-19 JP JP2008241215A patent/JP5113693B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003198187A (ja) * | 2001-12-28 | 2003-07-11 | Yamagata Casio Co Ltd | 開口部保護装置 |
| JP2004253687A (ja) * | 2003-02-21 | 2004-09-09 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着装置 |
| JP2008210981A (ja) * | 2007-02-26 | 2008-09-11 | Matsushita Electric Ind Co Ltd | 部品実装機 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011091314A (ja) * | 2009-10-26 | 2011-05-06 | Juki Corp | 電子部品実装装置及び電子部品実装方法 |
| JP2016134443A (ja) * | 2015-01-16 | 2016-07-25 | Juki株式会社 | 電子部品供給装置及び電子部品実装装置 |
| CN105813446A (zh) * | 2015-01-16 | 2016-07-27 | Juki株式会社 | 电子部件供给装置以及电子部件安装装置 |
| CN105813446B (zh) * | 2015-01-16 | 2020-11-20 | Juki株式会社 | 电子部件供给装置以及电子部件安装装置 |
| WO2018096574A1 (ja) | 2016-11-22 | 2018-05-31 | 株式会社Fuji | 装着機 |
| WO2023026457A1 (ja) * | 2021-08-27 | 2023-03-02 | 株式会社Fuji | 部品装着機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5113693B2 (ja) | 2013-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5113693B2 (ja) | 表面実装装置 | |
| JP6247202B2 (ja) | 保護カバーの検出装置を備えた工作機械 | |
| US8386063B2 (en) | Electronic component mounting apparatus and stopping method of electronic component mounting apparatus | |
| US20100141963A1 (en) | Sensing System and Locating Method thereof | |
| JP2006061854A (ja) | 基板処理装置 | |
| JP2003174282A (ja) | プリント基板実装装置 | |
| WO2014173010A1 (zh) | 一种异物检测装置 | |
| JP5915113B2 (ja) | プロジェクタ装置 | |
| JP2005148381A (ja) | プロジェクタおよび移動検出方法、映像調整方法 | |
| JP2009217189A (ja) | マスクレス露光装置 | |
| JP5282836B2 (ja) | セキュリティ機器 | |
| JP4324292B2 (ja) | 電子部品の実装装置 | |
| JPH0475361A (ja) | ウエハカセット検出装置 | |
| TW202001429A (zh) | 防板偏檢知設計 | |
| JP2019197346A (ja) | 火災感知器用遮蔽板 | |
| JP2016103684A (ja) | 撮像装置 | |
| JP6167595B2 (ja) | プロジェクター | |
| JP2006258649A (ja) | 表面検査装置 | |
| JP2005208135A (ja) | 傾きセンサーを備えたプロジェクタ | |
| JP2005330018A (ja) | 搬送車システム | |
| JP2003344941A (ja) | カメラ取付装置 | |
| KR20010076579A (ko) | 갭 센서 및 얼라인 카메라가 일체로 된 노광기 | |
| JPH11153423A (ja) | 基板自動測定装置 | |
| JP2013145118A (ja) | 物体検出方法及びそれを用いた物体検出装置 | |
| JP2001343468A (ja) | 人体感知センサー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5113693 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |