JP2004253687A - 電子部品装着装置 - Google Patents
電子部品装着装置 Download PDFInfo
- Publication number
- JP2004253687A JP2004253687A JP2003043888A JP2003043888A JP2004253687A JP 2004253687 A JP2004253687 A JP 2004253687A JP 2003043888 A JP2003043888 A JP 2003043888A JP 2003043888 A JP2003043888 A JP 2003043888A JP 2004253687 A JP2004253687 A JP 2004253687A
- Authority
- JP
- Japan
- Prior art keywords
- pallet
- electronic component
- mechanisms
- electronic components
- storing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【解決手段】2つのパレットストッカ20と、2つのパレット導入機構21と、前記所定の部品を収納するパレット12を引き出すために前記各ストッカ20と各パレット導入機構21とを相対的に位置合わせするための2つのエレベータ機構22とから成る電子部品供給装置4を設け、小さなパレットの場合には前記各ストッカ20に夫々パレットを収納して前記各パレット導入機構21及び各エレベータ機構22により前記所定の部品を収納するパレットをピックアップ領域まで移動させるように構成すると共に、大きなパレットの場合には前記両ストッカ20に跨るようにパレットを収納して前記両パレット導入機構21及び両エレベータ機構22により前記所定の部品を収納するパレットをピックアップ領域まで移動させる。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、駆動源により一方向に移動可能なビームにこれに沿った方向に駆動源により移動可能な装着ヘッドを設け、該装着ヘッドに電子部品を吸着して基板搬送機構により搬送されるプリント基板上に装着する吸着ノズルが設けられた電子部品装着装置に関する。
【0002】
【従来の技術】
此の種の電子部品装着装置は、例えば特開平10−341098号公報などに開示されている。此の種の電子部品装着装置にあっては、装置の前後に部品供給装置を配設するのが一般的である。
【0003】
【特許文献】
特開平10−341098号公報
【0004】
【発明が解決しようとする課題】
このため、この場合、テープ収納電子部品の部品供給装置及びトレイ収納電子部品の部品供給装置を生産形態に合わせた形で、選択して設置する。ところが、数種類のトレイ収納電子部品を扱いたい場合には、トレイ入れ替え動作が発生し、装着装置の運転待ち時間が多くなり、生産効率が低下することとなる。
【0005】
そこで本発明は、複数種類のトレイ収納電子部品を扱う場合でも、装着装置の運転待ち時間を削減して、生産効率の向上を図ることを目的とする。
【0006】
【課題を解決するための手段】
このため第1の発明は、駆動源により一方向に移動可能なビームにこれに沿った方向に駆動源により移動可能な装着ヘッドを設け、該装着ヘッドに電子部品を吸着して基板搬送機構により搬送されるプリント基板上に装着する吸着ノズルが設けられた電子部品装着装置において、電子部品を収納配置したトレイを搭載したパレットを多段に収納可能な2つのパレットストッカと、各パレットストッカに対応して設けられ電子部品のピックアップ領域の所定位置まで所定の電子部品を収納するパレットを移動させるための2つのパレット導入機構と、前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるために前記各パレットストッカと各パレット導入機構とを相対的に位置合わせするための2つのエレベータ機構とから成る電子部品供給装置を設け、小さなパレットの場合には前記各パレットストッカに夫々パレットを収納して前記各パレット導入機構及び各エレベータ機構により前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるように構成すると共に、大きなパレットの場合には前記両パレットストッカに跨るようにパレットを収納して前記両パレット導入機構及び両エレベータ機構により前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるように構成したことを特徴とする。
【0007】
また第2の発明は、第1の発明において、前記電子部品供給装置の下部にはキャスタを設けて移動可能とすると共に装置本体に着脱可能としたことを特徴とする。
【0008】
【発明の実施の形態】
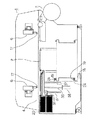
以下図面に基づき、本発明の実施形態につき説明する。図1は電子部品装着装置1の平面図、図2は電子部品装着装置1の左側面図、図3は電子部品装着装置1の縦断側面図である。この電子部品装着装置1は、電子部品をプリント基板Pに装着する装置本体2と、この装置本体2に比較的小さな電子部品を供給する第1部品供給装置3A、3B、3Cと、装置本体2に多リード部品など大きな電子部品を供給する第2部品供給装置4とを備えている。
【0009】
前記第1部品供給装置3A、3B、3Cは、部品供給側の先端部がプリント基板Pの搬送路に臨むように前記装置本体2に連結具(図示せず)を介して着脱可能に配設され、連結具を解除し把手(図示せず)を引くと下面に設けられたキャスタにより移動できる構成である。そして、前記第1部品供給装置3A、3B、3Cはカセット形式のテープフィーダ5を多数並設したものであり、部品供給側の先端部が装着ヘッド6のピックアップ領域に臨むように配設されており、各テープフィーダ5はキャリアテープ(図示せず)の収納部に装填された電子部品を剥離機構(図示せず)によりカバーテープを剥離して先端から1つずつ供給する。
【0010】
そして、対向する前記第1部品供給装置3A及び第2部品供給装置4と、第1部品供給装置3B及び3Cの間には、基板搬送機構を構成する供給コンベア7、位置決め部8(コンベアを有する)及び排出コンベア9が設けられている。前記供給コンベア7は上流側装置より受けたプリント基板Pを前記位置決め部8に搬送し、位置決め部8で図示しない位置決め機構により位置決めされた該基板P上に電子部品が装着された後、排出コンベア9に搬送され、その後下流側装置(図示せず)に搬送される。
【0011】
前記装着ヘッド6をXYステージ10によりXY方向に移動させることにより、装着ヘッド6が第1部品供給装置3A、3B、3C又は第2部品供給装置4より電子部品をピックアップし、この電子部品を位置決め部8上のプリント基板P上に装着する。
【0012】
尚、前記第1部品供給装置3A、3B、3Cは、カセット形式のテープフィーダ5を多数並設したものに限らず、スティック形式の供給装置やバルク形式の供給装置を使用してもよい。
【0013】
そして、第2部品供給装置4は、前記基板搬送機構を構成する供給コンベア7の上流位置に設けられている。この第2部品供給装置4では、多数個の電子部品をトレイ11の上に整列配置し、更にこのトレイ11を1個又は複数個、パレット12に搭載し、このパレット12を吸着ノズル17によるピックアップ領域に臨ませることで、電子部品を装置本体2に供給する。
【0014】
次に、前記装着ヘッド6をXY方向に移動させるXYステージ10について、説明する。即ち、X方向に長いビーム15、15がY軸モータの駆動によりネジ軸(図示せず)を回転させ、左右一対のガイド16、16に沿ってY方向に移動し、各ビーム15に対して各装着ヘッド6がX軸モータによりX方向に移動することとなる。
【0015】
尚、前記各装着ヘッド6には吸着ノズル17を上下動させるための上下軸モータが搭載され、また鉛直軸周りに回転させるためのθ軸モータが搭載されている。したがって、前記装着ヘッド6の各吸着ノズル17はX方向及びY方向に移動可能であり、垂直線回りに回転可能で、かつ上下動可能となっている。
【0016】
なお、吸着ノズル17に吸着された電子部品の位置認識を行う部品認識カメラ(図示せず)が前記基板搬送機構と前記第1部品供給装置3B、3Cとの間、前記基板搬送機構と前記第1部品供給装置3A及び第2部品供給装置4との間の所定位置に配設され、吸着ノズル17の軸心に対するずれ量が検出されて、その検出結果に基づきそのずれ量分だけ吸着ノズル17を前記θ軸モータ、XYステージ10を駆動するX軸モータ及びY駆動モータにより補正移動させる。
【0017】
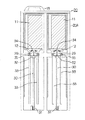
次に、前記第2部品供給装置4について、以下詳述する。第2部品供給装置4は供給装置本体4A下部にキャスタ18を設けて把手13を介して移動可能とすると共に装置本体2に設けた位置決めピン2Aに嵌合する嵌合孔19を開設して、装置本体2に着脱可能に構成する。また、この第2部品供給装置4は、電子部品を収納配置したトレイ11を搭載した多数のパレット12を多段に収納可能な2つのパレットストッカ20と、各パレットストッカ20に対応して設けられ電子部品のピックアップ領域の所定位置まで所定の電子部品を収納するパレット12を移動させるための2つのパレット導入機構21と、前記所定の電子部品を収納するパレット12を電子部品のピックアップ領域の所定位置まで移動させるために前記各パレットストッカ20と各パレット導入機構21とを相対的に位置合わせするための2つのエレベータ機構22とを備えている。
【0018】
次に図4及び図5に基づき、前記パレットストッカ20について説明すると、ストッカ20内部にパレット12を載置するためにストッカ本体20Aの左右の内側面に溝25が上下方向に多数段形成され、大きなパレット12を扱う場合には使用しないが小さなパレット12を扱う場合にはストッカ本体20Aを左右に仕切る縦仕切部材26が配設される。この縦仕切部材26の左右の両側面には溝27が同じく上下方向に多数段形成される。そして、ストッカ本体20Aの内側は開口され、この開口からパレット12が前記パレット導入機構21により装置本体2側に引き出される。
【0019】
次に図2、図6乃至図8に基づき、電子部品のピックアップ領域の所定位置まで所定の電子部品を収納するパレット12を移動させる前記パレット導入機構21について説明する。前記ストッカ本体20Aにはベルト30が張架された各プーリ31が設けられ、このベルト30には引出収納体32が固定されており、図示しない駆動モータの正逆駆動によりプーリ31が回転することによりベルト30を介して前記引出収納体32がシュート33に沿って往復動する構成である。即ち、前記引出収納体32には前記パレット12の一対のフック29に係止可能な一対の係止爪34が設けられ、図示しない駆動源により一対の係止爪34を遠ざけるようにガイド35に沿って移動させてパレット12のフック29に係止し、次に前記駆動機構により引出収納体32をシュート33に沿って移動させて、所定のパレット12を前記ピックアップ領域に導入する。
【0020】
前記エレベータ機構22について、図6、図9及び図10に基づき説明する。エレベータ機構22は、前記パレット導入機構21の一部に螺合してこれを昇降させるボールネジ36と、このボールネジ36の両側に配設されたガイドレール37と、前記ボールネジ36を回転させる昇降モータ38とで構成される。この昇降モータ38を介してボールネジ36が正逆回転することにより、前記パレット導入機構21がガイドレール37に案内されて昇降するものである。
【0021】
このように構成されたエレベータ機構22による昇降動作では、パレットストッカ20の所望のパレット12のレベル位置と、パレット導入機構21のシュート33のレベル位置とを合致させ、即ち所定のパレット12のレベル位置である引き出しレベル位置までエレベータ機構22によりパレット導入機構21を移動させ、パレット導入機構21により所定のパレット12を前記ピックアップ領域に導入する構成である。
【0022】
以上の構成により、以下動作について説明する。先ず、プリント基板Pが図示しない上流側装置から供給コンベア7に搬送され、更に供給コンベア7を介して位置決め部8に搬送される。そして、この位置決め部8において位置決め機構により位置決め固定され、基板認識カメラ(図示せず)によりプリント基板Pに付された複数の位置決めマークが撮像され、次いで部品取出し動作及び装着動作となる。
【0023】
そして、ステップ番号毎に格納されたプリント基板Pの装着すべきXY座標位置、鉛直軸線回りへの回転角度位置及び電子部品等が指定された装着データ(図示せず)に従い、初めに装着ステップ番号0001の電子部品の部品種に対応した吸着ノズル17が装着すべき該電子部品を例えば第1部品供給装置3Aから吸着して取出す。このとき、装着ヘッド6が装着すべき電子部品を取出すべく移動するが、X軸モータ及びY軸モータが駆動してXYステージ10を移動させて装着ヘッド6を移動させ、上下モータを駆動させて吸着ノズル17を下降させて前記第1部品供給装置3Aから電子部品を取出す。
【0024】
一方、装着ヘッド6はプリント基板Pの上方位置まで移動するが、この移動途中で、部品認識カメラ(図示せず)上方位置において停止し、吸着ノズル17に吸着保持された電子部品を部品認識カメラが撮像し、当該電子部品が該吸着ノズル17に対してどれだけ位置ずれして吸着保持されているかXY方向及び回転角度につき、部品認識処理部により位置が認識される。
【0025】
そして、前記基板認識カメラにより撮像されて基板認識処理部によるプリント基板の位置ずれ分及び部品認識処理部による電子部品の位置ずれ分だけ、図示しない制御装置がX軸モータ、Y軸モータ及びθ軸モータを制御して、X、Y方向及び鉛直軸線回りへの回転角度位置の補正がなされる。この補正後に、前記吸着ノズル17が下降してプリント基板P上の所定位置に電子部品が装着される。以下、順次電子部品がプリント基板P上に装着されることとなる。
【0026】
次に、第2部品供給装置4から電子部品を取出す場合について説明するが、小さなパレット12の場合には、図4に示すように、縦仕切部材26が使用され、前記各パレットストッカ20に夫々パレット12が収納されている。
【0027】
例えば、装着ステップ番号0002の電子部品が第2部品供給装置4内に収納されている場合には、当該電子部品を収納しているパレット12の引き出し動作が始まる。即ち、図示しない制御装置により一方の昇降モータ38を駆動して対応するエレベータ機構22の昇降動作が制御され、装着ステップ番号0002の電子部品を収納しているパレットストッカ20の溝25、27のレベル位置とパレット導入機構21のシュート33のレベル位置とが合致される。
【0028】
そして、図7及び図11に示すように、駆動源により各一対の係止爪34を遠ざけるように各ガイド35に沿って移動させてパレット12のフック29に係止し、次に駆動機構により一方の(図11における左方の)引出収納体32をシュート33に沿って移動(図11における下方向)させて、所定のパレット12を電子部品のピックアップ領域に導入する。従って、XY方向に移動した前記吸着ノズル17により当該パレット12上のトレイ11より電子部品を吸着して取出すものである。
【0029】
ここで、このとき、装着ヘッド6が装着すべき電子部品を取出すべく移動するが、X軸モータ及びY軸モータが駆動してXYステージ10を移動させて装着ヘッド6を移動させ、上下モータを駆動させて吸着ノズル17を下降させて前記第2部品供給装置4のパレット12上のトレイ11から電子部品を取出す。
【0030】
このとき、部品吸着後に吸着ノズル17が上下モータにより上昇し、装着ヘッド7はプリント基板Pの上方位置まで移動するが、この移動途中で、部品認識カメラ(図示せず)上方位置において停止し、部品認識カメラが吸着ノズルに吸着保持された電子部品を撮像し、当該電子部品が該吸着ノズル17に対してどれだけ位置ずれして吸着保持されているかXY方向及び回転角度につき、部品認識処理部により位置が認識される。
【0031】
そして、前記基板認識カメラにより撮像されて基板認識処理部によるプリント基板の位置ずれ分及び部品認識処理部による電子部品の位置ずれ分だけ、制御装置はX軸モータ、Y軸モータ及びθ軸モータを制御して、X、Y方向及び鉛直軸線回りへの回転角度位置の補正がなされる。この補正後に、前記吸着ノズル17が下降してプリント基板P上の所定位置に電子部品が装着される。以下、順次電子部品がプリント基板P上に装着されることとなる。
【0032】
次に装着すべき電子部品が、当該引き出されたパレット12上のトレイ11に収納されたものでなく、当該パレットストッカ20におけるパレット12上のトレイ11に収納されたものであれば、駆動機構により前記引出収納体32を前進させてパレットストッカ20に進入させた後、一対の係止爪34を近づけるように移動させてフック29との係止を解除してパレット12をパレットストッカ20に戻し、次に引出収納体32をシュート33上を摺動させながら後退移動させる。次いで、前述したように、図9に示すように、いずれかの昇降モータ38を駆動してエレベータ機構22を昇降動作させ、次の電子部品を収納しているパレットストッカ20内のパレット12の溝25、27のレベル位置とシュート33のレベル位置とを合致させ、駆動機構により引出収納体32を前進させて、一対の係止爪34を遠ざけるように移動させてフック29に係止した引出収納体32を後退させて、パレット12をシュート33上を摺動させてピックアップ領域に導入し、吸着ノズル17によりトレイ11から電子部品を吸着して取出すものである。この取出後、前述したように、パレット12をパレットストッカ20に戻す。
【0033】
以上のように、次々と装着データ(図示せず)に従い、装着ヘッド6の吸着ノズル17が第1部品供給装置3A、3B、3C又は第2部品供給装置4より電子部品をピックアップし、この電子部品をプリント基板P上に装着することとなる。
【0034】
そして、全ての電子部品のプリント基板Pへの装着が終了すると、位置決め部8から排出コンベア9に搬送され、その後下流側装置に搬送される。
【0035】
以上のように、小さなパレット12の場合には前記各パレットストッカ20に夫々パレット12を収納して前記各パレット導入機構21及び各エレベータ機構22により前記所定の電子部品を収納するパレット12を電子部品のピックアップ領域の所定位置まで移動させるものである。従って、図12に示すように2つのパレット12を個別に引き出す場合の他に、ときに生産効率向上のため、図13に示すように、2つのパレット12を同時に引き出す場合も発生する。
【0036】
次に、図5に示すように、大きなパレット12の場合には縦仕切部材26を取り除くことにより、前記両パレットストッカ20に跨るように大きなパレット12を収納することができる。このように大きなパレット12を収納した部品供給装置4を小さなパレット12を収納した部品供給装置4に代わって装置本体2に設置して、前記両パレット導入機構21及び両エレベータ機構22を同期させて駆動することにより前記所定の電子部品を収納するパレット12を電子部品のピックアップ領域の所定位置まで移動させることができる。
【0037】
即ち、図示しない制御装置により両昇降モータ38を同時に駆動して対応するエレベータ機構22の昇降動作が制御され、所定の電子部品を収納しているパレットストッカ20の溝25のレベル位置と両パレット導入機構21のシュート33のレベル位置とが合致され、図14に示すように、駆動源により各一対の係止爪34を遠ざけるように各ガイド35に沿って移動させて大きなパレット12の内方のフック29に係止し、次に駆動機構により両引出収納体32をシュート33に沿って移動させて、所定のパレット12を電子部品のピックアップ領域に導入する(図15参照)。従って、XY方向に移動した前記吸着ノズル17により当該パレット12上のトレイ11より電子部品を吸着して取出すものである。
【0038】
なお、大きなパレット12のトレイ11には、小さなパレット12のトレイ11に収納される電子部品より大きな電子部品を収納するのが一般的であるが、同種の電子部品をより多く収納する場合にも適用できる。
【0039】
尚、以上本発明の実施態様について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
【0040】
【発明の効果】
以上のように本発明によれば、複数種類のトレイ収納電子部品を扱う場合でも、装着装置の運転待ち時間を削減して、生産効率の向上を図ることを目的とする。
【図面の簡単な説明】
【図1】第2部品供給装置からパレットを2つ引き出した状態の電子部品装着装置の平面図である。
【図2】第2部品供給装置からパレットを2つ引き出した状態の電子部品装着装置の縦断側面図である。
【図3】電子部品装着装置の縦断正面図である。
【図4】小さなパレットを収納載置した状態のパレットストッカの正面図である。
【図5】大きなパレットを収納載置した状態のパレットストッカの正面図である。
【図6】第2部品供給装置の側面図である。
【図7】小さなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図8】大きなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図9】小さなパレットを扱う場合のエレベータ機構の正面図である。
【図10】大きなパレットを扱う場合のエレベータ機構の正面図である。
【図11】小さなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図12】小さなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図13】小さなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図14】大きなパレットを収納載置した状態のパレットストッカ等の平面図である。
【図15】大きなパレットを収納載置した状態のパレットストッカ等の平面図である。
【符号の説明】
1 電子部品装着装置
2 装置本体
3A乃至3C 第1部品供給装置
4 第2部品供給装置
6 装着ヘッド
11 トレイ
12 パレット
17 吸着ノズル
20 パレットストッカ
21 パレット導入機構
22 エレベータ機構
25、27 溝
26 縦仕切部材
38 昇降モータ
Claims (2)
- 駆動源により一方向に移動可能なビームにこれに沿った方向に駆動源により移動可能な装着ヘッドを設け、該装着ヘッドに電子部品を吸着して基板搬送機構により搬送されるプリント基板上に装着する吸着ノズルが設けられた電子部品装着装置において、電子部品を収納配置したトレイを搭載したパレットを多段に収納可能な2つのパレットストッカと、各パレットストッカに対応して設けられ電子部品のピックアップ領域の所定位置まで所定の電子部品を収納するパレットを移動させるための2つのパレット導入機構と、前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるために前記各パレットストッカと各パレット導入機構とを相対的に位置合わせするための2つのエレベータ機構とから成る電子部品供給装置を設け、小さなパレットの場合には前記各パレットストッカに夫々パレットを収納して前記各パレット導入機構及び各エレベータ機構により前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるように構成すると共に、大きなパレットの場合には前記両パレットストッカに跨るようにパレットを収納して前記両パレット導入機構及び両エレベータ機構により前記所定の電子部品を収納するパレットを電子部品のピックアップ領域の所定位置まで移動させるように構成したことを特徴とする電子部品装着装置。
- 前記電子部品供給装置の下部にはキャスタを設けて移動可能とすると共に装置本体に着脱可能としたことを特徴とする請求項1に記載の電子部品装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003043888A JP4194857B2 (ja) | 2003-02-21 | 2003-02-21 | 電子部品装着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003043888A JP4194857B2 (ja) | 2003-02-21 | 2003-02-21 | 電子部品装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004253687A true JP2004253687A (ja) | 2004-09-09 |
| JP4194857B2 JP4194857B2 (ja) | 2008-12-10 |
Family
ID=33026757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003043888A Expired - Fee Related JP4194857B2 (ja) | 2003-02-21 | 2003-02-21 | 電子部品装着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4194857B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007324156A (ja) * | 2006-05-30 | 2007-12-13 | Matsushita Electric Ind Co Ltd | 電子部品実装装置および電子部品実装方法ならびにトレイ引出し装置およびトレイ引出し方法 |
| JP2010073977A (ja) * | 2008-09-19 | 2010-04-02 | Juki Corp | 表面実装装置 |
| JP2013026403A (ja) * | 2011-07-20 | 2013-02-04 | Fuji Mach Mfg Co Ltd | 部品供給装置 |
| JP2018186192A (ja) * | 2017-04-26 | 2018-11-22 | 株式会社Fuji | 部品供給装置 |
-
2003
- 2003-02-21 JP JP2003043888A patent/JP4194857B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007324156A (ja) * | 2006-05-30 | 2007-12-13 | Matsushita Electric Ind Co Ltd | 電子部品実装装置および電子部品実装方法ならびにトレイ引出し装置およびトレイ引出し方法 |
| JP4706563B2 (ja) * | 2006-05-30 | 2011-06-22 | パナソニック株式会社 | 電子部品実装装置ならびにトレイ引出し装置およびトレイ引出し方法 |
| JP2010073977A (ja) * | 2008-09-19 | 2010-04-02 | Juki Corp | 表面実装装置 |
| JP2013026403A (ja) * | 2011-07-20 | 2013-02-04 | Fuji Mach Mfg Co Ltd | 部品供給装置 |
| JP2018186192A (ja) * | 2017-04-26 | 2018-11-22 | 株式会社Fuji | 部品供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4194857B2 (ja) | 2008-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH10270894A (ja) | 電子部品装着装置における部品供給装置 | |
| CN102340981A (zh) | 安装机 | |
| JP4829042B2 (ja) | 実装機 | |
| WO2015097865A1 (ja) | 部品実装装置、部品実装方法 | |
| JP4194857B2 (ja) | 電子部品装着装置 | |
| US20250008717A1 (en) | Component mounting machine and method for manufacturing substrate | |
| JP4322863B2 (ja) | 部品供給装置 | |
| JP3660470B2 (ja) | 電子部品装着装置における部品供給装置 | |
| JP2005166878A (ja) | 電子部品実装装置およびトレイフィーダ | |
| JPH10341098A (ja) | 電子部品装着装置 | |
| JP4316899B2 (ja) | 電子部品装着装置 | |
| JP4530580B2 (ja) | 電子部品装着装置 | |
| JP4667113B2 (ja) | 電子部品装着装置 | |
| JP3884278B2 (ja) | 部品供給装置及び部品供給装置を搭載した実装機 | |
| JP4017900B2 (ja) | 電子部品装着装置 | |
| JP3883674B2 (ja) | 部品供給装置 | |
| JP3540138B2 (ja) | 部品装着装置 | |
| JP2006019353A (ja) | 部品供給装置 | |
| JP2003094259A (ja) | 基板搬送ライン | |
| JP2006148164A (ja) | 部品装着装置 | |
| JP4339141B2 (ja) | 表面実装機 | |
| JP4601852B2 (ja) | 電子部品装着装置 | |
| JP2000236195A (ja) | 電子部品収納トレイ | |
| JP3676607B2 (ja) | 電子部品吸着ノズル及び電子部品装着装置 | |
| JP4672541B2 (ja) | 部品移載装置および表面実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080826 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080924 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111003 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121003 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131003 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |