JP2010069740A - 樹脂封止装置 - Google Patents
樹脂封止装置 Download PDFInfo
- Publication number
- JP2010069740A JP2010069740A JP2008239965A JP2008239965A JP2010069740A JP 2010069740 A JP2010069740 A JP 2010069740A JP 2008239965 A JP2008239965 A JP 2008239965A JP 2008239965 A JP2008239965 A JP 2008239965A JP 2010069740 A JP2010069740 A JP 2010069740A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- preformed
- mold
- suction
- sealing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011347 resin Substances 0.000 title claims abstract description 157
- 229920005989 resin Polymers 0.000 title claims abstract description 157
- 238000007789 sealing Methods 0.000 title claims abstract description 37
- 238000001816 cooling Methods 0.000 claims abstract description 22
- 230000007246 mechanism Effects 0.000 claims abstract description 16
- 238000001179 sorption measurement Methods 0.000 claims description 19
- 230000007723 transport mechanism Effects 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- 239000003566 sealing material Substances 0.000 claims description 3
- 230000006837 decompression Effects 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images






Landscapes
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
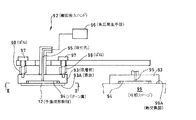
【解決手段】予備成形樹脂12を吸着・保持可能な吸着部93を備えると共に予備成形樹脂12を金型21、22内へと搬送する樹脂投入ハンド(搬送機構)75と、吸着部93を冷却する冷却ステージ(冷却手段)99と、を備え、予備成形樹脂12を冷却可能な状態で金型内に載置する。
【選択図】図1
Description
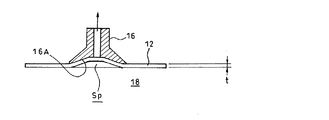
12…予備成形樹脂
21…上金型
22…下金型
50…マガジン昇降機
70…樹脂供給部
71…樹脂ストッカ
72…樹脂ストッカ昇降機
73…計量部
74…樹脂セット部
75…樹脂搬送準備機構
92…樹脂投入ハンド(搬送機構)
93…吸着部
93a…吸着部の底面
94…パターン溝
95…吸引孔
96…負圧発生手段
97…ボルト
98…ばね
99…冷却ステージ
99a…熱交換面
Claims (8)
- 平板状に予備成形された予備成形樹脂を吸着・保持可能な吸着部を備え、該予備成形樹脂を前記金型内へと搬送する搬送機構と、
前記吸着部を冷却する冷却手段と、を備える
ことを特徴とする樹脂封止装置。 - 請求項1において、
前記冷却手段が前記搬送機構と分けられている
ことを特徴とする樹脂封止装置。 - 請求項1または2において、
前記吸着部が平面部を有するプレート状部材で構成され、前記平面部の表面にて前記予備成形樹脂を吸着保持する
ことを特徴とする樹脂封止装置。 - 請求項3において、
前記プレート状部材の前記平面部の投影面積が、前記平板状の予備成形樹脂の表面積以上である
ことを特徴とする樹脂封止装置。 - 請求項3または4において、
前記プレート状部材が、
前記平面部の表面に形成された所定形状のパターン溝と、
該パターン溝と連通し、且つ減圧手段と連結された吸引孔と、を備える
ことを特徴とする樹脂封止装置。 - 請求項3または4において、
前記プレート状部材が、前記平面部の表面に、多孔質状に形成された穴を有し、該多孔質状の穴を介して前記予備成形樹脂を吸着する
ことを特徴とする樹脂封止装置。 - 請求項1〜6のいずれかにおいて、
前記搬送機構が、前記吸着部を前記金型上に載置した予備成形樹脂ごと前記金型上に押付け可能な弾性部材を備えた
ことを特徴とする樹脂封止装置。 - 平板状に予備成形された予備成形樹脂を、封止材料として金型内に投入して封止する樹脂封止装置において前記金型内に前記予備成形樹脂を搬送する方法であって、
前記予備成形樹脂を吸着・保持可能な吸着部を冷却手段によって冷却する工程と、
該冷却された吸着部にて、前記予備成形樹脂を吸着する工程と、
該吸着した予備成形樹脂を該冷却された吸着部ごと前記金型内に進入させる工程と、
金型内で、該吸着部による前記予備成形樹脂の吸着を解く工程と、を含む
ことを特徴とする予備成形樹脂の搬送方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239965A JP5143681B2 (ja) | 2008-09-18 | 2008-09-18 | 樹脂封止装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239965A JP5143681B2 (ja) | 2008-09-18 | 2008-09-18 | 樹脂封止装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069740A true JP2010069740A (ja) | 2010-04-02 |
| JP5143681B2 JP5143681B2 (ja) | 2013-02-13 |
Family
ID=42201981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239965A Active JP5143681B2 (ja) | 2008-09-18 | 2008-09-18 | 樹脂封止装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5143681B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05226397A (ja) * | 1992-02-14 | 1993-09-03 | Toshiba Corp | 半導体用熱硬化型自動モールド装置 |
| JP2004130730A (ja) * | 2002-10-11 | 2004-04-30 | Sainekkusu:Kk | 半硬化の平板樹脂の成形装置及びその成形方法 |
| JP2007307843A (ja) * | 2006-05-20 | 2007-11-29 | Apic Yamada Corp | 樹脂モールド方法および樹脂モールド装置 |
| JP2008001045A (ja) * | 2006-06-26 | 2008-01-10 | Sumitomo Heavy Ind Ltd | 樹脂封止装置及び樹脂封止方法 |
-
2008
- 2008-09-18 JP JP2008239965A patent/JP5143681B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05226397A (ja) * | 1992-02-14 | 1993-09-03 | Toshiba Corp | 半導体用熱硬化型自動モールド装置 |
| JP2004130730A (ja) * | 2002-10-11 | 2004-04-30 | Sainekkusu:Kk | 半硬化の平板樹脂の成形装置及びその成形方法 |
| JP2007307843A (ja) * | 2006-05-20 | 2007-11-29 | Apic Yamada Corp | 樹脂モールド方法および樹脂モールド装置 |
| JP2008001045A (ja) * | 2006-06-26 | 2008-01-10 | Sumitomo Heavy Ind Ltd | 樹脂封止装置及び樹脂封止方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5143681B2 (ja) | 2013-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI250593B (en) | Resin sealing method for electronic part and mold used for the method | |
| US9580827B2 (en) | Method for producing electronic component, bump-formed plate-like member, electronic component, and method for producing bump-formed plate-like member | |
| TWI565105B (zh) | 樹脂模塑裝置以及樹脂模塑方法 | |
| JP6017492B2 (ja) | 樹脂封止電子部品の製造方法、突起電極付き板状部材、及び樹脂封止電子部品 | |
| JP6039198B2 (ja) | 樹脂封止電子部品の製造方法及び樹脂封止電子部品の製造装置 | |
| TWI679100B (zh) | 樹脂成形裝置及樹脂成形品製造方法 | |
| JP2011136471A (ja) | 熱板加熱による熱成形装置および熱成形方法 | |
| JP5817044B2 (ja) | 樹脂封止装置および樹脂封止方法 | |
| WO2007108228A1 (ja) | 樹脂封止成形装置 | |
| KR100803679B1 (ko) | 몰딩 구조물 제조 방법 및 기판 몰딩 방법 및 장치 | |
| JP5411094B2 (ja) | 樹脂封止済基板の冷却装置、冷却方法及び搬送装置、並びに樹脂封止装置 | |
| JP5364944B2 (ja) | モールド金型 | |
| KR20160133468A (ko) | 수지 몰드 방법 및 수지 몰드 금형 | |
| JP2007301950A (ja) | 熱硬化性樹脂の成形方法及び成形装置 | |
| JP2004146556A (ja) | 樹脂封止方法、樹脂封止装置、及び樹脂シート | |
| TWI766729B (zh) | 工件搬出裝置、樹脂塑封裝置 | |
| JP5143681B2 (ja) | 樹脂封止装置 | |
| JP2014037142A (ja) | シート樹脂の製造方法及びシート樹脂 | |
| JP3017490B1 (ja) | 樹脂モ―ルド装置及びこれに用いるモ―ルド金型 | |
| TW202249128A (zh) | 樹脂密封裝置以及樹脂密封方法 | |
| US20040077130A1 (en) | Apparatus and method for reducing substrate warpage | |
| TWI499098B (zh) | 用於模塑電子器件的襯底載體 | |
| CN113471085A (zh) | 器件密封方法、器件密封装置和半导体产品的制造方法 | |
| JP6089260B2 (ja) | 樹脂モールド装置及び樹脂モールド方法 | |
| JP2014086633A (ja) | 樹脂モールド装置及び樹脂モールド方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5143681 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |