JP2010064634A - 摩擦攪拌接合による鉄道車両用構体の製造方法 - Google Patents
摩擦攪拌接合による鉄道車両用構体の製造方法 Download PDFInfo
- Publication number
- JP2010064634A JP2010064634A JP2008233421A JP2008233421A JP2010064634A JP 2010064634 A JP2010064634 A JP 2010064634A JP 2008233421 A JP2008233421 A JP 2008233421A JP 2008233421 A JP2008233421 A JP 2008233421A JP 2010064634 A JP2010064634 A JP 2010064634A
- Authority
- JP
- Japan
- Prior art keywords
- friction stir
- double skin
- joint
- stir welding
- face plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
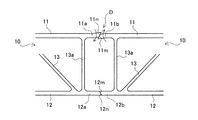
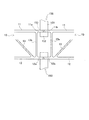
【解決手段】第1面板11同士及び第2面板12同士でそれぞれ突き合わせた、傾斜面からなる接合端面11m,11n,12m,12nの接合部分について、第1面板11側及び第2面板12側両方の全長にわたって隙間Pが生じないように、ダブルスキンパネル10を幅方向に荷重をかけた状態で固定し、その接合部分を摩擦攪拌接合用工具150の一対の回転体151,152によって挟んで押さえ込み、長手方向に沿って回転移動する攪拌軸153によって摩擦攪拌して接合する摩擦攪拌接合による鉄道車両用構体の製造方法。
【選択図】 図4
Description
これに対して、本発明は、傾斜した接合端面間を有するダブルスキンパネルについて、その接合端面間の隙間を積極的に無くし、接合部の高さを揃える手間を軽減させた摩擦攪拌接合による鉄道車両用構体の製造方法を提供することを目的とする。
また、本発明に係る摩擦攪拌接合による鉄道車両用構体の製造方法は、前記摩擦攪拌接合用工具の一対の回転体による接合部の押さえ込みは、前記ダブルスキンパネルに対する幅方向の荷重によって生じる前記接合端面の滑りによる接合部の変形を戻す大きさの荷重で行うことが好ましい。
また、摩擦攪拌接合時に接合部の変形を戻すようにボビンツールで押さえ込むので、仕上げの良い接合を行うことが可能である。
更に、本実施形態によれば、一の面板側の隙間Pをなくすようにダブルスキンパネル10を押し付けると、他の面板側の接合部分に傾斜面を乗り上げた段差部分Dを生じるが、それをボビンツール150で押さえ込むことにより、変形を戻して仕上げの良い接合を行うことが可能である。
前記実施形態では第1及び第2面板11,12が平面のダブルスキンパネル10を例に挙げて説明したが、ダブルスキンパネル10は、例えば屋根構体を構成する湾曲したもの同士、或いは湾曲したものと平面のものとの接合でもよい。
2 押圧治具
3 位置決ブロック
10 ダブルスキンパネル
11 第1面板
12 第2面板
13 リブ
11a,11b,12a,12b 接合部
11m,11n,12m,12n 接合端面
13a 端部リブ
150 ボビンツール
151 第1回転体
152 第2回転体
153 攪拌軸
P 隙間
また、本発明に係る摩擦攪拌接合による鉄道車両用構体の製造方法は、前記摩擦攪拌接合用工具の一対の回転体による接合部の押さえ込みは、前記ダブルスキンパネルに対する幅方向の荷重によって生じる前記接合端面の滑りによる接合部の変形を戻す大きさの荷重で行うことが好ましい。
Claims (2)
- 鉄道車両用構体を構成する所定幅の長尺な一対の第1面板と第2面板とを幅方向に並んだ複数のリブによって連結したダブルスキンパネルが、幅方向端部にあって前記第1及び第2面板とほぼ直交する端部リブから前記第1及び第2面板が延長して突き出した接合部を有し、その接合部の接合端面には、同じ幅方向端部において前記第1及び第2面板とで異なる方向に傾斜した接合端面が形成されたものであって、
幅方向に並べた2枚の前記ダブルスキンパネルについて、同方向に傾斜した接合端面同士を突き合わせ、両ダブルスキンパネルの接合部を、ボビンツール型をした摩擦攪拌接合用工具の一対の回転体によって挟み込み、その回転体の間の攪拌軸によって前記接合端面同士を突き合わせた接合部分を長手方向に沿って摩擦攪拌して接合する、摩擦攪拌接合による鉄道車両用構体の製造方法において、
前記第1面板同士及び第2面板同士の前記接合部分について、前記ダブルスキンパネルの全長にわたって前記第1面板側及び第2面板側の両方に隙間が生じないように、前記ダブルスキンパネルを幅方向に荷重をかけた状態で固定し、
その接合部分を摩擦攪拌接合用工具の一対の回転体によって挟んで押さえ込み、長手方向に沿って回転移動する攪拌軸によって摩擦攪拌して接合することを特徴とする摩擦攪拌接合による鉄道車両用構体の製造方法。 - 請求項1に記載する摩擦攪拌接合による鉄道車両用構体の製造方法において、
前記摩擦攪拌接合用工具の一対の回転体による接合部の押さえ込みは、前記ダブルスキンパネルに対する幅方向の荷重によって生じる前記接合端面の滑りによる接合部の変形を戻す大きさの荷重で行うことを特徴とする摩擦攪拌接合による鉄道車両用構体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008233421A JP4298784B1 (ja) | 2008-09-11 | 2008-09-11 | 摩擦攪拌接合による鉄道車両用構体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008233421A JP4298784B1 (ja) | 2008-09-11 | 2008-09-11 | 摩擦攪拌接合による鉄道車両用構体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4298784B1 JP4298784B1 (ja) | 2009-07-22 |
| JP2010064634A true JP2010064634A (ja) | 2010-03-25 |
Family
ID=40972369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008233421A Expired - Fee Related JP4298784B1 (ja) | 2008-09-11 | 2008-09-11 | 摩擦攪拌接合による鉄道車両用構体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4298784B1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014109592A1 (ko) * | 2013-01-11 | 2014-07-17 | 주식회사 우신이엠시 | 마찰교반용접을 이용한 하이브리드 드라이브 샤프트 및 그 제조방법 |
| JP2016068898A (ja) * | 2014-10-01 | 2016-05-09 | 日本車輌製造株式会社 | アルミ側構体製造方法 |
| JP2020006852A (ja) * | 2018-07-10 | 2020-01-16 | 日本車輌製造株式会社 | 鉄道車両 |
| CN110773896A (zh) * | 2019-11-12 | 2020-02-11 | 河北京车轨道交通车辆装备有限公司 | 一种100%低地板现代有轨电车铝合金车体变形控制方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9166130B2 (en) | 2012-10-24 | 2015-10-20 | Spectrasensors, Inc. | Solderless mounting for semiconductor lasers |
| US9368934B2 (en) | 2011-02-14 | 2016-06-14 | Spectrasensors, Inc. | Semiconductor laser mounting for improved frequency stability |
| US9166364B2 (en) | 2011-02-14 | 2015-10-20 | Spectrasensors, Inc. | Semiconductor laser mounting with intact diffusion barrier layer |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1052773A (ja) * | 1996-08-06 | 1998-02-24 | Hitachi Ltd | 鉄道車両用構体の製作方法及び製作装置 |
| JPH10193139A (ja) * | 1997-01-17 | 1998-07-28 | Showa Alum Corp | 摩擦撹拌接合法 |
| JPH1158036A (ja) * | 1997-08-07 | 1999-03-02 | Hitachi Ltd | 摩擦溶接方法および溶接継手構造 |
| JPH11320127A (ja) * | 1998-05-07 | 1999-11-24 | Showa Alum Corp | 摩擦撹拌接合法及び摩擦撹拌接合装置 |
| JP2001205453A (ja) * | 2000-01-25 | 2001-07-31 | Kawasaki Heavy Ind Ltd | 摩擦撹拌接合用治具 |
| JP2003326376A (ja) * | 2002-05-09 | 2003-11-18 | Mitsubishi Heavy Ind Ltd | 摩擦攪拌接合材及びその製造方法 |
| JP2004042115A (ja) * | 2002-07-12 | 2004-02-12 | Mitsubishi Heavy Ind Ltd | ダブルスキンパネル及び該ダブルスキンパネルの摩擦攪拌接合方法 |
| JP2004243379A (ja) * | 2003-02-14 | 2004-09-02 | Mitsubishi Heavy Ind Ltd | 中空構造型材及び構造物製造方法 |
| JP2004243334A (ja) * | 2003-02-12 | 2004-09-02 | Nippon Light Metal Co Ltd | ダブルスキンパネル及びその摩擦攪拌接合方法 |
| JP2005028421A (ja) * | 2003-07-09 | 2005-02-03 | Showa Denko Kk | 突合せ継手の製造方法、突合せ継手及び摩擦撹拌接合装置 |
| JP2005193254A (ja) * | 2004-01-05 | 2005-07-21 | Hitachi Industries Co Ltd | 摩擦攪拌接合方法 |
| JP2007283379A (ja) * | 2006-04-19 | 2007-11-01 | Nippon Sharyo Seizo Kaisha Ltd | 被接合部材、接合体及び摩擦攪拌接合方法 |
| JP2007326117A (ja) * | 2006-06-07 | 2007-12-20 | Nippon Sharyo Seizo Kaisha Ltd | ダブルスキンパネル及びその接合継手、並びに構造体 |
| JP2008012550A (ja) * | 2006-07-04 | 2008-01-24 | Nippon Sharyo Seizo Kaisha Ltd | ダブルスキンパネル及びその継手構造、並びに構造体 |
-
2008
- 2008-09-11 JP JP2008233421A patent/JP4298784B1/ja not_active Expired - Fee Related
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1052773A (ja) * | 1996-08-06 | 1998-02-24 | Hitachi Ltd | 鉄道車両用構体の製作方法及び製作装置 |
| JPH10193139A (ja) * | 1997-01-17 | 1998-07-28 | Showa Alum Corp | 摩擦撹拌接合法 |
| JPH1158036A (ja) * | 1997-08-07 | 1999-03-02 | Hitachi Ltd | 摩擦溶接方法および溶接継手構造 |
| JPH11320127A (ja) * | 1998-05-07 | 1999-11-24 | Showa Alum Corp | 摩擦撹拌接合法及び摩擦撹拌接合装置 |
| JP2001205453A (ja) * | 2000-01-25 | 2001-07-31 | Kawasaki Heavy Ind Ltd | 摩擦撹拌接合用治具 |
| JP2003326376A (ja) * | 2002-05-09 | 2003-11-18 | Mitsubishi Heavy Ind Ltd | 摩擦攪拌接合材及びその製造方法 |
| JP2004042115A (ja) * | 2002-07-12 | 2004-02-12 | Mitsubishi Heavy Ind Ltd | ダブルスキンパネル及び該ダブルスキンパネルの摩擦攪拌接合方法 |
| JP2004243334A (ja) * | 2003-02-12 | 2004-09-02 | Nippon Light Metal Co Ltd | ダブルスキンパネル及びその摩擦攪拌接合方法 |
| JP2004243379A (ja) * | 2003-02-14 | 2004-09-02 | Mitsubishi Heavy Ind Ltd | 中空構造型材及び構造物製造方法 |
| JP2005028421A (ja) * | 2003-07-09 | 2005-02-03 | Showa Denko Kk | 突合せ継手の製造方法、突合せ継手及び摩擦撹拌接合装置 |
| JP2005193254A (ja) * | 2004-01-05 | 2005-07-21 | Hitachi Industries Co Ltd | 摩擦攪拌接合方法 |
| JP2007283379A (ja) * | 2006-04-19 | 2007-11-01 | Nippon Sharyo Seizo Kaisha Ltd | 被接合部材、接合体及び摩擦攪拌接合方法 |
| JP2007326117A (ja) * | 2006-06-07 | 2007-12-20 | Nippon Sharyo Seizo Kaisha Ltd | ダブルスキンパネル及びその接合継手、並びに構造体 |
| JP2008012550A (ja) * | 2006-07-04 | 2008-01-24 | Nippon Sharyo Seizo Kaisha Ltd | ダブルスキンパネル及びその継手構造、並びに構造体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014109592A1 (ko) * | 2013-01-11 | 2014-07-17 | 주식회사 우신이엠시 | 마찰교반용접을 이용한 하이브리드 드라이브 샤프트 및 그 제조방법 |
| KR101422584B1 (ko) | 2013-01-11 | 2014-07-24 | 주식회사 우신이엠시 | 마찰교반용접방법 |
| US9958003B2 (en) | 2013-01-11 | 2018-05-01 | Woo Shin Emc Co., Ltd. | Hybrid drive shaft using friction-stir welding and fabrication method thereof |
| JP2016068898A (ja) * | 2014-10-01 | 2016-05-09 | 日本車輌製造株式会社 | アルミ側構体製造方法 |
| JP2020006852A (ja) * | 2018-07-10 | 2020-01-16 | 日本車輌製造株式会社 | 鉄道車両 |
| JP7217575B2 (ja) | 2018-07-10 | 2023-02-03 | 日本車輌製造株式会社 | 鉄道車両の製造方法、および、鉄道車両 |
| CN110773896A (zh) * | 2019-11-12 | 2020-02-11 | 河北京车轨道交通车辆装备有限公司 | 一种100%低地板现代有轨电车铝合金车体变形控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4298784B1 (ja) | 2009-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4298784B1 (ja) | 摩擦攪拌接合による鉄道車両用構体の製造方法 | |
| JP3589930B2 (ja) | 摩擦攪拌接合方法 | |
| KR100445140B1 (ko) | 마찰접합방법및이에의하여제조된구조체 | |
| JP3538357B2 (ja) | 摩擦攪拌接合方法 | |
| JP4359291B2 (ja) | 被接合部材 | |
| JP3751215B2 (ja) | 摩擦攪拌接合方法 | |
| JP2008272768A (ja) | ダブルキンパネルの接合継手及び構造体 | |
| JP2005239029A (ja) | 鉄道車両構体 | |
| JP5113803B2 (ja) | 中空形材の接合継手及び接合体 | |
| JP4619999B2 (ja) | ダブルスキンパネル及びその継手構造、並びに構造体 | |
| JP2007253210A (ja) | ダブルスキンパネルの接合方法及び構造体 | |
| JP4427273B2 (ja) | 構造体の製造方法とその装置 | |
| JP2006224160A (ja) | 押出し中空型材及びその型材によって形成された鉄道車両構体 | |
| JP4610522B2 (ja) | ダブルスキンパネル及びその接合継手、並びに構造体 | |
| JP4620016B2 (ja) | 摩擦攪拌接合用継手及び接合体 | |
| JP2003326373A (ja) | 摩擦攪拌による複数列部材の接合体及びその製造方法 | |
| JP4440522B2 (ja) | 摩擦攪拌接合用中空形材 | |
| JP4620033B2 (ja) | 鉄道車両用構体及び枠部材取り付け方法 | |
| JP3459206B2 (ja) | 摩擦攪拌接合用中空形材 | |
| JP4298451B2 (ja) | パネル接合構造 | |
| JP3442660B2 (ja) | 接合用パネル構造体及びパネル | |
| JP4402062B2 (ja) | 摩擦攪拌接合方法 | |
| JP3179758B2 (ja) | 摩擦接合方法および構造体 | |
| JP4402061B2 (ja) | パネル構造体 | |
| JPH11197859A (ja) | 構体の製作方法および構体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090407 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090415 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4298784 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120424 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120424 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130424 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140424 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |