JP2010064487A - 熱伝導促進用金属が含まれている器具及びそのコーティング方法 - Google Patents
熱伝導促進用金属が含まれている器具及びそのコーティング方法 Download PDFInfo
- Publication number
- JP2010064487A JP2010064487A JP2009209978A JP2009209978A JP2010064487A JP 2010064487 A JP2010064487 A JP 2010064487A JP 2009209978 A JP2009209978 A JP 2009209978A JP 2009209978 A JP2009209978 A JP 2009209978A JP 2010064487 A JP2010064487 A JP 2010064487A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coating
- coating layer
- metal
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 107
- 239000002184 metal Substances 0.000 title claims abstract description 107
- 238000000576 coating method Methods 0.000 title claims abstract description 88
- 230000001737 promoting effect Effects 0.000 title claims abstract description 19
- 239000011247 coating layer Substances 0.000 claims abstract description 161
- 239000010410 layer Substances 0.000 claims abstract description 111
- 239000011248 coating agent Substances 0.000 claims abstract description 77
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 claims abstract description 54
- 239000000843 powder Substances 0.000 claims abstract description 43
- 239000006185 dispersion Substances 0.000 claims abstract description 42
- 239000000049 pigment Substances 0.000 claims abstract description 37
- 239000000203 mixture Substances 0.000 claims abstract description 33
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 27
- 239000007788 liquid Substances 0.000 claims abstract description 25
- 239000004810 polytetrafluoroethylene Substances 0.000 claims abstract description 25
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims abstract description 25
- 150000004945 aromatic hydrocarbons Chemical class 0.000 claims abstract description 18
- 239000004094 surface-active agent Substances 0.000 claims abstract description 18
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 claims abstract description 17
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 claims abstract description 17
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 claims abstract description 17
- 239000005642 Oleic acid Substances 0.000 claims abstract description 17
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 claims abstract description 17
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 claims abstract description 17
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 claims abstract description 17
- 239000006229 carbon black Substances 0.000 claims abstract description 14
- 239000010445 mica Substances 0.000 claims abstract description 14
- 229910052618 mica group Inorganic materials 0.000 claims abstract description 14
- 230000001788 irregular Effects 0.000 claims abstract description 13
- 239000004952 Polyamide Substances 0.000 claims abstract description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229920002647 polyamide Polymers 0.000 claims abstract description 7
- 238000000034 method Methods 0.000 claims description 14
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical group [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 9
- 229910052737 gold Inorganic materials 0.000 claims description 9
- 239000010931 gold Substances 0.000 claims description 9
- 229910052709 silver Inorganic materials 0.000 claims description 9
- 239000004332 silver Substances 0.000 claims description 9
- 238000004140 cleaning Methods 0.000 claims description 7
- 238000005488 sandblasting Methods 0.000 claims description 7
- 238000005507 spraying Methods 0.000 claims description 5
- 239000010409 thin film Substances 0.000 claims description 4
- 238000001035 drying Methods 0.000 claims description 3
- 239000001023 inorganic pigment Substances 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 abstract description 9
- 239000000243 solution Substances 0.000 abstract description 2
- 239000000976 ink Substances 0.000 description 28
- 238000010411 cooking Methods 0.000 description 16
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 10
- 230000000694 effects Effects 0.000 description 7
- 235000013305 food Nutrition 0.000 description 7
- 239000003973 paint Substances 0.000 description 4
- 230000000844 anti-bacterial effect Effects 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010981 drying operation Methods 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- -1 0 .46 wt% Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000001877 deodorizing effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 150000002739 metals Chemical group 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/04—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay the materials being non-metallic
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Cookers (AREA)
Abstract
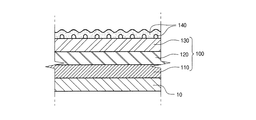
【解決手段】本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、前記三重コーティング層で下塗層のコーティング液はポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成される。
【選択図】図2
Description

さらに、上塗層130のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有する。
100 三重コーティング層
110 下塗層
120 中塗層
130 上塗層
140 熱伝導金属コーティング層
Claims (12)
- 下塗層、中塗層、及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、
前記三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、
中塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、
上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、
前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする熱伝導促進用金属が含まれている器具。 - 前記の三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有することを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
- 前記金属粉末は、金及び銀から選択されたいずれかであることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
- 前記金属粉末は、一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
- 前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用されることを特徴とする請求項2に記載の熱伝導促進用金属が含まれている器具。
- 上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
- 中塗層を除いた下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
- 前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有することを特徴とする請求項1又は2に記載の熱伝導促進金属が含まれている器具。
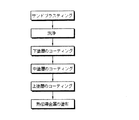
- コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を組成する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 - コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層コーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 - コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで前記中塗層上に塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;
乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 - 前記下塗層、中塗層、上塗層上に塗布された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含有させることを特徴とする請求項9〜11のいずれか1項に記載の熱伝導促進用金属が含まれている器具のコーティング方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2008-0090537 | 2008-09-12 | ||
| KR20080090537 | 2008-09-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064487A true JP2010064487A (ja) | 2010-03-25 |
| JP4795458B2 JP4795458B2 (ja) | 2011-10-19 |
Family
ID=42017341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009209978A Expired - Fee Related JP4795458B2 (ja) | 2008-09-12 | 2009-09-11 | 熱伝導促進用金属が含まれている器具及びそのコーティング方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4795458B2 (ja) |
| KR (1) | KR20100031440A (ja) |
| CN (1) | CN101669771B (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076119A (ja) * | 2008-09-24 | 2010-04-08 | Sumitomo Chemical Co Ltd | 多層構造体 |
| CN103059720A (zh) * | 2011-10-20 | 2013-04-24 | 无锡灵煌科技有限公司 | 一种透明隔热自清洁涂料的制备方法 |
| CN104073164A (zh) * | 2013-03-29 | 2014-10-01 | 展辰涂料集团股份有限公司 | 弹性隔热耐候保护漆 |
| JP2015077388A (ja) * | 2013-10-16 | 2015-04-23 | 玲 金 | 点描化した厨房器具及びその製造方法 |
| US20150359383A1 (en) * | 2014-06-16 | 2015-12-17 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| WO2020071453A1 (ja) * | 2018-10-03 | 2020-04-09 | 京セラ株式会社 | 調理用具 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2969533B1 (fr) * | 2010-12-23 | 2016-11-18 | Seb Sa | Article comprenant un revetement thermostable dote d'un decor au moins bichrome en tons continus et procede de fabrication d'un tel article. |
| KR101587593B1 (ko) * | 2013-10-16 | 2016-01-22 | 김영 | 점묘화된 주방기구 및 그 제조방법 |
| CN103587164B (zh) * | 2013-11-13 | 2015-06-03 | 湖北三江航天江河化工科技有限公司 | 一种导电涂层 |
| TWI629035B (zh) * | 2017-05-08 | 2018-07-11 | 任詮有限公司 | Composite non-stick pan and manufacturing method thereof |
| CN108065789A (zh) * | 2017-10-11 | 2018-05-25 | 浙江苏泊尔家电制造有限公司 | 烹饪器具及其表面的加工方法 |
| CN112745737A (zh) * | 2020-12-27 | 2021-05-04 | 贵州龙科生产力促进中心 | 一种电子产品外壳的高效散热涂料 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1562623A (zh) * | 2004-03-23 | 2005-01-12 | 孙建宁 | 阻燃抗静电高强韧聚氯乙烯复合管材及其制备方法 |
| US20080107920A1 (en) * | 2006-01-06 | 2008-05-08 | Raymond Grant Rowe | Thermal barrier coated articles and methods of making the same |
| CN100496359C (zh) * | 2006-01-27 | 2009-06-10 | 胡志明 | 三层复合板多种炉具通用的炊具及其制作方法 |
| JP2008036377A (ja) * | 2006-08-07 | 2008-02-21 | Wing Corporation:Kk | フライパン |
-
2008
- 2008-09-24 KR KR1020080093733A patent/KR20100031440A/ko not_active Abandoned
-
2009
- 2009-09-11 JP JP2009209978A patent/JP4795458B2/ja not_active Expired - Fee Related
- 2009-09-14 CN CN2009101738375A patent/CN101669771B/zh not_active Expired - Fee Related
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076119A (ja) * | 2008-09-24 | 2010-04-08 | Sumitomo Chemical Co Ltd | 多層構造体 |
| CN103059720A (zh) * | 2011-10-20 | 2013-04-24 | 无锡灵煌科技有限公司 | 一种透明隔热自清洁涂料的制备方法 |
| CN104073164A (zh) * | 2013-03-29 | 2014-10-01 | 展辰涂料集团股份有限公司 | 弹性隔热耐候保护漆 |
| JP2015077388A (ja) * | 2013-10-16 | 2015-04-23 | 玲 金 | 点描化した厨房器具及びその製造方法 |
| US20150359383A1 (en) * | 2014-06-16 | 2015-12-17 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| JP2016002455A (ja) * | 2014-06-16 | 2016-01-12 | 玲 金 | ドット方式にコーティングされた厨房器具及びその製造方法 |
| US10244891B2 (en) * | 2014-06-16 | 2019-04-02 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| WO2020071453A1 (ja) * | 2018-10-03 | 2020-04-09 | 京セラ株式会社 | 調理用具 |
| CN112788970A (zh) * | 2018-10-03 | 2021-05-11 | 京瓷株式会社 | 烹调用具 |
| JPWO2020071453A1 (ja) * | 2018-10-03 | 2021-11-04 | 京セラ株式会社 | 調理用具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101669771A (zh) | 2010-03-17 |
| CN101669771B (zh) | 2012-06-13 |
| JP4795458B2 (ja) | 2011-10-19 |
| KR20100031440A (ko) | 2010-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4795458B2 (ja) | 熱伝導促進用金属が含まれている器具及びそのコーティング方法 | |
| JP6174740B2 (ja) | 連続トーンを有する少なくとも2色の装飾物を備えた耐熱コーティングを含む物品、及びそのような物品を製造する方法 | |
| JP6242364B2 (ja) | ドット方式にコーティングされた厨房器具及びその製造方法 | |
| US20150104576A1 (en) | Speckled kitchen utensil and manufacturing method thereof | |
| CN107920685A (zh) | 包含氟碳树脂和稀土氧化物涂层的烹饪制品及制造所述制品的方法 | |
| JP2014023925A (ja) | 電気炊飯器用内釜及びその製造方法 | |
| JP4094016B2 (ja) | ワンコーティングまたはスリーコーティング層にインク顔料を塗布してコーティング層を形成した器具およびその形成方法 | |
| KR101244761B1 (ko) | 조리기용 내구성강화 내솥 | |
| JP2023091715A (ja) | 調理器具及び調理器具の製造方法 | |
| KR20050109270A (ko) | 은나노마블코팅 조리기구 및 그 제조방법. | |
| KR102236947B1 (ko) | 알루미늄 소재 조리기구의 무쇠-유사 질감 코팅을 위한 Xtrema T 코팅 조성물 및 이를 이용한 코팅방법 | |
| JP3001749B2 (ja) | 高温調理機器用皮膜およびその製造方法 | |
| KR100498761B1 (ko) | 쓰리코팅층에 잉크안료를 도포한 기구 및 코팅층 조성방법 | |
| CN100486717C (zh) | 在单涂覆层或三涂覆层上形成油墨涂覆层的器具及其方法 | |
| KR200411063Y1 (ko) | 은나노마블코팅 조리기구 | |
| JP2008212523A (ja) | 調理器具用部材及び調理器具 | |
| JPH0677544B2 (ja) | 高温調理機器用皮膜の構造及びその形成方法 | |
| KR200327538Y1 (ko) | 은을 함유한 코팅층을 갖는 기구 | |
| KR200421762Y1 (ko) | 비점착성 세라믹 코팅과 p.t.f.e. 코팅제를 접목한조리 기구 | |
| KR200326875Y1 (ko) | 쓰리코팅층에 잉크안료를 도포한 기구 | |
| KR20050024914A (ko) | 원코팅층에 잉크안료를 도포한 기구 및 그 제조방법 | |
| JP4857736B2 (ja) | 炊飯器 | |
| JP4821368B2 (ja) | 炊飯器 | |
| KR20130027783A (ko) | 나노 사파이어가 코팅된 주방기구 | |
| JP2005538206A (ja) | スクリーン印刷用化合物、スクリーン印刷された層、及びこのような層が設けられた基体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110628 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110727 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4795458 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140805 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |