JP2010064487A - Instrument containing thermal conduction promoting metal, and its coating method - Google Patents
Instrument containing thermal conduction promoting metal, and its coating method Download PDFInfo
- Publication number
- JP2010064487A JP2010064487A JP2009209978A JP2009209978A JP2010064487A JP 2010064487 A JP2010064487 A JP 2010064487A JP 2009209978 A JP2009209978 A JP 2009209978A JP 2009209978 A JP2009209978 A JP 2009209978A JP 2010064487 A JP2010064487 A JP 2010064487A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coating
- coating layer
- metal
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/04—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay the materials being non-metallic
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Cookers (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
Abstract
Description
本発明は、熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものであり、より詳しくは、熱伝導性が高い金属粉末を選択的に塗布して器具の各コーティング層の境界を選択的に熱処理してコーティングすることにより、器具の熱伝導性が向上されるようにする熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものである。 The present invention relates to a device including a metal for promoting heat conduction and a coating method thereof. More specifically, the present invention relates to a method of selectively applying a metal powder having high heat conductivity to define the boundary of each coating layer of the device. The present invention relates to a device including a metal for promoting heat conduction, which improves the thermal conductivity of the device by selectively heat-treating and coating, and a coating method thereof.
表面をコーティングする必要がある一般的な器具の殆どはアルミニウムのような金属からなり、初期には金属のみからなる器具も使用していたが、使用に際して、例えば、台所用器具の場合は飲食物を調理する場合や、又はそれ以外の場合に前記器具の表面に傷が付く等の問題が発生し、これを防ぐためにコーティング液を表面に塗布してコーティング層が前記表面に形成されるようにした器具が開発された。それ以来、様々な種類のコーティング液に加え、様々な形態のコーティング層が表面に形成された器具が登場した。 Most of the common appliances that need to be coated on the surface are made of metal such as aluminum, and at first, appliances made only of metal were also used. For example, in the case of kitchen appliances, food and drinks were used. In order to prevent problems such as scratching the surface of the utensil in cooking or otherwise, the coating liquid is applied to the surface so that a coating layer is formed on the surface. Equipment was developed. Since then, devices with various types of coating layers on the surface have appeared in addition to various types of coating solutions.
その中でも、器具の表面に下塗層と中塗層、及び上塗層が順に積層されてコーティング層を形成する、別名三重コーティングが広く用いられるようになった。 Among them, the so-called triple coating, in which an undercoat layer, an intermediate coat layer, and an overcoat layer are sequentially laminated on the surface of a device to form a coating layer, has come to be widely used.
即ち、図1に示すように、器具の表面に塗布されている三重コーティング層は、成形金属層11上にコーティングして下塗層12を形成した後、1次加熱乾燥作業を行い、再度コーティングして中塗層13を形成した後、2次加熱乾燥作業を行ってコーティング面を完全に硬化した状態にしてから、別途、鉱物性粒子14を中塗層13上に塗布して構成する。
That is, as shown in FIG. 1, the triple coating layer applied to the surface of the device is coated on the
そして、鉱物性粒子14と中塗層13上に再度コーティングして上塗層15を形成して三重コーティング層を完成する。
Then, the mineral particles 14 and the
また、下塗層12又は中塗層13が部分的に乾燥した状態又は十分に湿った状態で色が異なるスパッター(spatter)インクをその上に塗布して連続的に小さい球形体からなる不連続コーティング層を形成し、その上に上塗層15を形成することにより、前記の不連続コーティング層が三重コーティング層において多色模様を表出するが、それ自体が若干突出しているため器具の表面に傷が付くことも防ぐ三重コーティング層が開発された。このように三重コーティングされた器具が台所で使用される器具の代表として用いられてきた。
Also, a discontinuous structure consisting of small spheres is formed by applying spatter inks of different colors when the
ところで、コーティング層の説明をするのに前記の形態の台所器具を代表として説明したが、器具表面における全てのコーティング層は、前の記載では、器具の表面を保護するとか、美的感覚を表現する役割のみに留まり、コーティング層を成している組成成分自体が人体に及ぼす影響については特に言及していない。人が摂取する飲食物を料理する際には、前記飲食物の原材料が台所器具の表面に形成されているコーティング層と必ず接触するので、前記の台所器具のコーティング層成分が飲食物の原材料に、少なくとも何らかの影響を与える事実を看過することはできない。 By the way, although the kitchen appliance of the above-mentioned form was explained as a representative for explaining the coating layer, all the coating layers on the appliance surface protect the appliance surface or express an aesthetic sense in the previous description. No particular mention is made of the influence of the composition component itself constituting the coating layer on the human body, only the role. When cooking food or drink for human consumption, the ingredients of the food and drink always come into contact with the coating layer formed on the surface of the kitchen utensil, so the coating layer component of the kitchen utensil becomes a raw material for food and drink. You can't overlook the fact that at least some influence.
調理器具は人が摂取する飲食物を調理する器具のため、耐摩耗性を満たすための物理的特性も重要だが、何よりも調理される飲食物に有益な影響を及ぼす抗菌、殺菌等の特性を有することがより重要である。それにもかかわらず、前記の従来のコーティング層は耐摩耗性等の物理的性質の改善にのみ限定され、コーティング層の組成成分自体には、上記の人体に対して有益な特性を全く有しないとの問題点がある。 Because cooking utensils are cooking utensils for human consumption, physical characteristics to satisfy wear resistance are important, but above all, they have antibacterial and sterilizing characteristics that have a beneficial effect on the foods to be cooked. It is more important to have. Nevertheless, the conventional coating layer is limited only to improvement of physical properties such as wear resistance, and the composition component of the coating layer itself has no beneficial properties for the human body. There are problems.
また、耐摩耗性を満たすための三重コーティングは、熱伝導性が低下するにつれ、調理待機時間、すなわち予熱時間が長くなり、調理の効率が落ちるという問題点がある。 In addition, the triple coating for satisfying the wear resistance has a problem that the cooking standby time, that is, the preheating time becomes longer and the cooking efficiency is lowered as the thermal conductivity is lowered.
本発明は前記の問題点を解決するために案出されたものであり、本発明の目的は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層の熱伝導性を向上させることにある。 The present invention has been devised to solve the above-mentioned problems, and the object of the present invention is to select either gold or silver, which is a metal having high thermal conductivity, at the boundary of each coating layer. By selectively coating, the thermal conductivity of each coating layer is improved.
また、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向かって十分に突出しているため、耐スクラッチ性及び耐摩耗性を向上させることにある。 Another object is to improve the scratch resistance and wear resistance because the metal coating layer of the ink pigment applied in the form of dots on the top coat layer, which is the surface of the instrument, sufficiently protrudes upward.
そして、金または銀の金属コーティング層によって熱反応効果を調理器具に付加することにある。 And it is in adding a thermal reaction effect to a cooking appliance by the metal coating layer of gold | metal | money or silver.
このような目的を達成するために、本発明の熱伝導促進用金属が含まれている器具は、下塗層、中塗層及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、前記三重コーティング層における下塗層のコーティング液はポリアミドのNMP(N−メチル−2−ピロリドン)溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする。 In order to achieve such an object, the device including the heat conduction promoting metal of the present invention has a triple coating layer formed by sequentially laminating an undercoat layer, an intermediate coat layer and an overcoat layer on the surface. In the instrument, the coating solution of the primer layer in the triple coating layer has a composition of polyamide NMP (N-methyl-2-pyrrolidone) solution, water, PTFE dispersion, carbon black dispersion, silica dispersion, The coating liquid of the coating layer has a composition of PTFE dispersion, water, aromatic hydrocarbon, triethylamine, oleic acid, surfactant, carbon black dispersion, mica, and the coating liquid of the top coating layer is PTFE dispersion, water. , Aromatic hydrocarbon, triethylamine, oleic acid, surfactant, mica composition, and a metal powder having high thermal conductivity on each coating layer surface. The metal pigment is applied to the surface of the coat in an irregular point form by spraying the ink pigment to which the ink is added, and then heat treatment is performed so that the coating layer and the metal coating layer of the ink pigment are not coated on the surface. It is characterized by being formed with irregularities of a regular pattern.
本発明によると、前記の三重コーティング層における下塗層のコーティング液はポリアミドのNMP溶液16.8重量%水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液はPTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液はPTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。 According to the present invention, the coating solution of the undercoat layer in the triple coating layer is 16.8 wt% polyamide NMP solution 4.1 wt% water, 67.2 wt% PTFE dispersion, 3.5 carbon black dispersion 3.5. The coating solution of the intermediate coating layer is 81.5% by weight of PTFE dispersion, 9.22% by weight of water, 3.14% by weight of aromatic hydrocarbons, and a composition of 8.4% by weight of silica dispersion. It has a composition of 0.46% by weight of triethylamine, 0.46% by weight of oleic acid, 0.33% by weight of surfactant, 3.35% by weight of carbon black dispersion, and 1.54% by weight of mica. The coating liquid was PTFE dispersion 89.25 wt%, water 6.53 wt%, aromatic hydrocarbon 1.09 wt%, triethylamine 0.32 wt%, oleic acid 0.32 wt%, surfactant 0.25 Heavy %, Having a composition of 2.24 wt% mica.
本発明によると、前記金属粉末は金及び銀から選択されたいずれかである。 According to the present invention, the metal powder is any selected from gold and silver.
本発明によると、前記金属粉末は一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなる。 According to the present invention, the metal powder is made of a thin-film powder having a length of 1 nm to 1 mm on a side.
本発明によると、前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用される。 According to the present invention, the metal powder is used in an amount of 0.05 to 5 parts by weight with respect to 100 parts by weight of the coating solution of the undercoat layer, the intermediate coat layer, or the top coat layer.
本発明によると、上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成する。 According to the present invention, the metal coating layer is formed by directly applying the ink pigment containing the heat conductive metal powder on the intermediate coating layer without applying the top coating layer.
本発明によると、中塗層を塗布せず下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成する。 According to the present invention, without applying the intermediate coating layer, the ink pigment containing the heat conductive metal powder is directly applied on the undercoat layer to form the metal coating layer.
本発明によると、前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有する。 According to the present invention, the ink pigment coating liquid has a composition of PTFE dispersion, water, aromatic hydrocarbon, triethylamine, oleic acid, surfactant, and inorganic pigment dispersion.
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を形成する段階;からなる。 The method of coating a device containing the heat transfer enhancing metal of the present invention comprises the steps of sandblasting the surface of the device requiring coating to increase the surface area; cleaning the surface of the device; A layer coating solution is applied to the surface of the device in a thickness of 10 to 12 μm to form an undercoat layer, and then heat-treated at 200 ° C. for 15 minutes; containing a heat conductive metal powder on the undercoat layer; And spraying the ink pigment, followed by heat treatment at 405 to 415 ° C. for 20 minutes to form a metal coating layer having irregularly shaped irregularities.
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。 The method of coating a device containing the heat transfer enhancing metal of the present invention comprises the steps of sandblasting the surface of the device requiring coating to increase the surface area; cleaning the surface of the device; A layer coating solution is applied to the surface of the device at a thickness of 10 to 12 μm to form an undercoat layer, and then heat-treated at 200 ° C. for 15 minutes; a coating solution for the intermediate layer is formed to a thickness of 10 to 12 μm; After forming the wet intermediate coat layer on the undercoat layer, the ink pigment containing the heat conductive metal powder is sprayed on the intermediate coat layer from irregularities of irregular patterns. And forming a metal coating layer, followed by heat treatment at 405 to 415 ° C. for 20 minutes.
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面にサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。 The method of coating a device containing the heat conduction promoting metal of the present invention comprises the steps of sandblasting the surface of the device requiring coating to increase the surface area; cleaning the surface of the device; A layer coating solution is applied to the surface of the device in a thickness of 10 to 12 μm to form an undercoat layer and then dried at 200 ° C. for 15 minutes; a coating solution for the intermediate layer is formed to a thickness of 10 to 12 μm; Then, after forming a wet intermediate coat layer on the undercoat layer, an upper coat layer coating solution is applied on the intermediate coat layer in a thickness of 8 to 12 μm. Forming and drying at 200 to 300 ° C. for 15 minutes; and spraying an ink pigment containing a heat conductive metal powder onto the dried overcoat layer to form a metal coating layer comprising irregular irregularities Then, at 405 to 415 ° C., 2 Consisting of: heat treating minutes.
本発明によると、前記下塗層、中塗層、上塗層上に形成された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含むことができる。 According to the present invention, a transparent discontinuous coating layer may be further formed on the heat conductive metal coating layer formed on the undercoat layer, the intermediate coat layer, and the overcoat layer.
上述の通り、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層側への熱伝達性を向上させて調理器具の予熱時間を短くし迅速な調理を可能にし、調理時にガス使用量を節約できるため、予熱時間の短縮によるガス発熱量を減少させることができるという効果がある。 As described above, the device including the metal for promoting heat conduction according to the present invention and the coating method thereof are selectively used at the boundary between the coating layers by selecting either gold or silver, which is a metal having high heat conductivity. Coating on the coating layer improves heat transfer to each coating layer side, shortens the preheating time of cooking utensils, enables quick cooking, and saves gas consumption during cooking. There is an effect that the calorific value can be reduced.
また、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向って十分に突出しているため、例えば調理器具に用いる場合は、スクラッチ(scratch)現象が起こらない耐スクラッチ性及び耐磨耗性が良くなり、これによって傷が発生しなくなることから、器具を使用した後の洗浄力が向上するという効果がある。 In addition, the device including the metal for promoting heat conduction according to the present invention and the coating method thereof are sufficient in that the metal coating layer of the ink pigment applied in the form of dots on the top coating layer, which is the surface of the device, faces upward. For example, when used for cooking utensils, scratch resistance and abrasion resistance are improved so that scratches do not occur. There is an effect that the cleaning power is improved.
さらに、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、金又は銀コーティングによって高い電気伝導性及び高い熱伝導性、殺菌作用、抗菌作用、脱臭効果、陰イオン発生、浄水効果を備えた調理器具を提供できるという効果がある。 Furthermore, the device including the metal for promoting heat conduction according to the present invention and the coating method thereof have high electrical conductivity and high thermal conductivity, bactericidal action, antibacterial action, deodorizing effect, anion generation, There is an effect that a cooking utensil having a water purification effect can be provided.
以下、本発明に添付した図面を参照して本発明の好ましい一実施例を詳しく説明する。 Hereinafter, a preferred embodiment of the present invention will be described in detail with reference to the accompanying drawings.
先ず、図面中、同一な構成要素または部品はできるだけ同一な参照符号で表している。本発明を説明するに際して、関連する公知機能或いは構成に対する具体的な説明は、本発明の要旨を模糊にしないようにするために省略する。 First, in the drawings, the same components or parts are denoted by the same reference numerals as much as possible. In describing the present invention, specific descriptions of related known functions or configurations are omitted so as not to obscure the subject matter of the present invention.
本明細書で使用されている用語「約」、「実質的に」等は、言及された意味に固有の製造及び物質許容誤差が提示されている場合は、その数値又はその数値に近接した意味で使用される。 As used herein, the terms “about”, “substantially”, etc., mean that the numerical value, or a value close to that numerical value, when manufacturing and material tolerances inherent in the stated meaning are presented. Used in.
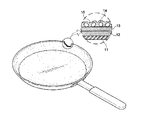
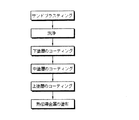
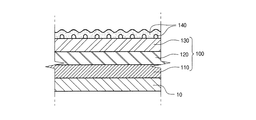
図2は本発明にかかる器具のコーティング段階を示したフローチャートであり、図3は本発明にかかる器具を示した斜視図であり、図4は本発明にかかる器具のコーティング層を示した部分拡大断面図であり、図5は本発明にかかる器具のコーティング層の他の実施例を示した部分拡大断面図である。 FIG. 2 is a flowchart illustrating a coating step of the device according to the present invention, FIG. 3 is a perspective view illustrating the device according to the present invention, and FIG. 4 is a partially enlarged view illustrating a coating layer of the device according to the present invention. FIG. 5 is a partial enlarged cross-sectional view showing another embodiment of the coating layer of the device according to the present invention.
先ず、図2〜図5に示すように、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は次の通りである。 First, as shown in FIGS. 2 to 5, a device including the heat conduction promoting metal of the present invention and a coating method thereof are as follows.
器具10の表面に下塗層110と中塗層120、及び上塗層130が順に積層されて三重コーティング層100を形成する。
An
前記上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにする。 The coating liquid for the topcoat layer has a composition of PTFE dispersion, water, aromatic hydrocarbon, triethylamine, oleic acid, surfactant, mica, and a metal powder having high thermal conductivity on the surface of each coating layer. The added ink pigment is sprayed with a sprayer so that the metal powder is applied on the surface of the coating in irregular points. After that, the coating layer and the metal coating layer of the ink pigment are irregular on the surface by heat treatment. It should be formed with uneven patterns.
前記金属粉末は、金、銀のような熱伝導性が高い金属からなる群から1以上選択される。 The metal powder is selected from the group consisting of metals having high thermal conductivity such as gold and silver.
本発明で塗布される金属粉末に使用する金属の熱伝導性、温度伝導性などを表1に示す。 Table 1 shows the thermal conductivity, temperature conductivity, etc. of the metal used in the metal powder applied in the present invention.

上記表に示した熱伝導性と温度伝導性が高い金又は銀を塗布することによって、調理器具に用いる場合は調理の待機時間と予熱時間が短縮され、調理の際に熱効性を向上させることができる。 By applying gold or silver with high thermal conductivity and temperature conductivity shown in the above table, when used for cooking utensils, cooking standby time and preheating time are shortened, and thermal efficiency is improved during cooking be able to.
ここで、前記金属粉末は、通常の粉末形態からなることもあり、一辺の長さが1nm〜1mmを有する薄膜形態の粉末からなることもある。 Here, the metal powder may be in the form of a normal powder, or may be in the form of a thin film having a side length of 1 nm to 1 mm.
これは、粉末の形状を多様化して器具表面にコーティングされる金属コーティング層の美的効果を加味すると同時に、広さを持つ薄膜の金属粉末を通じてより向上した熱伝導性が保障されるようにする。 This diversifies the shape of the powder and takes into account the aesthetic effect of the metal coating layer coated on the surface of the device, while at the same time ensuring improved thermal conductivity through a thin film metal powder having a large width.
そして、三重コーティング層を構成する各コーティング層のコーティング液の組成は、下記の通りである。 And the composition of the coating liquid of each coating layer which comprises a triple coating layer is as follows.
前記の下塗層110のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有する。
The coating solution for the
具体的には、前記下塗層110のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有する。
Specifically, the coating liquid for the
そして、中塗層120のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有する。
The coating liquid for the
具体的には、前記中塗層120コーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有する。
さらに、上塗層130のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有する。
Specifically, the coating solution for the
Further, the coating liquid of the
具体的には、前記上塗層130のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。
Specifically, the coating liquid of the
前記のような配合比性を有する下塗層110又は中塗層120、或いは、上塗層130の各コーティング液100重量部に対して金属粉末が0.05〜5重量部を使用するようにする。
The metal powder is used in an amount of 0.05 to 5 parts by weight with respect to 100 parts by weight of each coating solution of the
そして、下塗層110と中塗層120、及び上塗層130の積層は、多様な実施例で実施することができる。
The
すなわち、通常、三重コーティング層100として形成したり、中塗層120と上塗層130が除外された下塗層110上に熱伝導金属粉末が含まれているインク顔料を直に塗布して金属コーティング層140を形成することもでき、上塗層130を塗布せず中塗層120上に熱伝導金属粉末が含有されているインク顔料を直に塗布して金属コーティング層140を形成することもでき、下塗層110と中塗層120に積層されている上塗層130上に熱伝導金属粉末が含有されているインク顔料を塗布して金属コーティング層140を形成することもできる。
That is, normally, an ink pigment containing a heat conductive metal powder is directly applied to the
このように器具10の表面に三重コーティング100を積層するか、又は各コート110、120、130別に積層した後、熱伝導金属粉末を含有したインク顔料によって点状に塗布して熱伝導金属が該当コートの表面に不規則な模様の凹凸からなる金属コーティング層140を形成する。
In this way, the
前記三重コーティング層100の各コートの厚さに伴い、突出する金属コーティング層140の厚さは10μm内外からなる。
With the thickness of each coat of the
ここで、前記の金属コーティング層140を、下塗層110と中塗層120からなるコーティング層の前記中塗層120上に形成したり、又は下塗層110と上塗層130からなるコーティング層の前記上塗層130上に形成することもできる。
Here, the
さらに、前記の三重コーティングは一つの実施例に過ぎなく、水系フッ素樹脂の単一コーティング層、フッ素樹脂の二重コーティング層、フッ素樹脂の三重コーティング層、及び多重コーティング層等に金属粉末が塗布されるように用いることができ、このように様々なコーティングに用いられて塗布される金属コーティング層は、コーティング層を形成させるための全ての塗料製品、すなわち、シリコン油性塗料、油性フッ素樹脂塗料、セラミック塗料等を構成している組成物質の一つを添加することもできる。 Furthermore, the above-mentioned triple coating is only one example, and metal powder is applied to a single coating layer of water-based fluororesin, a double coating layer of fluororesin, a triple coating layer of fluororesin, and a multiple coating layer. The metal coating layer used and applied to various coatings in this way can be applied to all paint products for forming the coating layer, that is, silicone oil-based paint, oil-based fluororesin paint, ceramic One of the constituent substances constituting the paint or the like can also be added.
また、器具10の表面にコーティングされる三重コーティング層100の厚さは、全体が約35μm以上になって初めて耐久性が向上し、長く使用できるようになるが、実際には、曲面の厚さが一定しないために、20μm程度の厚さの三重コーティング層100が形成され不良率が増加することから、生産性まで低下するという問題に繋がるため、このようにインク顔料を三重コーティング層100の上塗層上に塗布して不連続コーティング140を形成すると、40μm以上の厚さで三重コーティング層100とインク顔料がコーティング層を形成することになり、耐久性が向上して不良率が減少し、生産性が向上することになる。
In addition, the thickness of the
さらに、インク顔料に熱伝導性が高い金属粉末が含まれているため、器具に熱が提供されると、金属粉末、すなわち金又は銀の高い熱伝導性によって器具の表面を急速に加熱できる。 Furthermore, since the ink pigment contains a metal powder with high thermal conductivity, the surface of the appliance can be rapidly heated by the high thermal conductivity of the metal powder, i.e. gold or silver, when the appliance is provided with heat.
また、前記三重コーティング層100の上塗層130上に分散されて点状に塗布されるインク顔料は、PTFE分散液86.8重量%、水3.38重量%、芳香族炭化水素0.56重量%、トリエチルアミン0.17重量%、オレイン酸0.17重量%、界面活性剤0.12重量%、無機顔料分散液8.8重量%の組成を有する。
In addition, the ink pigment dispersed on the
前記のような組成と組成比率を有する下塗層のコーティング液、中塗層のコーティング液、上塗層のコーティング液及びインク顔料を利用して器具10の表面にコーティング層を組成する方法を次に説明する。
A method for forming a coating layer on the surface of the
先ず、第1段階として、コーティングの必要がある器具10の表面に微細な突起が無数に形成されるように、サンドブラスティング処理でその表面積を増加させる。
First, as a first step, the surface area is increased by sandblasting so that an infinite number of fine protrusions are formed on the surface of the
第2段階として、サンドブラスティング処理された器具10の表面をきれいに洗浄する。
As a second stage, the surface of the sandblasted
第3段階として、サンドブラスティング処理され、洗浄された器具10の表面に下塗層のコーティング液を10〜12μmの厚さで塗布して下塗層110を形成した後、200℃で15分間熱処理する。
As a third step, a coating solution of a primer layer is applied to the surface of the
第4段階として、器具10の表面に塗布された下塗層110上に中塗層のコーティング液を10〜12μmの厚さで塗布して中塗層120を形成する。
As a fourth step, the
第5段階として、前記中塗層120が濡れている状態で上塗層のコーティング液を8〜12μmの厚さで塗布して上塗層130を形成した後、300〜350℃で15分間熱処理することにより、三重コーティング層100を完成する。
As a fifth step, after the
そして、三重コーティング層100の乾燥した上塗層130の表面または中塗層120がコーティングされて、熱伝導金属粉末を含有したインク顔料が中塗層120に塗布された後、不規則な模様の凹凸からなる金属コーティング層140を組成してから、405〜415℃で20分間熱処理する。
Then, after the surface of the dried
ここで、熱伝導金属は熱処理された中塗層120又は上塗層130のコーティング後、インク顔料を塗布して形成された金属コーティング層140を熱処理して塗布される。
Here, the thermally conductive metal is applied by heat-treating the
また、熱処理される前の濡れている状態の上塗層上に熱伝導金属粉末を塗布した後、405〜415℃で20分間熱処理してコーティングできる。 Moreover, after apply | coating a heat conductive metal powder on the wet coating layer before heat processing, it can coat by heat-processing at 405-415 degreeC for 20 minutes.
特に、上塗層130上に塗布された熱伝導金属粉末の上部に透明な不連続コーティング層をさらに含み、熱伝導金属を保護できるようにする。
In particular, a transparent discontinuous coating layer may be further provided on the heat conductive metal powder applied on the
前記のコーティング層組成方法にかかる器具10では、三重コーティング層100の上塗層130上にインク顔料の金属コーティング層140を組成しているが、必ずしもこれに限定されるのではなく、場合によっては下塗層110と中塗層120のコーティング層を形成した後に、上塗層130を塗布せず前記中塗層120上に直に前記のような組成方法でインク顔料の不連続コーティング140を組成することもでき、又は中塗層120を除いて、下塗層110と上塗層130だけでコーティング層を組成した後に前記上塗層130上に前記のような組成方法でインク顔料の金属コーティング層140を組成することもできる。
In the
また、前記のコーティング層の組成方法では、中塗層120又は上塗層130が乾燥した状態で金属コーティング層140が形成するとされているが、これもまた、必ずしもこれに限定されるのではなく、場合によっては前記中塗層120又は上塗層130が濡れている状態で金属コーティング層140を形成することもできるが、このような方法を用いると、金属コーティング層140の大きさ、すなわち点模様の大きさが乾燥した状態で塗布したものより相対的に小さくなるため、前記金属コーティング層140の大きさの調節のために用いられる。
In the composition method of the coating layer, the
ところが、前記のような方法で表面がコーティングされる器具10は、図面でも例示的に図示したが、代表的には飲食物が主に表面に触れる台所器具10に用いることができ、それ以外にも表面をコーティングする必要がある全ての器具10に用いることができる。
However, the
また、前記のような方法でコーティング層を形成すると、下塗層110又は中塗層120、或いは上塗層130の表面に選択的に熱伝導性が高い金及び銀のいずれかを選択して金属コーティング層140を形成することにより、各コーティング層に伝達される熱の伝達率が上昇し、調理器具10の熱効率を向上させることにより、飲食物に迅速且つ均等に熱が通るようにする効果がある。
In addition, when the coating layer is formed by the method as described above, either gold or silver having high thermal conductivity is selectively selected on the surface of the
10 器具
100 三重コーティング層
110 下塗層
120 中塗層
130 上塗層
140 熱伝導金属コーティング層
DESCRIPTION OF
Claims (12)
前記三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、
中塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、
上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、
前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする熱伝導促進用金属が含まれている器具。 In a device in which an undercoat layer, an intermediate coat layer, and an overcoat layer are sequentially laminated on the surface to form a triple coating layer,
The coating solution of the undercoat layer in the triple coating layer has a composition of an NMP solution of polyamide, water, PTFE dispersion, carbon black dispersion, silica dispersion,
The coating solution of the intermediate coating layer has a composition of PTFE dispersion, water, aromatic hydrocarbon, triethylamine, oleic acid, surfactant, carbon black dispersion, mica,
The coating liquid of the topcoat layer has a composition of PTFE dispersion, water, aromatic hydrocarbon, triethylamine, oleic acid, surfactant, mica,
An ink pigment to which a metal powder having a high thermal conductivity is added to the surface of each coating layer is sprayed by a sprayer so that the metal powder is applied in an irregular point form on the surface of the coating layer, and then heat treated to A device comprising a metal for promoting heat conduction, wherein the coating layer and the metal coating layer of the ink pigment are formed with irregularities of irregular patterns on the surface.
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を組成する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 Increasing the surface area by sandblasting to the surface of the device in need of coating;
Cleaning the surface of the instrument;
Applying a coating solution of an undercoat layer to the surface of the device in a thickness of 10 to 12 μm to form an undercoat layer, and then heat-treating at 200 ° C. for 15 minutes;
Spraying an ink pigment containing thermally conductive metal powder onto the undercoat layer and then heat-treating at 405 to 415 ° C. for 20 minutes to form a metal coating layer comprising irregular irregularities;
A method for coating a device containing a metal for promoting heat conduction, comprising:
器具の表面を洗浄する段階と;
下塗層コーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 Increasing the surface area by sandblasting to the surface of the device in need of coating;
Cleaning the surface of the instrument;
Applying an undercoat layer coating solution at a thickness of 10 to 12 μm to the surface of the device to form an undercoat layer, and then heat-treating at 200 ° C. for 15 minutes;
An ink containing a heat conductive metal powder on the intermediate coating layer after the intermediate coating layer is applied to the intermediate coating layer in a thickness of 10 to 12 μm to form a wet intermediate coating layer. A step of heat-treating at 405 to 415 ° C. for 20 minutes after a pigment is jetted to form a metal coating layer composed of irregularly shaped irregularities;
A method for coating a device containing a metal for promoting heat conduction, comprising:
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで前記中塗層上に塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;
乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。 Increasing the surface area by sandblasting to the surface of the device in need of coating;
Cleaning the surface of the instrument;
Applying an undercoat layer coating solution to the surface of the device to a thickness of 10 to 12 μm to form an undercoat layer, followed by drying at 200 ° C. for 15 minutes;
After the intermediate coating layer coating solution is applied on the undercoat layer to a thickness of 10 to 12 μm to form a wet intermediate coating layer, the overcoat layer coating solution is applied to the intermediate coating layer in an amount of 8 to Coating the intermediate coating layer with a thickness of 12 μm to form a top coating layer and drying at 200 to 300 ° C. for 15 minutes;
Spraying an ink pigment containing a heat conductive metal powder onto the dried overcoat layer to form a metal coating layer having irregular patterns of irregularities, and then heat-treating at 405 to 415 ° C. for 20 minutes;
A method for coating a device containing a metal for promoting heat conduction, comprising:
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2008-0090537 | 2008-09-12 | ||
| KR20080090537 | 2008-09-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064487A true JP2010064487A (en) | 2010-03-25 |
| JP4795458B2 JP4795458B2 (en) | 2011-10-19 |
Family
ID=42017341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009209978A Expired - Fee Related JP4795458B2 (en) | 2008-09-12 | 2009-09-11 | Apparatus containing metal for promoting heat conduction and coating method thereof |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4795458B2 (en) |
| KR (1) | KR20100031440A (en) |
| CN (1) | CN101669771B (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076119A (en) * | 2008-09-24 | 2010-04-08 | Sumitomo Chemical Co Ltd | Multi-layered structure |
| CN103059720A (en) * | 2011-10-20 | 2013-04-24 | 无锡灵煌科技有限公司 | Preparation method of transparent thermal insulation self-cleaning coating |
| CN104073164A (en) * | 2013-03-29 | 2014-10-01 | 展辰涂料集团股份有限公司 | Elastic heat-insulated weather-resistant protection paint |
| JP2015077388A (en) * | 2013-10-16 | 2015-04-23 | 玲 金 | Stippled kitchen device and its manufacturing method |
| US20150359383A1 (en) * | 2014-06-16 | 2015-12-17 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| WO2020071453A1 (en) * | 2018-10-03 | 2020-04-09 | 京セラ株式会社 | Cooking utensil |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2969533B1 (en) * | 2010-12-23 | 2016-11-18 | Seb Sa | ARTICLE COMPRISING A THERMOSTABLE COATING WITH AT LEAST BICHROME DECORATION IN CONTINUOUS TONES AND METHOD OF MANUFACTURING SUCH ARTICLE. |
| KR101587593B1 (en) * | 2013-10-16 | 2016-01-22 | 김영 | Method for coating kitchen apparatus of pointillism |
| CN103587164B (en) * | 2013-11-13 | 2015-06-03 | 湖北三江航天江河化工科技有限公司 | Conductive coating |
| TWI629035B (en) * | 2017-05-08 | 2018-07-11 | 任詮有限公司 | Composite non-stick pan and manufacturing method thereof |
| CN108065789A (en) * | 2017-10-11 | 2018-05-25 | 浙江苏泊尔家电制造有限公司 | Cooking apparatus and its processing method on surface |
| CN112745737A (en) * | 2020-12-27 | 2021-05-04 | 贵州龙科生产力促进中心 | Efficient heat dissipation coating for electronic product shell |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1562623A (en) * | 2004-03-23 | 2005-01-12 | 孙建宁 | Flame-retardant antistatic high-strength and high-toughness polyvinyl chloride composite pipe and preparation method thereof |
| US20080107920A1 (en) * | 2006-01-06 | 2008-05-08 | Raymond Grant Rowe | Thermal barrier coated articles and methods of making the same |
| CN100496359C (en) * | 2006-01-27 | 2009-06-10 | 胡志明 | A cooking utensil having three-layered composite plate fitting for various stoves and its processing method |
| JP2008036377A (en) * | 2006-08-07 | 2008-02-21 | Wing Corporation:Kk | Frying pan |
-
2008
- 2008-09-24 KR KR1020080093733A patent/KR20100031440A/en active IP Right Grant
-
2009
- 2009-09-11 JP JP2009209978A patent/JP4795458B2/en not_active Expired - Fee Related
- 2009-09-14 CN CN2009101738375A patent/CN101669771B/en not_active Expired - Fee Related
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076119A (en) * | 2008-09-24 | 2010-04-08 | Sumitomo Chemical Co Ltd | Multi-layered structure |
| CN103059720A (en) * | 2011-10-20 | 2013-04-24 | 无锡灵煌科技有限公司 | Preparation method of transparent thermal insulation self-cleaning coating |
| CN104073164A (en) * | 2013-03-29 | 2014-10-01 | 展辰涂料集团股份有限公司 | Elastic heat-insulated weather-resistant protection paint |
| JP2015077388A (en) * | 2013-10-16 | 2015-04-23 | 玲 金 | Stippled kitchen device and its manufacturing method |
| US20150359383A1 (en) * | 2014-06-16 | 2015-12-17 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| JP2016002455A (en) * | 2014-06-16 | 2016-01-12 | 玲 金 | Kitchen tool coated in dot manner and production method of the same |
| US10244891B2 (en) * | 2014-06-16 | 2019-04-02 | Ryong KIM | Kitchen appliance coated by dot method and method of preparing the same |
| WO2020071453A1 (en) * | 2018-10-03 | 2020-04-09 | 京セラ株式会社 | Cooking utensil |
| CN112788970A (en) * | 2018-10-03 | 2021-05-11 | 京瓷株式会社 | Cooking utensil |
| JPWO2020071453A1 (en) * | 2018-10-03 | 2021-11-04 | 京セラ株式会社 | Cooking utensils |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4795458B2 (en) | 2011-10-19 |
| CN101669771A (en) | 2010-03-17 |
| KR20100031440A (en) | 2010-03-22 |
| CN101669771B (en) | 2012-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4795458B2 (en) | Apparatus containing metal for promoting heat conduction and coating method thereof | |
| JP6174740B2 (en) | Articles comprising a heat resistant coating with at least two color ornaments having a continuous tone and methods of making such articles | |
| JP2007014895A (en) | Implement having coating layer formed by applying ink pigment on one or three coating layer and method of forming the same coating layer | |
| JP6242364B2 (en) | KITCHEN APPARATUS COATED IN DOT METHOD AND MANUFACTURING METHOD | |
| US20150104576A1 (en) | Speckled kitchen utensil and manufacturing method thereof | |
| JP6807919B2 (en) | Cooking supplies with a fluorocarbon resin and a coating of rare earth oxides, and methods for manufacturing the above supplies. | |
| JP2006015115A (en) | Cookware | |
| JP4239978B2 (en) | rice cooker | |
| JP2014023925A (en) | Inner pot for electric rice cooker, and manufacturing method thereof | |
| KR101244761B1 (en) | durability reinforcement inner pot for cooker and coating method thereof | |
| KR102236947B1 (en) | Xtrema T composition for coating providing iron-like texture to aluminum-based cookware and method for coating using the same | |
| JP6168168B2 (en) | kitchenware | |
| JP3001749B2 (en) | Coating for high-temperature cooking appliance and method for producing the same | |
| CN100486717C (en) | Device for forming ink coating layer on single coating layer or three coating layers and its method | |
| KR100498761B1 (en) | A Utensils spreaded to ink paints in three coating class and formating method of coating class | |
| KR20060110175A (en) | Coating method for cooker using charcoal coating composition | |
| KR200327538Y1 (en) | A Utensils which coating class have silver | |
| JP4857736B2 (en) | rice cooker | |
| KR101185774B1 (en) | Method for coating kitchen container | |
| JPH0677544B2 (en) | Structure of film for high temperature cooking equipment and method of forming the same | |
| KR200326875Y1 (en) | A Utensils spreaded to ink paints in three coating class | |
| JP2008212523A (en) | Cookware member and cookware | |
| JP2023091715A (en) | Cooking device and manufacturing method for cooking device | |
| KR20050024914A (en) | A Utensils spreaded to ink paints on one coating class and method thereof | |
| KR101264145B1 (en) | Method for coating kitchen container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110628 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110727 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4795458 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140805 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |