JP2010055875A - 端子金具 - Google Patents
端子金具 Download PDFInfo
- Publication number
- JP2010055875A JP2010055875A JP2008218195A JP2008218195A JP2010055875A JP 2010055875 A JP2010055875 A JP 2010055875A JP 2008218195 A JP2008218195 A JP 2008218195A JP 2008218195 A JP2008218195 A JP 2008218195A JP 2010055875 A JP2010055875 A JP 2010055875A
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- electric wire
- crimping
- fixing
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 title abstract description 10
- 239000002184 metal Substances 0.000 title abstract description 10
- 239000004020 conductor Substances 0.000 claims abstract description 48
- 238000002788 crimping Methods 0.000 claims abstract description 44
- 230000000669 biting effect Effects 0.000 claims description 10
- 230000008878 coupling Effects 0.000 abstract 1
- 238000010168 coupling process Methods 0.000 abstract 1
- 238000005859 coupling reaction Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 229910001111 Fine metal Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images





Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
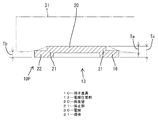
【解決手段】端子金具10は、電線30の導体31を圧着により接続するためのオープンバレル状の電線圧着部12を有する。電線圧着部12には、電線圧着部12の一部を導体30側へ変位させた形態の固着壁20と、固着壁20の端縁部と電線圧着部12とを段差状に連結する形態であって、電線圧着部12及び固着壁20よりも厚肉の係止部21とが形成されている。導体30を圧着するときの締付け力が大きくても、肉厚の大きい係止部21は変形し難いので、係止部21における導体31との係止代が減少することはない。
【選択図】図4
Description
本発明は上記のような事情に基づいて完成されたものであって、電線圧着部と電線の導体との固着力を向上させることを目的とする。
電線圧着部に導体を圧着した状態では、段差状の係止部が導体に引っ掛かることにより、導体と電線圧着部との固着力が向上する。また、導体を圧着するときの締付け力が大きくても、肉厚の大きい係止部は変形し難いので、係止部における導体との係止代が減少することはない。
食い込み部が導体の外周に食い込むように係止するので、固着力がさらに向上する。
以下、本発明を具体化した実施形態1を図1乃至図4を参照して説明する。本実施形態の端子金具10は、所定形状に打ち抜いた金属板材10Pに曲げ加工等を施すことによって形成された雌形のものであり、前端側部分は角筒状をなす端子接続部11となっている。端子接続部11は、雄形の相手端子の細長いタブ(図示せず)との接続手段として機能する周知形態のものである。
次に、本発明を具体化した実施形態2を図5及び図6を参照して説明する。本実施形態2の端子金具40は、その電線圧着部41のワイヤバレル部42に形成される固着壁43を上記実施形態1とは異なる構成としたものである。その他の構成については上記実施形態1と同じであるため、同じ構成については、同一符号を付し、構造、作用及び効果の説明は省略する。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施態様も本発明の技術的範囲に含まれる。
(1)上記実施形態では固着壁の形成領域を電線圧着部の外縁部よりも内側の範囲内としたが、本発明によれば、固着壁の形成領域が電線圧着部の外縁部に達してもよい。
(2)上記実施形態では電線圧着部に1つの固着壁を形成したが、本発明によれば、1つの電線圧着部に複数の固着壁を形成してもよい。
(3)上記実施形態では雌形の端子金具に適用した例について説明したが、本発明は雄形の端子金具にも適用することができる。
12…電線圧着部
20…固着壁
21…係止部
30…電線
31…導体
40…端子金具
42…電線圧着部
43…固着壁
44…係止部
45…食い込み部
Claims (2)
- 電線の導体を圧着により接続するためのオープンバレル状の電線圧着部を有する端子金具において、
前記電線圧着部には、
前記電線圧着部の一部を前記導体側へ変位させた形態の固着壁と、
前記固着壁の端縁部と前記電線圧着部とを段差状に連結する形態であって、前記電線圧着部及び前記固着壁よりも厚肉の係止部とが形成されていることを特徴とする端子金具。 - 前記固着壁には、前記導体側へリブ状に突出する食い込み部が形成されていることを特徴とする請求項1記載の端子金具。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218195A JP5077150B2 (ja) | 2008-08-27 | 2008-08-27 | 端子金具 |
| PCT/JP2009/061626 WO2010024033A1 (ja) | 2008-08-27 | 2009-06-25 | 端子金具及び端子金具の製造方法 |
| US13/059,073 US8342894B2 (en) | 2008-08-27 | 2009-06-25 | Terminal fitting |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218195A JP5077150B2 (ja) | 2008-08-27 | 2008-08-27 | 端子金具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010055875A true JP2010055875A (ja) | 2010-03-11 |
| JP5077150B2 JP5077150B2 (ja) | 2012-11-21 |
Family
ID=42071576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008218195A Expired - Fee Related JP5077150B2 (ja) | 2008-08-27 | 2008-08-27 | 端子金具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5077150B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010103012A (ja) * | 2008-10-24 | 2010-05-06 | Yazaki Corp | アルミ電線用圧着端子及びアルミ電線用圧着端子の製造方法 |
| WO2012023314A1 (ja) * | 2010-08-17 | 2012-02-23 | 住友電装株式会社 | 端子金具 |
| EP2560238A4 (en) * | 2010-04-13 | 2014-07-09 | Yazaki Corp | CRIMP CLAMP AND MANUFACTURING METHOD THEREFOR |
| WO2017195597A1 (ja) * | 2016-05-12 | 2017-11-16 | 株式会社オートネットワーク技術研究所 | 圧着端子、電線の接続構造、圧着端子の製造方法、および端子付き電線の製造方法 |
| JP2019021376A (ja) * | 2017-07-11 | 2019-02-07 | 矢崎総業株式会社 | 端子付き電線、端子圧着装置及び端子付き電線の製造方法 |
| JP2019175731A (ja) * | 2018-03-29 | 2019-10-10 | 矢崎総業株式会社 | 端子付き電線、端子付き電線の製造方法、および端子圧着装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5362474B2 (ja) | 2009-07-30 | 2013-12-11 | サトーホールディングス株式会社 | 印字用紙の供給軸装置、その供給方法および印字用紙用プリンター |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007043345A1 (ja) * | 2005-09-30 | 2007-04-19 | Autonetworks Technologies, Ltd. | 端子付き電線の製造方法及び端子付き電線並びに端子圧着装置 |
| JP2009252449A (ja) * | 2008-04-03 | 2009-10-29 | Autonetworks Technologies Ltd | 端子金具、ワイヤーハーネス及びワイヤーハーネスの製造方法 |
-
2008
- 2008-08-27 JP JP2008218195A patent/JP5077150B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007043345A1 (ja) * | 2005-09-30 | 2007-04-19 | Autonetworks Technologies, Ltd. | 端子付き電線の製造方法及び端子付き電線並びに端子圧着装置 |
| JP2009252449A (ja) * | 2008-04-03 | 2009-10-29 | Autonetworks Technologies Ltd | 端子金具、ワイヤーハーネス及びワイヤーハーネスの製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010103012A (ja) * | 2008-10-24 | 2010-05-06 | Yazaki Corp | アルミ電線用圧着端子及びアルミ電線用圧着端子の製造方法 |
| EP2560238A4 (en) * | 2010-04-13 | 2014-07-09 | Yazaki Corp | CRIMP CLAMP AND MANUFACTURING METHOD THEREFOR |
| US8851941B2 (en) | 2010-04-13 | 2014-10-07 | Yazaki Corporation | Crimping terminal and manufacturing of same |
| WO2012023314A1 (ja) * | 2010-08-17 | 2012-02-23 | 住友電装株式会社 | 端子金具 |
| JP2012043584A (ja) * | 2010-08-17 | 2012-03-01 | Sumitomo Wiring Syst Ltd | 端子金具 |
| WO2017195597A1 (ja) * | 2016-05-12 | 2017-11-16 | 株式会社オートネットワーク技術研究所 | 圧着端子、電線の接続構造、圧着端子の製造方法、および端子付き電線の製造方法 |
| JP2019021376A (ja) * | 2017-07-11 | 2019-02-07 | 矢崎総業株式会社 | 端子付き電線、端子圧着装置及び端子付き電線の製造方法 |
| JP2019175731A (ja) * | 2018-03-29 | 2019-10-10 | 矢崎総業株式会社 | 端子付き電線、端子付き電線の製造方法、および端子圧着装置 |
| JP7080557B2 (ja) | 2018-03-29 | 2022-06-06 | 矢崎総業株式会社 | 端子付き電線、端子付き電線の製造方法、および端子圧着装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5077150B2 (ja) | 2012-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5077150B2 (ja) | 端子金具 | |
| WO2010024033A1 (ja) | 端子金具及び端子金具の製造方法 | |
| JP5146187B2 (ja) | 端子金具及びワイヤーハーネス | |
| JP2010040404A (ja) | 端子金具及びワイヤーハーネス | |
| JP5601233B2 (ja) | 端子金具 | |
| CN104067446B (zh) | 端子接头 | |
| JP2010040455A (ja) | 端子金具及びワイヤーハーネス | |
| WO2012018050A1 (ja) | 圧着端子 | |
| JP5152337B2 (ja) | 端子金具及び端子金具付き電線 | |
| WO2012029352A1 (ja) | 電線付き端子金具 | |
| JP2010027464A (ja) | 端子金具及び端子金具付き電線 | |
| WO2014148381A1 (ja) | 端子金具及び端子付き電線の製造方法 | |
| JP2019029204A (ja) | 電線の圧着構造及びシールド導電路 | |
| JP6376030B2 (ja) | 端子および端子付き電線 | |
| JP2010040456A (ja) | 端子金具及びワイヤーハーネス | |
| JP5131134B2 (ja) | ゴム栓及び防水コネクタ | |
| JP2010061906A (ja) | 端子金具付き電線 | |
| JP2007220558A (ja) | 端子金具および位置決め治具 | |
| JP2010009789A (ja) | 端子金具及び端子付き電線 | |
| JP2010027505A (ja) | 端子金具および端子金具付き電線 | |
| JP2010080193A (ja) | 端子金具、端子金具付き電線、及び端子金具付き電線の製造方法 | |
| JP2010073442A (ja) | 端子金具および端子金具付き電線 | |
| WO2012121186A1 (ja) | コネクタ | |
| JP2010067370A (ja) | コネクタ | |
| JP2010073345A (ja) | 端子金具の接続構造、端子金具付き電線、および端子金具付き電線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120731 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120813 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150907 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |