JP2010053309A - 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 - Google Patents
紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 Download PDFInfo
- Publication number
- JP2010053309A JP2010053309A JP2008222368A JP2008222368A JP2010053309A JP 2010053309 A JP2010053309 A JP 2010053309A JP 2008222368 A JP2008222368 A JP 2008222368A JP 2008222368 A JP2008222368 A JP 2008222368A JP 2010053309 A JP2010053309 A JP 2010053309A
- Authority
- JP
- Japan
- Prior art keywords
- polymerization
- ultraviolet
- fluorescent lamp
- belt
- irradiation device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Polymerisation Methods In General (AREA)
Abstract
【解決手段】ベルト基材の上方に設置され、蛍光灯型紫外線発生器を備えたベルト重合機用の紫外線照射装置であって、該紫外線照射装置は、ベルト基材面における紫外線強度の平均値をA、紫外線強度の標準偏差をσとした場合、光量分布の程度を表す分布比率X(σ/A×100)が15%以下である紫外線照射装置である。
【選択図】 なし
Description
また光重合に関しては、水溶性または水膨潤性の重合体を製造する方法であって、水性混合物を形成する工程と、水性混合物を1000μWcm−2までの強度で紫外線照射に付すことによって重合を実施する工程と、その生成物を、1000μWm−2を超える紫外線照射に付す工程とを含む方法が開示されている(例えば、特許文献2参照)。更に、第一段の光照射で単量体の大半を重合せしめた後、第二段以降の後照射で、光強度を漸増しながら光照射重合を行う水溶性ビニル系重合体の製造方法(例えば、特許文献3参照)が開示されている。
本発明者は、上記課題を解決するためには、先ず、照射される紫外線を一定にかつ均一に特定するということ、すなわち、光ベルト重合の技術分野においてはこれまでの予測を超えて光の均一性が非常に重要であるという今までにはなかった着想を得て、それを実現するための手法を種々検討した。その結果、どのような紫外線発生器をどのように配列すれば、照射される紫外線の量がより均一になり、工業的にも安定に、連続して水溶性樹脂の光ベルト重合が行えるか等を見いだし、本発明を完成するに至ったのである。
また、従来の技術においては、光重合を行う紫外線発生器として水銀ランプを用いているものもあるが、水銀ランプは通常、図12で示すような形状をしているものであり、このようなランプの使用では、ベルト基材面における紫外線の均一性を向上させるには限界があることを見いだした。
更に、紫外線の照射強度に関して、上述した従来技術においては、重合開始時には比較的小さくし、重合後半には紫外線の照射強度を大きくすることで、不用意な若しくは急な重合反応や、重合熱による加熱を防止しているものであるが、この技術のみによっては上記課題を解消することはできないものであることをも見いだした。
本発明は、上記現状に鑑みてなされたものであり、品質が一定で残留単量体含量の少ない高品質の水溶性重合体を効率よく製造することができる紫外線照射装置、紫外線照射装置を備えたベルト重合機、及び、それを用いた水溶性重合体の製造方法を提供することを目的とするものである。
また光照射強度をより均一にすることについて鋭意検討した結果、例えば、紫外線発生器の配列や構成を工夫する(高密度に配列する、向きを工夫する、紫外線を反射するように構成する)ことや、一般的に多用されている水銀ランプではなく、棒状(直線状)の蛍光灯型紫外線発生器を特定の使用方法で用いることによって上記分布比率Xを15%以下とすることができることを見いだした。
更に、従来の技術の中には、蛍光ランプを用いて重合を行っているものもあるが調光できるものではなかったため、これを調光可能なものとすることによって、得られる重合体の均一性を保持した上で、容易に製造条件を変更することができ、利便性が向上し、ひいては生産性の向上も図ることができることも見いだし、本発明に到達したものである。
本発明はまた、上記紫外線照射装置を備えたベルト重合機でもある。
本発明は更に、上記ベルト重合機を用いて、重合性単量体を含む重合用溶液に紫外線を照射し、連続的に重合を行う工程を含む水溶性重合体の製造方法でもある。
以下に本発明を詳述する。
これによって、ベルト基材面に展開された重合用溶液が保護され、また、不活性ガスを重合機に導入することによって重合を進行しやすくすることが可能となる。
上記ベルト基材面における紫外線強度の平均値A及び標準偏差σは、ベルト基材面における複数の測定点で紫外線強度を測定して算出することになる。
上記紫外線強度の平均値Aは、製造される重合体の用途や、重合に用いる原料等によって適切な強度に調整すればよい。例えば、水溶性重合体を製造する場合には、0.1〜100W/m2とすることが好ましい。より好ましくは、0.5〜50W/m2であり、更に好ましくは、1〜20W/m2である。上記「ベルト基材面」とは、ベルト基材の上面(重合用溶液が展開される面)のことである。
本発明においては、蛍光灯型紫外線発生器からの紫外線があたる重合ゾーンの全体を実質的に測定して、分布比率Xが15%以下となるように設定すればよいが、ある特定の部分(領域)だけを測定すれば、分布比率Xが15%を超えるとしても、本発明の効果(例えば、重合ゾーンの中央部と端部との残留単量体量、不溶解分の値が小さくなること)が奏されることになれば、そのような部分的に分布比率Xが15%以下を外れる形態であってもよい。好ましい形態としては、重合ゾーンの全体を実質的に測定して分布比率Xが15%以下となる形態である。
装置名:UVメーター
製造会社:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔中心ポイント〕)
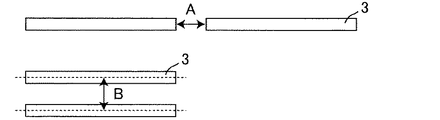
上記測定点(光量計が配置される点)は、ベルト基材の進行方向に100mm以上、400mm以下の等間隔とし、ベルト基材の幅方向に100mm以上、400mm以下の等間隔とすることが好ましい。より具体的には、後述する実施例のように、光量計がベルト基材の進行方向に180mmの等間隔で配置され、ベルト基材の幅方向に177mmの等間隔で配置される形態が挙げられる。
測定点の個数は、10〜50個/m2であることが好ましく、より好ましくは、20〜40個/m2であり、更に好ましくは、30〜35個/m2である。より具体的には、図1で示すように、測定点が、33個/m2で等間隔で配置される形態が挙げられる。
本明細書中で「蛍光灯型紫外線発生器の設置密度」とは、天井板を上方(ベルト基材面の法線方向)から見た場合に、天井板の面積に対して蛍光灯型紫外線発生器が設けられている面積で定義されるものである。
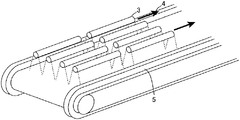
そこで、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向に沿って配列されたもの(例えば、図3参照。)とすることによって、製品幅に依存せず、端部であっても、中央部であっても充分に紫外線を照射することができる。また、図13(b)のようにベルト基材から紫外線発生器がはみ出すことなく配置されるため、電力消費を抑制し、重合用溶液に対して蛍光灯一本当たりの有効照射面積をより大きなものとすることができる。すなわち、より効率的かつ経済的に水溶性重合体を製造することが可能となる。
これによれば、重合前段部側において有効照射面積及び照射強度をより優れたものとすることができる。更に、当該進行方向に沿って配列すると蛍光灯型紫外線発生器が重合用溶液上からはみ出てしまう箇所においては、上記垂直方向に配列されることにより、重合用溶液の外部域(ベルト基材の終端部よりも先の領域)まで紫外線を照射することによる消費電力の無駄を実質的に防止することができる。
なお、重合前段部は、ベルト基材上の重合開始側の領域であり、重合後段部は、ベルト基材上の重合終端側の領域である。上記重合前段部と後段部とは繋がっていてもよいし、その間に別の光強度の紫外線が照射される領域があってもよい。すなわち、2段階以上で段階的に強度が調整されていてもよい。
一次重合ゾーンと二次重合ゾーンとを有するような場合には、それぞれの領域で上記分布比率Xを算出することとなる。
上述したように、単量体成分が充分に存在し、より精度が高い重合の制御が望ましい一次重合ゾーンで分布比率Xが15%以下であればよく、工程上特に問題がなければ、残存したモノマー量を減らす二次重合ゾーンでは、上記分布比率Xが15%を超える形態であってもよい。
上記のことから、一次重合ゾーンの全面積を100%とすれば、分布比率Xが15%以下である面積が80%以上となるようにすることが好ましい。より好ましくは85%以上、更に好ましくは、90%以上である。すなわち、一次重合ゾーンのうち、上記の割合以上の面積部分が二次重合ゾーンからの光の影響を実質的に受けず、したがって、一次重合ゾーンの大部分が均一な光の分布比率となるようにすることが好ましい。通常では、一次重合ゾーンだけを点灯したときに分布比率Xが15%以下となるようにすれば、一次重合ゾーンの距離が充分に長いので、二次重合ゾーンの影響を受けたとしても、上記面積は80%以上となる。なお、上記面積とはベルト基材面上の光が照射されている面積のことである。
また、本発明の好ましい形態である、一次重合ゾーンと二次重合ゾーンとを設ける場合、上述したように、通常では二次重合ゾーンの方が紫外線強度が高くなるように設定されることから、同様の蛍光灯型紫外線発生器を用いる場合、その配置間隔を狭くすることになる。したがって、分布比率Xとしては、一次重合ゾーンよりも二次重合ゾーンの方が低くなるが、本発明のより好ましい形態は、上記のように一次重合ゾーンを分布比率Xが15%以下になるように低く設定するところにある。
上記重合後段部における近紫外線の照射時間としては、残存する単量体を充分に低減できる照射時間であれば特に限定されないが、1〜30分であることが好ましい。より好ましくは、3〜20分であり、更に好ましくは、5〜15分である。
なお、本発明の効果が損なわれることがない限り、照射強度の異なる蛍光灯型紫外線発生器を用いたり、蛍光灯型紫外線発生器に反射笠を付けて照射強度を増したり、パンチングメタル等の減光板を設置する等して照射強度を減少させたりすることにより、照射強度を変更することも勿論可能である。
図4(a)〜(e)は、簡易型紫外線照射装置における好適な形態を示す模式図である。図4(a)は、簡易型紫外線照射装置本体を上方から観察した場合の平面模式図であり、(b)は紫外線照射装置本体の断面模式図である。図4(c)は、簡易型紫外線照射装置の上蓋を示す平面模式図であり、(d)は、該上蓋の断面模式図である。図4(e)は、簡易型紫外線照射装置本体の一部を示す断面模式図である。
上蓋10が天井板であり、装置本体7を構成する鉛直方向の板が側板である。上蓋10、装置本体7に使用されている天井板及び側板の部材はSUS304である。なお、上蓋の重量は、一枚11kgであり、これを4枚用いている。装置本体の重量は95kgである。図4中には、光量計(モデルUVA−365、カスタム社製)のセンサーを挿入するために開ける側面の小穴を記載していないが、例えば、簡易型紫外線照射装置中で紫外線の強度分布を測定する際には、側面に小穴を開けて使用することが好ましい。図4に示す簡易型紫外線照射装置は、重合熱に伴う水蒸気を遮断する目的で防護用ガラス(強化ガラス板)6を蛍光灯型紫外線発生器3の下方に設置したものである。
また、図5は、簡易型紫外線照射装置中の蛍光灯型紫外線発生器3の好ましい配置形態を示す上面図である。例えば、(A)と(H)の組み合わせを同一インバーターで光強度を制御し、同様に、(B)と(G)、(C)と(F)、(D)と(E)をそれぞれ同一インバーターで制御することができる。これにより光強度がより均一になるように調整することもできる。なお、上記蛍光灯型紫外線発生器3は、内蓋10に取り付けられたものであり、蛍光灯型紫外線発生器3が取り付けられた面が簡易型紫外線照射装置の内側となるように設置する。
図6は、簡易型紫外線照射装置の側面図である。光量計挿入穴(本明細書中、「UVセンサー挿入穴」ともいう)は、一方の側面で8箇所ずつ(両側面で16箇所)設けられている。
以上はすべて蛍光ランプの間隔が248mmの図面である。また、「簡易型紫外線照射装置」とは、光強度分布を測定するために制作されたもので、実験室でも使用できるような小型の紫外線照射装置を表し、後述する実施例3以降で用いているベルト重合機に設置されるようなものではない。
上記近紫外線発生器としては、蛍光灯型のブラックライト(本明細書中、蛍光灯状の蛍光ランプともいう)が好ましく、例えばFHF32BLB(調光可能な管長1.2mの蛍光ランプ、商品名、東芝ライテック社製)が挙げられる。上記FHF32BLBは、定格ランプ電力が45W/本であり、インバーターによる出力制御(調光)が可能である。
上記蛍光灯型のブラックライトの定格ランプ電力としては、10〜45W/本であるものが好ましい。
なお、本発明の効果が充分に発揮される限り、蛍光灯型紫外線発生器以外の紫外線発生器を更に用いてもよい。
上記紫外線照射装置は、側板及び天井板を備え、天井板及び側板の内面で紫外線を反射するように構成されていることが好ましい。このような形態は、蛍光灯型紫外線発生器から天井板の内面及び側板の内面に照射される光が乱反射されて重合用溶液側に照射されることになり、重合用溶液に対して照射される光強度をより充分なものとするとともに、更に均一性を高めることができるため好ましい形態である。なお、「天井板及び側板の内面」とは、天井板及び側板のベルト基材面側に向いている面のことを指す。例えば、図14では、天井板23及び側板24がベルト基材25を覆うように配置され、天井板の内面と側板の内面24aとによって紫外線が反射されるように構成されている。
このような場合、揮発性物質が、重合室から隣接して設置された蛍光灯型紫外線発生器設置室内に基本的に入り込まないものとすることができる。あわせて紫外線照射装置の外側から蛍光灯型紫外線発生器設置室内にも基本的に入り込まないものとすることができる。その結果、蛍光灯型紫外線発生器が揮発性物質に接触して漏電や腐食が生じることを防ぐことができる。
また原料の重合性単量体の種類によっては、アクリルアミド等の毒性の高い重合性単量体や、(メタ)アクリレート等の揮発性の高い重合性単量体もあるが、本発明の紫外線照射装置は、そういった重合性単量体を扱うときにも有効となる。
また、例えば当該防護用ガラスがより大きな一枚のガラスにより構成される場合は、取り扱いが困難なことや、大きなガラスの自重により割れなどが生じる可能性がある。更に、大きなガラスの場合、ひずみやゆがみや反りが生じる結果、ガラスと蛍光灯型紫外線発生器設置室との間にすき間ができ、結果的に重合室から揮発性物質が入り込んで蛍光灯型紫外線発生器に漏電や腐食が生じるおそれがある。
更に、上記防護用ガラスは、複数枚に分割されたガラスが桟の上に載っている形態が好ましい。上記桟は、ベルト基材の進行方向に対して垂直方向に紫外線照射装置中に架設されているものが好ましい(例えば、図7参照。)。このように、本発明の紫外線照射装置を備えたベルト重合機は、紫外線照射部(蛍光灯型紫外線発生器設置室)と重合室がガラスで仕切られた構造を備えたベルト重合機であることが好ましい。
また、蛍光灯型紫外線発生器設置室内が、ガスが流通する形態であってもよい。このような形態とすることにより、重合室から蛍光灯型紫外線発生器設置室内へ揮発性物質が入り込むことがないものとなる。また、重合室内で発生する熱により、蛍光灯型紫外線発生器設置室内の温度が上昇するのを抑制することができる。その結果、蛍光灯型紫外線発生器の出力を高レベルに維持することが可能となる。
本発明のベルト重合機は、通常、本発明の紫外線照射装置、及び、該紫外線照射装置の下部構造底面(重合室底面)を構成するように設置されたベルト基材を備え、水溶性重合体含水ゲルを連続的に製造することができるものである。水溶性重合体含水ゲルを連続的に製造するとは、人手が必要な工程を介することなく、該含水ゲルを製造し続けることをいう。
上記伝熱性基材は、熱伝導性を有し、基材の下側から冷却した場合に、基材上の単量体成分の重合を行うのに適した材料で作成されたものであればよく、中でも熱伝導度が6W/m・K以上のものが好ましい。このような熱伝導度の基材を用いることで、冷却水の温度が比較的高温でも充分に冷却することができる。熱伝導度としてより好ましくは、7W/m・K以上であり、更に好ましくは、8W/m・K以上である。
上記ベルト基材の具体例としては、樹脂製、スチール製、鉄製、銅製等が好適である。
より好ましくは、スチール製、鉄製、銅製等であり、更に好ましくは、スチール製である。上記スチール製ベルト基材の材質としては、SUS301、SUS304、SUS316、SUS316L等のSUS製や炭素鋼(CS)等、公知のものが使用できる。これらの中でも、SUS製の伝熱性基材が好ましい。より好ましくは、SUS301、SUS304、SUS316、SUS316Lであり、更に好ましくは、SUS301、SUS304である。
上記離型材は、光重合後の水溶性重合体を剥離しやすくする材料であればよく、例えばフッ素樹脂フィルム、フッ素樹脂含浸ガラスクロス、ガラスクロス粘着テープ、カプトン粘着テープ、フッ素樹脂フィルム、ポリフェニレンサルファイトフィルム、ポリエーテルフィルム、ポリエステルフィルム、アセテートクロス、シリコーンゴム、ポリプロピレンフィルム、ガラスクロス等を挙げることができる。
上記水溶液重合においては、例えば、窒素ガス等の不活性ガスをバブリングする等の方法により、水溶液(重合用溶液)中に溶解している溶存酸素を予め除去した状態で重合を行うことが好ましい。
上記モノマー液又は触媒水溶液の抜き出しは、例えばギヤーポンプを用いて単位時間当たりに一定量を抜き出すことが好ましい。例えば、単位時間当たりにモノマー液を抜き出す質量が単位時間当たりに触媒水溶液を抜き出す質量に対して、3〜500倍が好ましく、10〜200倍がより好ましい。上記重合用溶液の液比重(g/cm3)は、0.9〜1.5が好ましく、1.0〜1.3がより好ましく、1.05〜1.25が更に好ましい。
上記製造方法においては、一次ピーク温度の制御は、伝熱性基材の下面を水と接触させることによって行うことが好ましい。水と接触させることによって熱伝導性に優れた伝熱性基材の下面を冷却することにより重合用溶液を充分に冷却することができる。
上記伝熱性基材の下面を接触させる水の温度は、重合用溶液を冷却できる温度であれば特に限定されないが、10〜40℃であることが好ましい。
上記光重合開始剤としては、その作用効果を発揮するものであれば特に限定されないが、アゾ系開始剤が好ましい。中でも、2,2′−アゾビス−2−アミジノプロパン2塩酸塩等のアゾ系水溶性開始剤がより好ましい。
上記光重合開始剤としては、上記アゾ系水溶性開始剤以外にも、種々の光重合開始剤を用いることができる。また、このような光重合開始剤は単独で用いてもよく、2種以上を併用してもよく特に限定されるものではない。
重合後の処理工程としては、押出、乾燥、粉砕、分級の順に、これらの工程を含むことが好ましい。このような工程を経ることにより、種々の分野に好適に使用できる水溶性重合体が得られることとなる。
上記残存単量体濃度(残存モノマー濃度)は、例えば重合体がポリアクリル酸ナトリウムである場合、「食品添加物公定書」、第7版、p.436−437、又は、「飼料添加物の成分規格等収載書」、第10版、p.239−240に記載の純度試験の項に記載の以下の方法で測定されるものである。なお、アクリル酸(塩)系水溶性重合体を食品添加物用、又は、飼料添加物用として用いる場合は、下記方法によって残存モノマーの量を求めるとき、その量は1%以下でなければならない。
〔臭素付加法〕
本品(重合体)約1gを精密に量り、300mlのヨウ素瓶に入れ、水100mlを加え、時々振り混ぜながら約24時間放置して溶かす。この液に臭素酸カリウム・臭化カリウム試液10mlを正確に量って加え、更によく振り混ぜ、塩酸10mlを手早く加え、直ちに密栓して再びよく振り混ぜた後、ヨウ素瓶の上部にヨウ化カリウム試液約20mlを入れ、暗所で20分間放置する。次に栓を緩めてヨウ化カリウム試液を流し込み、直ちに密栓をしてよく振り混ぜた後、0.1mol/lチオ硫酸ナトリウム溶液で滴定する(指示薬デンプン試液2mL)。別に同様の方法で空試験を行い、次式により含量を求める。

b:本試験における0.1mol/1チオ硫酸ナトリウム溶液の消費量(ml)
上記不溶解分は、イオン交換水499gに水溶性重合体1.0gを添加し、50分間攪拌した後に25℃とし、500μmの網目のふるいを用いて濾過することにより、含水状態の不溶物を取り出し、下記計算式;
不溶解分(質量%)={不溶物の質量(g)/500(g)}×100
に基づいて算出される値である。なお、本明細書中、不溶解分は、水溶液中のアクリル酸(塩)系水溶性重合体を上記フィルタで濾過後、1分以内に測定される値とする。なお、濾過及び秤量は、25℃、湿度60%以上の条件で行う。
容量500mlのビーカーにメタノール20mlを入れた後、水溶性ポリ(メタ)アクリル酸塩を純分として1g添加する。マグネチックスターラーで攪拌しながら、イオン交換水500mlを添加した後、ジャーテスターを使用し100rpmで50分間攪拌溶解させる。その後、30℃に温度調整してB型粘度計(株式会社トキメック社製)を用いて30rpmの回転数で測定する。
実施例1及び2においては、DF−70161−PD(調光器、商品名、東芝ライテック社製)を紫外線照射装置に組み込み、調光器(インバーター)の制御電圧を測定した。
最大の光強度を示す電圧は0ボルトであった。また、最小の光強度を示す電圧は9ボルトであった。制御電圧が0ボルトのデータ(実施例1)と共に、制御電圧を4ボルトにして減光したデータ(実施例2)も合わせて測定した。
(紫外線照射装置)
上記実施例1〜2及び比較例1においては、図4〜6に示した紫外線照射装置において、紫外線照射装置内に設置した蛍光灯型紫外線発生器の配置を変化させて使用した。
装置の材質は、SUS304であり、蛍光ランプの長軸はベルトの進行方向を想定したものであった。
(光量測定点)
以下に示す実施例においては、図1に示す測定点2の位置を用いた。蛍光ランプの配置については、この測定点を基準にして示す。
図1は、実施例1に係る紫外線照射装置において、ランプの配置と測定点の配置を示す図である。
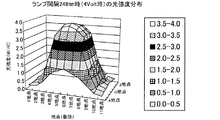
ランプ間隔248mm(調光器0ボルト)時の光強度分布
下記の条件で行った。
壁面数; (4壁面+1底面)
ランプ
・種類;ブラックライト FHF32BLB
・本数;4本(ランプ間隔248mm)
・ガラス;強化ガラス(タフライト、厚み4mm)
《ランプの位置》
第一ランプ1aの位置;3地点と4地点との間。
第二ランプ1bの位置;5地点。
第三ランプ1cの位置;6地点と7地点との間。
第四ランプ1dの位置;8地点。
《各ランプ(第一〜第四ランプ)の端の位置》
・a地点とb地点の間
・g地点とh地点の間
《各ランプ(第一〜第四ランプ)の制御電圧》
0ボルト(0ボルト時は光強度が最大)
参考;光強度が最小時の電圧は9Vであった。
表1〜3中で、数値は光強度(W/m2)を表す。
図1は、実施例1にかかる紫外線照射装置中に4本のランプ(蛍光灯型紫外線発生器)を設置したときの平面模式図である。実施例1では、図1のように4本のランプ(第一〜第四ランプ)を用いて測定を行っているため、この4本のランプの内側に配置された測定点を用いて紫外線強度の平均値と標準偏差とを求め、光量分布の程度を表す分布比率(標準偏差/平均値×100)を算出した。すなわち、実施例1においては、4地点〜8地点、b地点〜g地点における測定点を用いた。
上記測定範囲において、光強度分布の標準偏差は、0.60W/m2であり、光強度分布の各光強度の平均値は、4.6W/m2であった。この場合の、光量分布の程度を表す分布比率は、13.0%であった。なお、表1に測定結果を示すが、光強度分布の算出に用いた測定値は、表1中の太線で囲まれた部分である。
実施例2においては、調光器の電圧を変化させたこと以外は、実施例1と同様にして光強度分布の測定を行った。
ランプ間隔248mm(調光器4ボルト)時の光強度分布
下記の条件で行った。
壁面数;(4壁面+1底面)
ランプ
・種類;ブラックライト FHF32BLB
・本数;4本(ランプ間隔248mm)
・ガラス;強化ガラス(タフライト、厚み4mm)
《ランプの位置》
第一ランプの位置;3地点と4地点との間。
第二ランプの位置;5地点。
第三ランプの位置;6地点と7地点との間。
第四ランプの位置;8地点。
《各ランプ(第一〜第四ランプ)の端の位置》
・a地点とb地点の間
・g地点とh地点の間
《各ランプ(第一〜第四ランプ)の制御電圧》
4ボルト(0ボルト時は光強度が最大)
参考;光強度が最小時の電圧は直流9ボルトであった。
実施例2に関しても、実施例1と同様に、4地点〜8地点、b地点〜g地点における測定点を用いて光強度分布を算出した。
上記測定範囲において、光強度分布の標準偏差は、0.42W/m2であり、光強度分布の各光強度の平均値は、3.3W/m2であった。この場合の、光量分布の程度を表す分布比率は、12.7%であった。表2に測定結果を示すが、光強度分布の算出に用いた測定値は、表2中の太線で囲まれた部分である。
比較例1では、実施例1に対してランプの配置を変化させて光強度分布の測定を行った。
ランプ間隔497mm(調光器0ボルト)時の光強度分布は下記の条件で測定した。
壁面数;(4壁面+1底面)
ランプ
・種類;ブラックライト FHF32BLB
・本数;4本(ランプ間隔497mm)
・ガラス;強化ガラス(タフライト、厚み4mm)
《ランプの位置》
第一ランプの位置;1地点と2地点との間。
第二ランプの位置;5地点。
第三ランプの位置;7地点と8地点との間。
第四ランプの位置;10地点と11地点との間。
《各ランプ(第一〜第四ランプ)の端の位置》
・a地点とb地点の間
・g地点とh地点の間
《各ランプ(第一〜第四ランプ)の制御電圧》
0ボルト(0ボルト時は光強度が最大)
参考;光強度が最小時の電圧は直流9Vであった。
比較例1では、使用した4本のランプの内側に配置された測定点を用いて光量分布の程度を表す分布比率を算出した。すなわち、比較例1においては、2地点〜10地点、b地点〜g地点における測定点を用いて、光強度分布を算出した。
上記測定範囲において、光強度分布の標準偏差は、0.67W/m2であり、光強度分布の各光強度の平均値は、2.8W/m2であった。この場合の、光量分布の程度を表す分布比率は、23.9%であった。表3に測定結果を示すが、光強度分布の算出に用いた測定値は、表3中の太線で囲まれた部分である。
実施例2(ランプ間隔248mm〔調光器4ボルト〕時)は、調光器の電圧を4ボルトとすることにより減光したものであるが、実施例1と同様に、光強度分布が小さく、均等に減光されていることが分かった。この結果より、調光可能な蛍光灯型紫外線発生器を用いることによって、蛍光灯型紫外線発生器の配置の変更等、煩雑な作業を行うことなく、また、光量分布を広くすることなく、重合用溶液に照射される紫外線の強度を容易に変化させることを立証している。
実施例1及び2においては、簡易型の紫外線照射装置を用いているが、蛍光灯型紫外線発生器の間隔や、配列等を特定することにより充分に光強度分布を小さくすることができることが立証されている。光強度分布は同様の配置をとる限り変わるものではないため、実際に製品を量産するために用いる紫外線照射装置を備えたベルト重合機であっても同様に、蛍光灯型紫外線発生器の配列等を特定することにより、実施例1及び2と同様の効果が得られることは明らかなものであるといえる。
また、上記測定結果から、例えば、実施例1及び2における測定範囲に対応するように紫外線が照射される領域を設定することによって光強度分布を均一なものとすることができる。例えば、ポリアクリル酸ナトリウムの重合等を行う場合に、上記測定結果を考慮して光強度の微調整(重合用溶液に対する光量を充分なものとしながらその均一性を際立って優れたものとすること)することが高品質(高分子量)の製品を得るうえで極めて重要である。
図7に示したベルト重合機を用いて重合を行った。
該重合機は、重合に先立って以下の条件に調整されている。
気相部酸素濃度が8vol%となるように、重合室内は重合室のガス入り口14より連続的に窒素が導入されている。重合室内における一次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は3.0W/m2となるように調光されている。また、二次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は、13.0W/m2となるように調光されている。
ベルトスピードは39.5cm/minとなるように調整されている。該条件下、アクリル酸ナトリウム36%、グリセリン2.5%(対アクリル酸ナトリウム)、光重合開始剤としての2,2′−アゾビス−2−アミジノプロパン塩酸塩0.03g/モル(対アクリル酸ナトリウム)を含むpH10.0で溶存酸素が5ppmの重合液を図7の19で示した重合用溶液の供給口より、550kg/Hrの割合で供給した。約25分経過後、ベルト基材の終端部より厚みが約15mmの含水ゲルが連続的に製造された。両端に存在する端ゲル(エッジロープより中央部に向けて10cmまでのゲル)を一つにまとめ以下に示した手順に従って乾燥粉末を得た。また、端ゲルとは別に中央部に存在するゲルを端ゲルと同様に処理して乾燥粉末を得た。
一次重合ゾーン(低密度部)は、7本×6列=42本であり、蛍光灯型紫外線発生器3どうしの間隔は、221mmである。
二次重合ゾーン(高密度部)は、23本×2列であり、蛍光灯型紫外線発生器3どうしの間隔は、60mmである。
紫外線発生器(UV蛍光ランプ)の仕様は、メロウライン(品名、管長1.2m、定格ランプ電力45Wのブラックライト、型名「FHF32BLB」、東芝ライテック社製)である。また、図7に示されるベルト重合機では、ベルトの進行方法に沿って蛍光灯型紫外線発生器の長軸方向が配置されているため、製品幅(1330mm)の端部においても隙間が生じないように配置することができるため、ベルト基材の端部に対しても均一に紫外線を照射することができる。
強化ガラスの仕様は、タフライト(厚み4mmの強化ガラス、日本板硝子社製)である。
紫外線照射装置の天井板、側板の仕様は、SUS304板であり、図7で示される、本発明にかかる紫外線照射装置を備えたベルト重合機は、ガラス11が側面部から脱着できるような構造になっており、ガラス面の洗浄作業も容易に行える構造になっている。
紫外線発生器の光照射強度(近紫外線強度)は、ベルト基材面において測定される光照射強度であり、光照射強度は、下記の光量計で測定した。
装置:UVメーター
メーカー:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔355nm中心ポイント〕)
このときの、一次重合ゾーンにおける光強度分布の標準偏差は、0.27W/m2であり、光強度分布の各光強度の平均値は、3.0W/m2であった。従って、一次重合ゾーンにおける光量分布の程度を表す分布比率は9.0%であった。また、二次重合ゾーンにおける光強度分布の標準偏差は、0.27W/m2であり、光強度分布の各光強度の平均値は、13.0W/m2であった。従って、二次重合ゾーンにおける光量分布の程度を表す分布比率は2.1%であった。
なお、一次重合ゾーン及び二次重合ゾーンにおける光量分布を表す分布比率Xに関してであるが、二次重合ゾーンにおいては照射される光量をより高くするために紫外線発生器が密に設置されているので、その結果、分布比率が少なくなる。よって、一次重合ゾーンよりも2次重合ゾーンの方の光量分布を示す分布比率が下がることになる。
端ゲル(又は中央部ゲル)をミートチョッパー(平賀工作所製、No.32E型、ダイス径4.5mmΦ)で押出す。該押出しゲルを200℃で40分間乾燥する。風向はUPフローでありその線速は1.5m/Sである。このようにして乾燥された乾物を卓上粉砕機で粉砕した後、20メッシュパスとなるように分級して乾燥粉末を得た。
上記乾燥粉末の、溶液粘度、残存単量体、不溶解分を前記測定方法に従って測定し、結果を表4に示した。
実施例3と同様のベルト重合機を用いた。蛍光灯型紫外線発生器は、合計94本用いた。
一次重合ゾーン(低密度部)は、8本×6列=48本であり、蛍光灯型紫外線発生器どうしの間隔は、190mmである。
二次重合ゾーン(高密度部)は、23本×2列であり、蛍光灯型紫外線発生器どうしの間隔は、60mmである。一次重合ゾーンにおける光強度の平均値を3.0W/m2に調光した時の光強度分布の標準偏差は0.25W/m2であった。従って、一次重合ゾーンにおける光量分布の程度を表す分布比率は8.3%であった。また、二次重合ゾーンにおける光強度分布の標準偏差は、0.27W/m2であり、光強度分布の各光強度の平均値は、13.0W/m2であった。従って、二次重合ゾーンにおける光量分布の程度を表す分布比率は2.1%であった。
その他の条件については、実施例3と同様である。
実施例3と同様のベルト重合機を用いた。蛍光灯型紫外線発生器は、合計76本用いた。
一次重合ゾーン(低密度部)は、5本×6列=30本であり、蛍光灯型紫外線発生器どうしの間隔は、333mmである。
二次重合ゾーン(高密度部)は、23本×2列であり、蛍光灯型紫外線発生器どうしの間隔は、60mmである。一次重合ゾーンにおける光強度の平均値を3.0W/m2に調光した時の光強度分布の標準偏差は0.44W/m2であった。光強度分布の各光強度の平均値は、3.0W/m2であった。従って、一次重合ゾーンにおける光量分布の程度を表す分布比率は14.7%であった。また、二次重合ゾーンにおける光強度分布の標準偏差は、0.27W/m2であり、光強度分布の各光強度の平均値は、13.0W/m2であった。従って、二次重合ゾーンにおける光量分布の程度を表す分布比率は2.1%であった。
その他の条件については、実施例3と同様である。
なお、上記実施例3〜5において、一次重合ゾーンに関してはすべて、90%以上の面積領域(有効測定面積)にわたって分布比率が15%以下となっていた。
実施例3と同様のベルト重合機を用いた。蛍光灯型紫外線発生器は、合計70本用いた。
一次重合ゾーン(低密度部)は、4本×6列=24本であり、蛍光灯型紫外線発生器どうしの間隔は、443mmである。二次重合ゾーン(高密度部)は、23本×2列であり、蛍光灯型紫外線発生器どうしの間隔は、60mmである。一次重合ゾーンにおける光強度の平均値を3.0W/m2に調光した時の光強度分布の標準偏差は0.49W/m2であった。従って、一次重合ゾーンにおける光量分布の程度を表す分布比率は16.3%であった。また、二次重合ゾーンにおける光強度分布の標準偏差は、0.27W/m2であり、光強度分布の各光強度の平均値は、13.0W/m2であった。従って、二次重合ゾーンにおける光量分布の程度を表す分布比率は2.1%であった。
その他の条件については、実施例3と同様である。
実施例3と同様の紫外線照射装置を備えたベルト重合機を用いた。蛍光灯型紫外線発生器は、ブラックライト蛍光ランプであり、蛍光灯型紫外線発生器の長軸方向(長軸方向の長さ1230mm)がベルト基材の進行方向に対して垂直方向に設置されている。蛍光灯型紫外線発生器は、合計77本用いた。一次重合ゾーンは、7410mmで、二次重合ゾーンは、2470mmである。
一次重合ゾーン横置(低密度部)は、35本であり、212mm間隔で設置されている。
二次重合ゾーン横置(高密度部)は、42本であり、60mm間隔で設置されている。
紫外線発生器(UV蛍光ランプ)の仕様は、メロウライン(品名、管長1.2m、定格ランプ電力45Wのブラックライト、型名「FHF32BLB」、東芝ライテック社製)である。なお、比較例3における、蛍光ランプ間の距離の算出であるが、一次重合ゾーンと二次重合ゾーンの境界部に、二次重合ゾーンの1本目の蛍光ランプを設置するものとして蛍光ランプ間の間隔を算定したものである。例えば、当該境界部に、仮に一次重合ゾーン用の最後尾列のランプが設置されたものとする場合でも同様に、それぞれのゾーンに設置する蛍光ランプの本数から間隔を算定しランプ間隔とすればよい。
この場合、蛍光灯型紫外線発生器の長さが1230mmであり、重合性溶液をせきとめるためのエッジロープの間隔が1330mmであるため、蛍光灯型紫外線発生器とエッジロープとの間にそれぞれ50mmの間隔が生じている。一次重合ゾーンにおける光強度の平均値を3.0W/m2に調光した時の光強度分布の標準偏差は、0.93W/m2であった。従って、一次重合ゾーンにおける光量分布の程度を表す分布比率は31.0%であった。また、二次重合ゾーンにおける光強度分布の標準偏差は、0.76W/m2であり、光強度分布の各光強度の平均値は、14.4W/m2であった。従って、二次重合ゾーンにおける光量分布の程度を表す分布比率は5.3%であった。
強化ガラスの仕様は、タフライト(厚み4mmの強化ガラス、日本板硝子社製)である。
紫外線照射装置の天井板、側板の仕様は、SUS304板である。
表4に、実施例3〜5及び比較例2及び3の結果を示す。
実施例3と比較例3とを比較した場合、蛍光灯型紫外線発生器の配列が異なるため、比較例3では、紫外線照射強度の分布が大きくなり、端部で製造されたゲルと、中央部で製造されたゲルとで、残存単量体分や不溶解分の差異が大きくなる。本発明の紫外線照射装置(ベルト基材面における光量分布の程度を表す分布比率が15%以下のもの)を用いることによって、端部と中央部との均一性が高まり高品質のゲルが製造されていることがわかる。
例えば、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向に対して垂直方向に配列されている場合には、紫外線照射装置や重合を行うためのベルト基材の大きさによっては、ベルト基材上の製品幅の端部に紫外線発生器が設置されていない隙間が生じる。そのため、中央部と端部とで光照射強度に分布が生じ、その結果、重合体が不均質なものとなるおそれがある。重合後段は、未反応単量体量を低減させる工程であり、重合前段におけるほどの光量均一性は必要ないことになる。そこで後段は光強度が強い種々の形態とすることができる。上述した実施例及び比較例から、本発明の紫外線照射装置を備えたベルト重合機を用いて高品質の水溶性重合体を製造することができることが明らかである。
1b:第二ランプ
1c:第三ランプ
1d:第四ランプ
2:測定点
3:蛍光灯型紫外線発生器
4:ベルト基材の進行方向
5:ベルト基材上の縁
6:防護用ガラス
7:装置本体
8:取手
9:桟
10:上蓋
11:強化ガラス(タフライト4mm厚)
12:UVセンサー挿入穴
13、27:ベルト重合機
14a、14b:ガス入口
15a、15b:ガス出口
17:カーテン
18:重合用溶液
19:重合用溶液供給口
20:トレイ
21:トレイ取り出し口
22:のぞき窓
23:天井板
24:側板
24a:側板の内面
25:ベルト基材
26:エッジロープ
27:製品幅
28:端部
29:中央部
Claims (8)
- ベルト基材の上方に設置され、蛍光灯型紫外線発生器を備えたベルト重合機用の紫外線照射装置であって、
該紫外線照射装置は、ベルト基材面における紫外線強度の平均値をA、紫外線強度の標準偏差をσとした場合、光量分布の程度を表す分布比率X(σ/A×100)が15%以下であることを特徴とする紫外線照射装置。 - 前記蛍光灯型紫外線発生器は、長軸方向がベルト基材の進行方向に沿って配列されていることを特徴とする請求項1に記載の紫外線照射装置。
- 前記蛍光灯型紫外線発生器は、長軸どうしの間隔が25cm以下となるように備えられていることを特徴とする請求項1又は2に記載の紫外線照射装置。
- 前記紫外線照射装置は、蛍光灯型紫外線発生器の設置密度が低い重合前段部と、設置密度が高い重合後段部とを有することを特徴とする請求項1〜3のいずれかに記載の紫外線照射装置。
- 前記蛍光灯型紫外線発生器は、調光可能な蛍光灯型紫外線発生器であることを特徴とする請求項1〜4のいずれかに記載の紫外線照射装置。
- 前記蛍光灯型紫外線発生器は、近紫外線発生器であることを特徴とする請求項1〜5のいずれかに記載の紫外線照射装置。
- 請求項1〜6のいずれかに記載の紫外線照射装置を備えたことを特徴とするベルト重合機。
- 請求項7に記載のベルト重合機を用いて、重合性単量体を含む重合用溶液に紫外線を照射し、連続的に重合を行う工程を含むことを特徴とする水溶性重合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222368A JP5448395B2 (ja) | 2008-08-29 | 2008-08-29 | 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222368A JP5448395B2 (ja) | 2008-08-29 | 2008-08-29 | 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010053309A true JP2010053309A (ja) | 2010-03-11 |
| JP5448395B2 JP5448395B2 (ja) | 2014-03-19 |
Family
ID=42069548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008222368A Expired - Fee Related JP5448395B2 (ja) | 2008-08-29 | 2008-08-29 | 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5448395B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4916781B1 (ja) * | 1970-03-31 | 1974-04-24 | ||
| JP2004529993A (ja) * | 2001-02-20 | 2004-09-30 | チバ スペシャルティ ケミカルズ ウォーター トリートメント リミテッド | 重合法 |
| JP2008037966A (ja) * | 2006-08-03 | 2008-02-21 | Toagosei Co Ltd | ポリ(メタ)アクリル酸部分中和物及びその製造方法 |
| WO2008101988A1 (en) * | 2007-02-23 | 2008-08-28 | Basf Se | Production of superabsorbent polymers on a continuous belt reactor |
-
2008
- 2008-08-29 JP JP2008222368A patent/JP5448395B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4916781B1 (ja) * | 1970-03-31 | 1974-04-24 | ||
| JP2004529993A (ja) * | 2001-02-20 | 2004-09-30 | チバ スペシャルティ ケミカルズ ウォーター トリートメント リミテッド | 重合法 |
| JP2008037966A (ja) * | 2006-08-03 | 2008-02-21 | Toagosei Co Ltd | ポリ(メタ)アクリル酸部分中和物及びその製造方法 |
| WO2008101988A1 (en) * | 2007-02-23 | 2008-08-28 | Basf Se | Production of superabsorbent polymers on a continuous belt reactor |
| JP2010519371A (ja) * | 2007-02-23 | 2010-06-03 | ビーエーエスエフ ソシエタス・ヨーロピア | 連続ベルト式反応器上での超吸収性ポリマーの製造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5448395B2 (ja) | 2014-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI239340B (en) | Process for production of water-soluble (meth)acrylic polymers, water-soluble (meth)acrylic polymers, and use thereof | |
| DE60012108T2 (de) | Kontinuierliches Herstellungsverfahren von Wasser absorbierenden Polymeren | |
| JP4688535B2 (ja) | 吸水性樹脂の連続製造方法 | |
| CN104662047A (zh) | 制备聚合物的方法 | |
| JP5448395B2 (ja) | 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 | |
| JP5584962B2 (ja) | N−ビニルカルボン酸アミド系重合体の製造方法 | |
| DE19748153A1 (de) | Verfahren zur Herstellung kationischer Polyelektrolyte | |
| JP5216448B2 (ja) | 紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法 | |
| JP2008037966A (ja) | ポリ(メタ)アクリル酸部分中和物及びその製造方法 | |
| JP4916827B2 (ja) | 水溶性重合体含水ゲルの乾燥方法及び水溶性重合体 | |
| EP2915823B1 (en) | Method for producing vinyl amine unit-containing polymer solution | |
| JP2004010831A (ja) | (メタ)アクリル酸(塩)系重合体及びその用途 | |
| EP0209864B1 (en) | Process for producing water-soluble or water-swellable polymer | |
| JPS63309501A (ja) | 水溶性重合体の製造方法 | |
| JP3621545B2 (ja) | 水溶性重合体の製造法 | |
| JP4943214B2 (ja) | (メタ)アクリル酸(塩)系水溶性重合体の製造方法 | |
| JPH06322010A (ja) | 両性水溶性高分子化合物の製造方法 | |
| JP5588686B2 (ja) | 紫外線照射装置、ベルト重合機及び重合体の製造方法 | |
| JP6561466B2 (ja) | 粉末状n−ビニルカルボン酸アミド重合体組成物及びポリビニルアミン水溶液の製造方法 | |
| JP2010155901A (ja) | 含水ゲル状アクリル酸塩系水溶性重合体の製造方法 | |
| JP5299935B2 (ja) | ノニオン性又はアニオン性の水溶性アクリルアミド系重合体およびその製造方法 | |
| JP2007056222A (ja) | アクリル酸(塩)系水溶性重合体の製造方法 | |
| JP2009019181A (ja) | 低付着性(メタ)アクリル酸(塩)系水溶性重合体含水ゲルの製造方法 | |
| JPH1135612A (ja) | 水溶性重合体の製造方法 | |
| JP2004002562A (ja) | (メタ)アクリル酸系水溶性重合体含水ゲルの解砕方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110512 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131224 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |