JP2010052124A - タレット刃物台 - Google Patents
タレット刃物台 Download PDFInfo
- Publication number
- JP2010052124A JP2010052124A JP2008222435A JP2008222435A JP2010052124A JP 2010052124 A JP2010052124 A JP 2010052124A JP 2008222435 A JP2008222435 A JP 2008222435A JP 2008222435 A JP2008222435 A JP 2008222435A JP 2010052124 A JP2010052124 A JP 2010052124A
- Authority
- JP
- Japan
- Prior art keywords
- turret
- clutch member
- locking means
- coupling element
- clutch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q16/00—Equipment for precise positioning of tool or work into particular locations not otherwise provided for
- B23Q16/02—Indexing equipment
- B23Q16/08—Indexing equipment having means for clamping the relatively movable parts together in the indexed position
- B23Q16/10—Rotary indexing
- B23Q16/102—Rotary indexing with a continuous drive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/24—Tool holders for a plurality of cutting tools, e.g. turrets
- B23B29/32—Turrets adjustable by power drive, i.e. turret heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/24—Tool holders for a plurality of cutting tools, e.g. turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2220/00—Machine tool components
- B23Q2220/002—Tool turrets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5152—Plural diverse manufacturing apparatus including means for metal shaping or assembling with turret mechanism
- Y10T29/5154—Plural diverse manufacturing apparatus including means for metal shaping or assembling with turret mechanism tool turret
- Y10T29/5155—Rotary tool holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5152—Plural diverse manufacturing apparatus including means for metal shaping or assembling with turret mechanism
- Y10T29/5165—Plural diverse manufacturing apparatus including means for metal shaping or assembling with turret mechanism including rotating and/or locking means
- Y10T29/5167—Lock means for tool or work turrets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/14—Rotary member or shaft indexing, e.g., tool or work turret
- Y10T74/1476—Rotary member or shaft indexing, e.g., tool or work turret with means to axially shift shaft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/14—Rotary member or shaft indexing, e.g., tool or work turret
- Y10T74/1494—Locking means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2508—Lathe with tool turret
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2585—Tool rest
- Y10T82/2587—Turret type holder [e.g., multiple tools, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Mechanical Operated Clutches (AREA)
Abstract
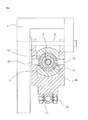
【解決手段】サーボモータの駆動により直動軸がタレット頭部側に移動すると、タレットに設けられた可動カップリング要素37が支持台に固定された固定カップリング要素36から離脱し始める。可動カップリング要素37がまだ固定カップリング要素36と係合状態を維持している間に、クラッチ部材24のクラッチ歯34がクラッチ歯33に係合する。従ってカップリング要素37がカップリング要素36と係合しなくなる状態になっても、タレットの自由回転はクラッチ歯33とクラッチ歯34との係合により防止される。
【選択図】図5
Description
2 自動旋削機械
3 回転主軸
8 支持台
9 工具
11 タレット
12 頭部
13 軸部
14 旋回軸
17、42 サーボモータ
28、29、33、34 クラッチ歯
36、37 カップリング要素
47 直動軸
49 レバー部材
Claims (4)
- 支持台に回転自在に支持されるタレットと、
該タレットを回転駆動するタレット駆動部と、
前記タレット側と支持台側とに設けられた係合要素が互いに係合している係合状態でタレットを所定の回転位置に位置決めし、両係合要素が互いに離脱している離脱状態でタレットの回転を許容する一対の係止手段と、
前記タレットの自由回転を規制するように前記タレット駆動部と係合し、駆動力を該タレット駆動部に伝動する伝動手段と、を有し、
前記係止手段の離脱状態で、前記伝動手段が駆動力を前記タレット駆動部に伝動するように前記伝動手段と前記係止手段とを連係させたタレット刃物台において、
前記係止手段の係合状態から離脱状態への切り換えが、前記伝動手段によるタレットの自由回転が規制された状態で行われるように、前記伝動手段と前記係止手段とを連係作動させたタレット刃物台。 - 前記伝動手段が、前記タレットの回転軸線方向に移動可能に構成され、タレット駆動部側に設けられた係合体と係脱自在に係合するクラッチ部材からなり、クラッチ部材を前記タレットの回転軸線方向に移動させるとともに、前記係止手段の係合要素が離脱する前に、クラッチ部材と係合体とが係合状態となるように、係合要素をクラッチ部材の移動速度より低速でクラッチ部材と連動させて移動させ、クラッチ部材と係合体との係合によってタレットの自由回転を規制して、係止手段を係合状態から離脱状態に切り換える移動機構を設けた請求項1に記載のタレット刃物台。
- 前記移動機構は、前記クラッチ部材を一体的に移動させる直動軸と、該直動軸に一端が連結され、他端が固定支点に揺動可能に連結され、両端の中間が係止手段側に連結されるレバー部材とを備えてなる請求項2に記載のタレット刃物台。
- 係止手段の離脱が完了するまで、クラッチ部材が係合状態での移動を継続するように、クラッチ部材の移動ストロークを設定した請求項2又は3に記載のタレット刃物台。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222435A JP5414221B2 (ja) | 2008-08-29 | 2008-08-29 | タレット刃物台 |
| KR1020117002194A KR101268571B1 (ko) | 2008-08-29 | 2009-08-06 | 터릿 공구대 |
| CN2009801328985A CN102131603B (zh) | 2008-08-29 | 2009-08-06 | 转塔刀架 |
| US13/060,654 US8893362B2 (en) | 2008-08-29 | 2009-08-06 | Turret tool holder |
| ES09809780.1T ES2455119T3 (es) | 2008-08-29 | 2009-08-06 | Soporte de herramienta de torreta |
| PCT/JP2009/064279 WO2010024127A1 (ja) | 2008-08-29 | 2009-08-06 | タレット刃物台 |
| EP09809780.1A EP2316598B1 (en) | 2008-08-29 | 2009-08-06 | Turret tool holder |
| TW098127587A TWI491458B (zh) | 2008-08-29 | 2009-08-17 | Turret knives |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222435A JP5414221B2 (ja) | 2008-08-29 | 2008-08-29 | タレット刃物台 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052124A true JP2010052124A (ja) | 2010-03-11 |
| JP5414221B2 JP5414221B2 (ja) | 2014-02-12 |
Family
ID=41721297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008222435A Expired - Fee Related JP5414221B2 (ja) | 2008-08-29 | 2008-08-29 | タレット刃物台 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8893362B2 (ja) |
| EP (1) | EP2316598B1 (ja) |
| JP (1) | JP5414221B2 (ja) |
| KR (1) | KR101268571B1 (ja) |
| CN (1) | CN102131603B (ja) |
| ES (1) | ES2455119T3 (ja) |
| TW (1) | TWI491458B (ja) |
| WO (1) | WO2010024127A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019044117A1 (ja) * | 2017-08-28 | 2019-03-07 | シチズン時計株式会社 | タレット刃物台 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5831349B2 (ja) * | 2012-04-24 | 2015-12-09 | スター精密株式会社 | 回転工具ユニットを取り付け可能な工作機械 |
| CN103480880A (zh) * | 2013-09-29 | 2014-01-01 | 上海三一精机有限公司 | 一种径向输出动力刀塔结构及机床 |
| EP3064297A1 (fr) * | 2015-03-03 | 2016-09-07 | Tornos SA | Equipement à accessoire amovible et ensemble pour tour d'usinage, et tour d'usinage à commande numérique |
| JP6425601B2 (ja) * | 2015-03-31 | 2018-11-21 | シチズン時計株式会社 | 工作機械の刃物台 |
| JP5851078B1 (ja) * | 2015-07-21 | 2016-02-03 | ヤマザキマザック株式会社 | タレット刃物台及びこれを備えた工作機械 |
| CN107866690A (zh) * | 2017-03-15 | 2018-04-03 | 常州市新墅机床数控设备有限公司 | 一种径向出刀的动力刀塔传动结构 |
| CN107745139A (zh) * | 2017-11-22 | 2018-03-02 | 东莞市卓新数控机械设备有限公司 | 一种车铣复合动力刀塔 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11254211A (ja) * | 1998-03-05 | 1999-09-21 | Citizen Watch Co Ltd | タレット刃物台装置 |
| WO2000010758A1 (fr) * | 1998-08-21 | 2000-03-02 | Citizen Watch Co., Ltd. | Support de revolver |
| JP2003071615A (ja) * | 2001-08-30 | 2003-03-12 | Mori Seiki Co Ltd | タレット刃物台 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0729259B2 (ja) * | 1990-05-22 | 1995-04-05 | 日立精機株式会社 | 工作機械の割出刃物台 |
| JPH05138410A (ja) * | 1991-11-08 | 1993-06-01 | Okuma Mach Works Ltd | タレツト刃物台 |
| JPH09174312A (ja) * | 1995-12-25 | 1997-07-08 | Okuma Mach Works Ltd | 刃物台 |
| EP0890412B1 (en) * | 1996-12-13 | 2003-05-02 | Citizen Watch Co. Ltd. | Indexing apparatus and method for controlling the indexing apparatus |
| US6016729A (en) * | 1996-12-13 | 2000-01-25 | Citizen Watch Co., Ltd. | Turret device |
| US6257109B1 (en) * | 1997-08-29 | 2001-07-10 | Citizen Watch Co., Ltd. | Automatic lathe and method of controlling same |
| US6257111B1 (en) * | 1998-04-07 | 2001-07-10 | Citizen Watch Co., Ltd. | Automatic lathe and control method therefor |
| US6785943B2 (en) * | 1998-09-04 | 2004-09-07 | Hardinge, Inc. | Indexing tool turret |
| CN100349677C (zh) * | 2004-04-19 | 2007-11-21 | 远东机械工业股份有限公司 | 双刀塔的刀塔座结构 |
| CN100377834C (zh) * | 2005-05-17 | 2008-04-02 | 远东机械工业股份有限公司 | 双刀盘动力刀塔座 |
| CN200951470Y (zh) * | 2006-09-06 | 2007-09-26 | 钜基科技股份有限公司 | 加工机的动力刀塔 |
-
2008
- 2008-08-29 JP JP2008222435A patent/JP5414221B2/ja not_active Expired - Fee Related
-
2009
- 2009-08-06 WO PCT/JP2009/064279 patent/WO2010024127A1/ja active Application Filing
- 2009-08-06 CN CN2009801328985A patent/CN102131603B/zh not_active Expired - Fee Related
- 2009-08-06 KR KR1020117002194A patent/KR101268571B1/ko active IP Right Grant
- 2009-08-06 EP EP09809780.1A patent/EP2316598B1/en not_active Not-in-force
- 2009-08-06 US US13/060,654 patent/US8893362B2/en not_active Expired - Fee Related
- 2009-08-06 ES ES09809780.1T patent/ES2455119T3/es active Active
- 2009-08-17 TW TW098127587A patent/TWI491458B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11254211A (ja) * | 1998-03-05 | 1999-09-21 | Citizen Watch Co Ltd | タレット刃物台装置 |
| WO2000010758A1 (fr) * | 1998-08-21 | 2000-03-02 | Citizen Watch Co., Ltd. | Support de revolver |
| JP2003071615A (ja) * | 2001-08-30 | 2003-03-12 | Mori Seiki Co Ltd | タレット刃物台 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019044117A1 (ja) * | 2017-08-28 | 2019-03-07 | シチズン時計株式会社 | タレット刃物台 |
| JP2019038086A (ja) * | 2017-08-28 | 2019-03-14 | シチズン時計株式会社 | タレット刃物台 |
| CN110944779A (zh) * | 2017-08-28 | 2020-03-31 | 西铁城时计株式会社 | 转塔刀架 |
| KR20200047520A (ko) * | 2017-08-28 | 2020-05-07 | 시티즌 도케이 가부시키가이샤 | 터렛 공구대 |
| CN110944779B (zh) * | 2017-08-28 | 2021-07-27 | 西铁城时计株式会社 | 转塔刀架 |
| TWI742293B (zh) * | 2017-08-28 | 2021-10-11 | 日商西鐵城時計股份有限公司 | 轉塔刀具台 |
| JP7026462B2 (ja) | 2017-08-28 | 2022-02-28 | シチズン時計株式会社 | タレット刃物台 |
| US11396052B2 (en) | 2017-08-28 | 2022-07-26 | Citizen Watch Co., Ltd. | Turret tool holder |
| KR102448902B1 (ko) | 2017-08-28 | 2022-09-30 | 시티즌 도케이 가부시키가이샤 | 터렛 공구대 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2316598A1 (en) | 2011-05-04 |
| JP5414221B2 (ja) | 2014-02-12 |
| EP2316598B1 (en) | 2014-03-19 |
| CN102131603A (zh) | 2011-07-20 |
| CN102131603B (zh) | 2013-02-27 |
| WO2010024127A1 (ja) | 2010-03-04 |
| EP2316598A4 (en) | 2013-04-17 |
| KR101268571B1 (ko) | 2013-05-28 |
| TW201016352A (en) | 2010-05-01 |
| US20110154963A1 (en) | 2011-06-30 |
| ES2455119T3 (es) | 2014-04-14 |
| KR20110025990A (ko) | 2011-03-14 |
| TWI491458B (zh) | 2015-07-11 |
| US8893362B2 (en) | 2014-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5414221B2 (ja) | タレット刃物台 | |
| US6704983B2 (en) | Turret type tool post | |
| JP2524189B2 (ja) | タレット回転工具刃物台 | |
| JP3253974B2 (ja) | タレット刃物台 | |
| JP4067134B2 (ja) | 自動旋盤及びその制御方法 | |
| JP3929159B2 (ja) | タレット刃物台装置 | |
| JP4096187B2 (ja) | 機械加工機 | |
| KR101682558B1 (ko) | 전기구동 터렛 시스템 및 그 작동방법 | |
| JP4233220B2 (ja) | タレット刃物台 | |
| JPWO2016035885A1 (ja) | 工作機械 | |
| CN110944779B (zh) | 转塔刀架 | |
| JP2007144578A (ja) | 工作機械用アタッチメント式ヘッドおよび工作機械 | |
| JP3907301B2 (ja) | タレット刃物台装置 | |
| WO2022149202A1 (ja) | タレット型刃物台 | |
| JPS59156601A (ja) | 多軸型旋盤 | |
| JP3929157B2 (ja) | タレット刃物台装置 | |
| WO2021012531A1 (zh) | 一种动力工具及其附件和动力工具的安装方法 | |
| JP2003181705A (ja) | 回転工具タレット及びこれを備えた2主軸対向旋盤 | |
| KR20090067245A (ko) | Cnc 선반용 제어 공구대 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110603 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5414221 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |