JP2010052006A - 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ - Google Patents
打ち抜き後のコイニング加工方法及びコイニング加工用パンチ Download PDFInfo
- Publication number
- JP2010052006A JP2010052006A JP2008219542A JP2008219542A JP2010052006A JP 2010052006 A JP2010052006 A JP 2010052006A JP 2008219542 A JP2008219542 A JP 2008219542A JP 2008219542 A JP2008219542 A JP 2008219542A JP 2010052006 A JP2010052006 A JP 2010052006A
- Authority
- JP
- Japan
- Prior art keywords
- coining
- punching
- punch
- taper
- coining punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】
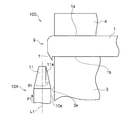
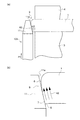
金属板1を打ち抜き加工した後に、先端に向かって狭まるテーパー部11を有するコイニングパンチ10Bを打ち抜き加工の出口側から入り口側へ前進させながら前記金属板1の打ち抜き面9を外方向へ拡大させるコイニング加工方法であって、前記打ち抜き面9と接触する前記テーパー部11の表面11aの動摩擦係数が0.3以上とされ、その進行方向P1に対する前記テーパー部11のテーパー角度θ1が1〜30度とされたコイニングパンチ10Bを用いることを特徴とする打ち抜き後のコイニング加工方法。前記コイニングパンチ10Bは、第1テーパー部11に続く後方に、その進行方向P1に対するテーパー角度θ2が40〜90度とされた第2テーパー部12を有することが望ましい。
【選択図】 図6
Description

1a 一面側
1b 他面側
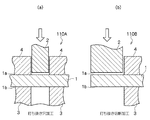
2 打ち抜きパンチ
3 ダイ
4 板押さえ
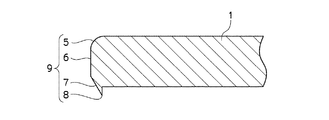
5 だれ
6 せん断面
7 破断面
8 ばり
9 打ち抜き面
9a 打ち抜き面の下端
10A (打ち抜き面後加工用)コイニングパンチ
10B (第2テーパー部を有する表面の摩擦係数が高い打ち抜き面後加工用)コイニングパンチ
10C (凸な曲面状の表面である打ち抜き面後加工用)コイニングパンチ
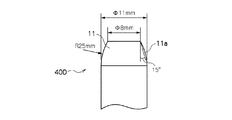
11 テーパー部(第1テーパー部)
11a (打ち抜き面後加工用コイニングパンチのテーパー部の)表面
12 第2テーパー部
12a 表面
20 (表面の摩擦係数が低い打ち抜き面後加工用)コイニングパンチ
21 テーパー部
21a (低摩擦係数である打ち抜き面後加工用コイニングパンチのテーパー部の)表面
30 実施例1〜4に使用した穴あき疲労試験片
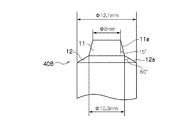
40A (実施例1に使用した)コイニングパンチ
40B 実施例2に使用したコイニングパンチ
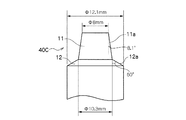
40C 実施例3に使用したコイニングパンチ
40D 実施例4に使用したコイニングパンチ
100 コイニング加工装置
110A 打ち抜き加工装置
110B 打ち抜き加工装置
L1 (コイニングパンチの)中心軸
A1 (表面の摩擦係数が低い打ち抜き面後加工用コイニングパンチを用いた場合の素材の)流動方向
A2 (表面の摩擦係数が高い打ち抜き面後加工用コイニングパンチを用いた場合の素材の)流動方向
P1 進行方向
θ1 (打ち抜き面後加工用コイニングパンチのテーパー部の)テーパー角度
θ2 (第2テーパー部の)テーパー角度
θ3 金属板の破断面の表面と鉛直線とがなす角度
Claims (9)
- 金属板を打ち抜き加工した後に、先端に向かって狭まるテーパー部を有するコイニングパンチを打ち抜き加工の出口側から入り口側へ前進させながら前記金属板の打ち抜き面を外方向へ拡大させるコイニング加工方法であって、前記打ち抜き面と接触する前記テーパー部の表面の動摩擦係数が0.3以上とされ、その進行方向に対する前記テーパー部のテーパー角度が1〜30度とされたコイニングパンチを用いることを特徴とする打ち抜き後のコイニング加工方法。
- その進行方向に対するテーパー角度が1〜30度とされた第1の前記テーパー部に続く後方に、その進行方向に対するテーパー角度が45〜90度とされた第2テーパー部を更に有する前記コイニングパンチを用いることを特徴とする請求項1記載の打ち抜き後のコイニング加工方法。
- その進行方向に対するテーパー角度が1〜30度とされた前記テーパー部のテーパー角度をθ1(度)、打ち抜き加工時のクリアランスをcl(mm)、金属板の板厚に対する打ち抜き面の破断面の割合をf、金属板の板厚をt(mm)とした場合に、
とされた前記コイニングパンチを用いることを特徴とする請求項1又は2記載の打ち抜き後のコイニング加工方法。 - その進行方向に対するテーパー角度が1〜30度とされた前記テーパー部及び/又は第2テーパー部が、凸な曲面状に形成された前記コイニングパンチを用いることを特徴とする請求項1〜3の何れか1項に記載の打ち抜き後のコイニング加工方法。
- 先端に向かって狭まる第1テーパー部を有し、該第1テーパー部は、その表面の動摩擦係数が0.3以上とされるとともに、その進行方向に対するテーパー角度が1〜30度とされてなり、更に、前記第1テーパー部に続く後方に、その進行方向に対するテーパー角度が40〜90度とされた第2テーパー部を有することを特徴とする打ち抜き後のコイニング加工用パンチ。
- 先端から1〜8mmの位置において、前記第2テーパー部を有することを特徴とする請求項1記載の打ち抜き後のコインニング加工用パンチ。
- 前記第1テーパー部は、その表面がローレット加工、又は切削加工による凹凸が形成されてなることを特徴とする請求項5又は6記載の打ち抜き後のコイニング加工用パンチ。
- 前記第1テーパー部は、その表面のビッカース硬さが100〜300であることを特徴とする請求項5〜7の何れか1項に記載の打ち抜き後のコイニング加工用パンチ。
- 前記第1テーパー部及び/又は第2テーパー部は、その表面が凸な曲面状に形成されてなることを特徴とする請求項5〜8の何れか1項に記載の打ち抜き後のコイニング加工用パンチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219542A JP4943393B2 (ja) | 2008-08-28 | 2008-08-28 | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219542A JP4943393B2 (ja) | 2008-08-28 | 2008-08-28 | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052006A true JP2010052006A (ja) | 2010-03-11 |
| JP4943393B2 JP4943393B2 (ja) | 2012-05-30 |
Family
ID=42068486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219542A Active JP4943393B2 (ja) | 2008-08-28 | 2008-08-28 | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4943393B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013044095A1 (en) * | 2011-09-23 | 2013-03-28 | Rexam Beverage Can Company | Stay-on tab for a beverage container |
| JP2018007518A (ja) * | 2016-07-08 | 2018-01-11 | トヨタ自動車株式会社 | ロータコアの製造用金型 |
| JP2019048303A (ja) * | 2017-09-07 | 2019-03-28 | 日本電産株式会社 | 面取り装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5930432A (ja) * | 1982-08-10 | 1984-02-18 | Toshiba Corp | バリ成形装置 |
| JPS6286922A (ja) * | 1985-10-02 | 1987-04-21 | ドイチエ・トムソン−ブラント・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | ブロツク毎に伝送される信号の補正法 |
| JPH01172425A (ja) * | 1987-12-28 | 1989-07-07 | Teijin Ltd | 改質ポリエステルの製造法 |
| JPH0760379A (ja) * | 1993-08-25 | 1995-03-07 | Fuji Electric Co Ltd | 板材の穴抜き装置および穴縁部面取り装置 |
| JPH09141354A (ja) * | 1995-11-20 | 1997-06-03 | Aisin Seiki Co Ltd | 中空シャフトの高歯たけスプライン製造方法および高歯たけスプラインを備えた中空シャフト |
| JPH09314246A (ja) * | 1996-05-31 | 1997-12-09 | Furukawa Electric Co Ltd:The | プレス金型 |
| JPH11333530A (ja) * | 1998-05-22 | 1999-12-07 | Nkk Corp | 金属板の打抜き方法および打抜き用工具 |
| JP2000326018A (ja) * | 1999-05-24 | 2000-11-28 | Yuwa Seisakusho:Kk | バーリング加工用パンチ |
-
2008
- 2008-08-28 JP JP2008219542A patent/JP4943393B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5930432A (ja) * | 1982-08-10 | 1984-02-18 | Toshiba Corp | バリ成形装置 |
| JPS6286922A (ja) * | 1985-10-02 | 1987-04-21 | ドイチエ・トムソン−ブラント・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | ブロツク毎に伝送される信号の補正法 |
| JPH01172425A (ja) * | 1987-12-28 | 1989-07-07 | Teijin Ltd | 改質ポリエステルの製造法 |
| JPH0760379A (ja) * | 1993-08-25 | 1995-03-07 | Fuji Electric Co Ltd | 板材の穴抜き装置および穴縁部面取り装置 |
| JPH09141354A (ja) * | 1995-11-20 | 1997-06-03 | Aisin Seiki Co Ltd | 中空シャフトの高歯たけスプライン製造方法および高歯たけスプラインを備えた中空シャフト |
| JPH09314246A (ja) * | 1996-05-31 | 1997-12-09 | Furukawa Electric Co Ltd:The | プレス金型 |
| JPH11333530A (ja) * | 1998-05-22 | 1999-12-07 | Nkk Corp | 金属板の打抜き方法および打抜き用工具 |
| JP2000326018A (ja) * | 1999-05-24 | 2000-11-28 | Yuwa Seisakusho:Kk | バーリング加工用パンチ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013044095A1 (en) * | 2011-09-23 | 2013-03-28 | Rexam Beverage Can Company | Stay-on tab for a beverage container |
| JP2018007518A (ja) * | 2016-07-08 | 2018-01-11 | トヨタ自動車株式会社 | ロータコアの製造用金型 |
| JP2019048303A (ja) * | 2017-09-07 | 2019-03-28 | 日本電産株式会社 | 面取り装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4943393B2 (ja) | 2012-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6562070B2 (ja) | せん断加工方法 | |
| JP5217460B2 (ja) | 段付きパンチによる打ち抜き方法 | |
| JP2010036195A (ja) | 凹部を有するパンチによる打ち抜き加工方法 | |
| JP2014231094A (ja) | せん断加工方法 | |
| JP2009241091A (ja) | 逆テーパーパンチと面取りダイによる金属板の打ち抜き加工装置及び方法 | |
| JP4943393B2 (ja) | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ | |
| JP5042936B2 (ja) | シャー角付き打ち抜きせん断装置 | |
| JP4937959B2 (ja) | 打ち抜き加工方法及び装置 | |
| JP6288380B2 (ja) | 剪断加工方法 | |
| JP2006224121A (ja) | 鋼板打ち抜き用工具及びそれを用いた打ち抜き方法 | |
| JP2008137073A (ja) | 金属材料の打ち抜き方法 | |
| JP6888472B2 (ja) | 剪断加工方法 | |
| JP5747448B2 (ja) | 疲労特性及び耐水素割れ特性が向上する打ち抜き穴加工用パンチおよび打ち抜き穴加工方法 | |
| JP4510572B2 (ja) | 疲労特性に優れた打ち抜き端面を有する自動車用部品の製造方法 | |
| JP4846517B2 (ja) | 逆押さえをダイ上面より下げたせん断加工方法及び装置 | |
| JP2007326133A (ja) | 金属板の穴あけ用装置 | |
| JP2020104143A (ja) | 打ち抜き被加工材の打ち抜き加工方法および打ち抜き被加工材の打ち抜き加工型 | |
| JP2009012018A (ja) | 金属材料の圧印付与打ち抜き切断方法 | |
| JP2007307616A (ja) | 金属板の剪断方法及び剪断工具及び剪断により得られた金属板加工品 | |
| JP2011088152A (ja) | せん断加工条件の設定方法 | |
| JP2019500972A (ja) | 亀裂なしに金属ブランクを折り曲げる方法 | |
| JP5042935B2 (ja) | シャー角付き打ち抜き装置 | |
| JP2014111283A (ja) | 被加工材の穴抜き方法 | |
| JP2020104142A (ja) | 打ち抜き被加工材の打ち抜き加工方法および打ち抜き被加工材の打ち抜き加工型 | |
| JP2012179608A (ja) | 被加工材、鋼材の穴抜き方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120229 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4943393 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |