JP2009012018A - 金属材料の圧印付与打ち抜き切断方法 - Google Patents
金属材料の圧印付与打ち抜き切断方法 Download PDFInfo
- Publication number
- JP2009012018A JP2009012018A JP2007174591A JP2007174591A JP2009012018A JP 2009012018 A JP2009012018 A JP 2009012018A JP 2007174591 A JP2007174591 A JP 2007174591A JP 2007174591 A JP2007174591 A JP 2007174591A JP 2009012018 A JP2009012018 A JP 2009012018A
- Authority
- JP
- Japan
- Prior art keywords
- punching
- indentation
- cutting
- punched
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





















Landscapes
- Punching Or Piercing (AREA)
Abstract
【課題】切断端面の疲労強度と伸びフランジ性に優れた打ち抜き切断方法を提供する。
【解決手段】
被加工材1の表面又は表裏面に塑性変形を与えて圧痕13を形成した後、前記圧痕13の外側を打ち抜き切断用パンチ2により打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き切断方法。また、前記切断後のフランジアップ成形の際に、伸びフランジ部となる部分の周辺の一部又は全部のみに圧痕13を形成した後に打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き方法。
【選択図】 図3
【解決手段】
被加工材1の表面又は表裏面に塑性変形を与えて圧痕13を形成した後、前記圧痕13の外側を打ち抜き切断用パンチ2により打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き切断方法。また、前記切断後のフランジアップ成形の際に、伸びフランジ部となる部分の周辺の一部又は全部のみに圧痕13を形成した後に打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き方法。
【選択図】 図3
Description
本発明は、自動車、家電製品、建築構造物、船舶、橋梁、建設機械、各種プラント、ペンストック等で用いられる鉄、アルミニウム、チタン、マグネシウムおよびこれら合金等の被加工材の打ち抜き切断方法に関するものであり、特に打ち抜き切断加工によって生じる打ち抜き切断加工端面の疲労特性、伸びフランジ性向上に関するものである。
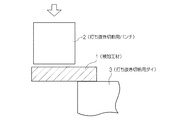
自動車、家電製品、建築構造物等の被加工材1には、図1に示すように打ち抜き切断用パンチ2と打ち抜き切断用ダイ3によって開断面に切断する打ち抜き切断加工が施されることが多い。図2に示すように、打ち抜き切断加工後の被加工材1の打ち抜き切断面8は、被加工材1が打ち抜き切断用パンチ2により全体的に押し込まれて形成されるダレ4、打ち抜き切断用パンチ2と打ち抜き切断用ダイ3のクリアランス内(以下特に記載がなく“クリアランス”と表記した場合は、打ち抜き切断用パンチと打ち抜き切断用ダイのクリアランスを指すこととする)に被加工材1が引き込まれ局所的に引き伸ばされて形成されるせん断面5、打ち抜き切断用パンチ2と打ち抜き切断用ダイ3のクリアランス内に引き込まれた被加工材1が破断して形成される破断面6、および被加工材1の裏面9bに生じるバリ7によって構成される。
上述のようにして構成される打ち抜き切断加工は、被加工材1の加工方法としては低コストであるという利点があるが、レーザー加工や機械加工の場合と比べて切断面8の疲労強度や伸びフランジ性が劣るという問題点がある。
このため、打ち抜き切断加工時における打ち抜き切断面8の疲労強度や伸びフランジ性の向上を目的として種々の技術が提案されている。以下においては、まず疲労強度向上を狙った従来技術として、打ち抜き切断面8のバリ7や打ち抜き切断面8に生じる割れを低減させる方法、打ち抜き切断面8の性状を向上させる方法、打ち抜き切断面8の残留応力を制御する方法等について述べる。
まず疲労破壊の起点となる打ち抜き切断面8のバリ7や割れを低減させる発明として、特許文献1では、打ち抜きパンチの先端部にパンチ径の5〜20%の部分を、面取りを施した打ち抜き型を用いて打ち抜き加工をする際に、打ち抜き時のクリアランスを、3〜15mmの板厚に対して6〜15%にする方法が開示されている。また、このような発明として特許文献2には、打ち抜き部分を予め裏面から表面方向へ板厚の途中までパンチプレスした後、表面から裏面方向へ同一位置及び同一形状でパンチプレスを行い、残りの部分を打ち抜くことによりバリ発生を抑制する方法が開示されている。またさらにこのような発明として、例えば特許文献3には、バリにパンチを押し当てて潰す、いわゆるコイニング加工と呼ばれる方法が提案されている。この特許文献3に記載のコイニング加工では、引張強さ490N/mm2以上の板材せん断加工ばり部に、コイニング直下の硬さ上昇量がビッカース硬さ(Hv)50以上で、かつ加工量が局部体積比3〜30%のコイニング加工を施す方法が開示されている。
また打ち抜き切断面の性状を向上させる方法として、非特許文献1では、打ち抜きクリアランスを1%以下に小さくして三角形状もしくは台形状の板押さえをする、いわゆるファインブランキングの技術が開示されている。さらに非特許文献2では、パンチまたはダイスの刃に丸みを持たせて、クリアランスを0または負にして打ち抜かれた穴の側面を削りとる、いわゆる仕上げ抜き方法が開示されている。またさらに特許文献4には、表面を含む打ち抜き部および周辺を強化する方法として、予め摩擦攪拌現象を利用して、打ち抜き部に対して組織制御して強度を向上させる方法が開示されている。また特許文献5には、穴の周辺をレーザー照射により環状の焼入れ部を形成させることにより、硬度を増大させるとともに圧縮残留応力を生起させる強化方法が開示されている。更に特許文献6には、孔周辺を冷間圧延する方法が開示されている。
また打ち抜き切断面に圧縮残留応力を発生させる方法について、特許文献7には、切り刃(パンチ)の形状に関する発明として、打ち抜き孔の内径よりも小さい直径の先端部と、打ち抜き孔の内径とほぼ同じ直径を有する孔拡部を有するピアスパンチ、およびこのピアスパンチを用いた孔明方法が開示されている。また特許文献8には、先端部に打ち抜き方向と平行な側面を有する切り刃と、切り刃の上部に形成された上方に向けて拡径するテーパー部を有するパンチ、およびこのパンチを用いた打ち抜き方法が開示されている。
また打ち抜き後の加工処理に関する発明として、特許文献9には、打ち抜き部表面でボルトの頭部の外周に位置する部分をパンチで加圧して、円周溝を形成すると同時に圧縮残留応力を付与するボルトの継手構造が開示されている。また、このような発明として特許文献10には、打ち抜き切断面を最終穴径よりも小さく打ち抜いた後、自動車ホイール用飾り穴の外周となる打ち抜き切断面をパンチとダイでしごくことにより当該打ち抜き切断面に発生した破断面のマイクロクラックを押しつぶし、更に圧縮残留応力を負荷して平滑強化し、厚肉部を形成する方法が開示されている。さらにこのような発明として特許文献11には、加工部に発生する引張残留応力を加工部から遠ざけるように打ち抜き部の表面に超音波衝撃処理を施す方法が開示されている。
また打ち抜き前の加工処理に関する発明として、特許文献12には、加工板の表面又は表裏面に圧縮残留応力を付与するためにインデンタでプレスして所定深さの溝を形成した後、ドリルで穴をあけてリベット穴を形成する方法が開示されている。
続いて、伸びフランジ性の向上を狙った従来技術について述べる。
伸びフランジ性の向上を狙った打ち抜き切断方法としては、特許文献13に、パンチ先端に突出部を設け、打ち抜き初期に引張力が被加工材へ加わるようにした打ち抜き方法と、被加工材をクランパによりクランプした後にクランパを被加工材長手方向へ移動させ、被加工材へ引張力を与えた後に切断する方法が記載されている。
また、特許文献14においては、0.001〜0.20の引張歪(真歪)に相当する引張応力を付与した上でせん断を行うことを特徴とする鋼板打ち抜き方法が提案されている。さらに、シェービング加工も有効であり、例えば、特許文献15においては1つのパンチでピアスとシェービングを同時に行う方法・装置が記載されている。
また、伸びフランジ性、疲労強度の向上を狙ったものではないが、これら以外にも、例えば特許文献16においては、打ち抜き刃を有するパンチの内周部で、パンチ底面に設けられた可動の押し圧ピンと、凹部が設けられた板逆押さえ(カウンターパンチ)を用い、かつ、加工時に板逆押さえにより被加工材が押し上げられることによって被加工材に引張力を与え、押し圧ピンにより編肉の少ない高精度な凸凹部を有する被加工材を成形することのできる打ち抜き加工方法が記載されている。
特開平8−57557号公報
特開平11−221628号公報
特開平6−57325号公報
特開2004−149893号公報
特開平10−251743号公報
特開昭64−1602号公報
特開平10−263720号公報
特開平11−333530号公報
特開昭55−155846号公報
特開2002−120026号公報
特開2004−115856号公報
WO02−092255 A1
特開2006−231425号公報
特開2006−224123号公報
特開平6−39450号公報
特開2000−280034号公報
塑性と加工、Vol.9、No.92(1968-9)、618頁〜626頁
プレス加工便覧、152頁〜156頁、日本塑性加工学会編、丸善株式会社
以上の特許文献1〜11、非特許文献1〜2の開示技術は、何れも打ち抜き切断加工の前に、被加工材の打ち抜き切断面の外周よりも大きな領域に対して塑性変形を予め与える方法ではないため、打ち抜き切断加工後に他の加工を施さない打ち抜きままの打ち抜き切断面には、圧縮残留応力のみならず引張残留応力も存在することになる。このため、打ち抜き切断加工後に他の加工を施さない打ち抜きままの状態では、この引張残留応力により疲労強度の向上が望めないという問題がある。
さらに特許文献12の開示技術は、穴を加工する部分にインデンタにより塑性変形を与える方法が開示されているが、穴加工方法はドリルによる加工の記載しか無く、またリベットやボルト等のファスナーを挿入する目的の穴加工であるので、加工後の打ち抜き切断面が開断面となる打ち抜き切断加工に適用することはできない。
また、特許文献13〜16の開示技術は、伸びフランジ性の向上は期待できるものの、疲労強度はかえって低下させてしまう場合もあり、被加工材の打ち抜き切断面における伸びフランジ性及び疲労強度の両立が困難である。
そこで、本発明は上述した問題点に鑑みて案出されたものであり、材料、対象部材の種類によらず疲労強度と伸びフランジ性を安定して向上させることを可能とした、疲労強度に優れた打ち抜き切断面の加工方法を提供することを目的とする。
上記課題を解決するために、本発明の要旨とするところは、以下のとおりである。
(1)被加工材の表面又は表裏面に塑性変形を与えて圧痕を形成した後、前記圧痕の外側を打ち抜きパンチにより打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き切断方法。
(1)被加工材の表面又は表裏面に塑性変形を与えて圧痕を形成した後、前記圧痕の外側を打ち抜きパンチにより打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き切断方法。
(2)前記塑性変形を与える方法は、底面に突起を有する圧縮パンチにより圧痕を形成する方法であることを特徴とする(1)記載の金属材料の圧印付与打ち抜き切断方法。
(3)前記塑性変形を与える方法は、底面の中央部に孔を有する圧縮パンチにより圧痕を形成する方法であることを特徴とする(1)記載の金属材料の圧印付与打ち抜き切断方法。
(4)前記圧痕の深さは、前記被加工材の板厚の5%以上15%以下であることを特徴とする(1)〜(3)の何れか1つに記載の金属材料の圧印付与打ち抜き切断方法。
(5)前記圧痕の外周と打ち抜き切断される部分の境界線との距離が2mm以下であることを特徴とする(1)〜(4)の何れか1つに記載の金属材料の圧印付与打ち抜き切断方法。
(6)前記切断後の成形の際に、伸びフランジ部となる部分の周辺の一部又は全部のみに圧痕を形成した後に打ち抜き、開断面に切断することを特徴とする(1)〜(5)の何れか1つに記載の金属材料の圧印付与打ち抜き切断方法。
本発明により、打ち抜き切断加工後の被加工材の打ち抜き切断面や打ち抜き切断部周辺の表裏面に圧縮残留応力を付与でき疲労強度を向上させることができるため、材料、対象部材の種類によらず疲労強度と伸びフランジ性を安定して向上させることが可能であり、その工業的意味は大きい。
以下に本発明を適用した金属材料の圧印付与打ち抜き切断方法について、詳細に説明する。
本発明者は、打ち抜き切断加工を施した金属構造部材等の被加工材1について、疲労強度を低下させる要因となる打ち抜き切断部周辺の状況を詳細に調査した。この結果、例えば図1に示すような、打ち抜き切断した後の打ち抜き切断面8や打ち抜き切断部周辺の表面及び裏面には、打ち抜き切断後に残留応力が分布して、引張残留応力が負荷されている引張残留応力領域が存在し、この引張残留応力領域からき裂の発生や疲労破壊が発生しやすいという知見を得た。
この様な状況を改善するため、コイニング加工などのような打ち抜き切断後に塑性変形を与えることにより圧縮残留応力を打ち抜き切断面8に付与し、疲労強度を向上させる方法は従来から検討されてきた。しかし、本発明者は、打ち抜き切断加工後に他の加工を施さない打ち抜き切断ままの状態(以下、この状態を単に打ち抜き切断ままという。)で打ち抜き切断面8の周辺に圧縮残留応力を残す方法を鋭意検討した結果、以下のような金属材料の打ち抜き切断方法を見出した。
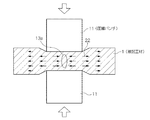
即ち、本発明者が見出した方法とは、まず、図3に示すように、被加工材1の打ち抜き切断加工前に、被加工材1の表裏面に対して圧縮パンチ11によって塑性変形を与えて、圧痕13(塑性変形領域)を形成させ、この後、圧痕13の外側を打ち抜き切断用パンチ2により打ち抜き、被加工材1を開断面に切断することにより構成される。
これにより、本発明者は、打ち抜き切断加工後に開断面に切断された打ち抜き切断面8や打ち抜き切断部周辺の表面及び裏面に圧縮残留応力を残し、打ち抜き切断部を含む部材の疲労強度を向上させることが可能であることを見出した。(前記(1)に係る発明)
上述のような方法により、打ち抜き切断加工を施した部材の疲労強度が向上する理由について説明する。
被加工材に対して圧縮パンチによって圧痕を付与した後の残留応力の分布は、図4の断面図に示すような状態になる。図4に示すように、圧痕13の周辺には、圧縮パンチ11によって引張残留応力が負荷された引張残留応力領域14が発生し、更にこの引張残留応力領域14の外周と板厚中心部には、圧縮残留領域15が存在する状態になる。
このような残留応力分布を有する被加工材1は、圧痕13(塑性変形領域)の外側を打ち抜き、開断面に切断することにより、圧痕形成時に引張残留応力であった応力分布が切断され、再配分されて圧縮残留応力となり、図5に示す断面図のような残留応力の分布となる。図5に示すように、打ち抜き切断後の打ち抜き切断面8や打ち抜き切断部周辺の被加工材1の表裏面には、圧縮残留応力領域15が存在しており、これによって、被加工材1の打ち抜き切断部周辺の疲労強度が向上することとなる。
また、圧痕13を形成した後の被加工材1は、図4から明らかなように、圧痕13の形成により圧痕13の周辺の表裏面に、加工硬化と引張の残留応力が加わる可能性がある。このことから、本発明者は、引張残留応力等が加えられた圧痕13の周辺の表裏面に対して打ち抜き切断加工する際に、被加工材1が破断し易くなり(シェービング加工と同様のメカニズム)、打ち抜き切断面8が平滑な端面となり、更に打ち抜き切断面8の伸びフランジ性も向上することを知見した。
なお、図5において示された被加工材1の残留応力は、打ち抜き切断面8の表面を10μm程度電解研磨にて研磨した表面について、日本材料学会X線材料強度部門専門委員会編「JSMS-SD-5-02X線応力測定法標準(2002年版)鉄鋼編」に記載の方法を用いて、打ち抜き切断面13の幅方向の残留応力を求めた。
また、打ち抜き切断面8の外側にも圧痕13(塑性変形領域)が存在する場合、例えば大きな圧痕13の内側を打ち抜き切断する場合は、上述のように打ち抜き切断後の打ち抜き切断面8に圧縮残留応力が残る場合があり、疲労強度向上の可能性がある。しかし、打ち抜き切断面8近傍の被加工材1表裏面には凹凸が生じるため、打ち抜き切断加工後の被加工材1の美観が損なわれ、また打ち抜き切断面8近傍の凹凸に起因する応力集中の可能性があることから、この場合は本発明の範囲外とした。
続いて、圧痕形成時における圧痕荷重を減らして深い圧痕を形成させる手段について説明する。
本発明の圧縮残留応力付与以外の利点は、打ち抜き切断予定部を予め加工硬化させることによって打ち抜き切断時の破断が促進され、打ち抜き切断面の平滑度を上昇させることができる点である。しかしながら、本発明においては、圧痕を形成する際の圧縮荷重が大きくなり、通常の圧縮パンチではあまり深い圧痕を形成できず、打ち抜き切断予定部へ大きな加工硬化を与えにくくなる場合がある。そこで、圧縮荷重を減らし、深い圧痕を形成させるべく本発明者が鋭意検討した結果、本発明者らは、圧縮荷重を減らして深い圧痕を形成させる手段として、圧縮パンチの底面に突起を設けることが有効であることを見出した(前記(2)に係る発明)。
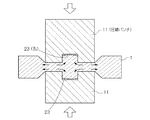
すなわち、図6に示すように圧縮パンチ11の底面が平坦な場合には、被加工材1の圧縮された部分は一様に圧縮変形を受け、図6に示す矢印方向に向けて被加工材1の材料が塑性流動22することになる。しかし、圧痕の中心部13aは、中心部13aの周辺から負荷される圧縮応力により、周辺への塑性流動が困難となるため、圧痕形成に際して大きな荷重を必要とする。これに対して、図7に示すように圧縮パンチ11の底面に突起21を設けることによって、被加工材1の中心部13aは、圧痕形成時において突起21により周囲に押し出されて塑性流動22する。このため、外側への塑性流動が容易となり、圧痕形成時における圧痕荷重を低減でき、ひいては深い圧痕を与えることが容易となる。また、深い圧痕を与えることが容易となるため、圧縮される圧痕13の周辺への塑性流動量を多くすることが可能となり、これによって打ち抜き切断後の圧縮残留応力領域15を拡大させるとともに圧縮残留応力領域15における圧縮残留応力値を増加させることができる。このように、本発明者は、圧縮パンチ11に突起21を設けることにより、打ち抜き切断後の被加工材1について、一層の疲労強度の向上が可能であることを知見した。
また、圧縮パンチ11の底面に設けられた突起21は、図7に示すような底面の中央部に設けたものに限られたものではなく、例えば図8に示すように底面の中央部と端部との間に1個又は複数設けるようにしてもよい。これによって、打ち抜き切断後における被加工材1は、その打ち抜き切断部近傍に付与される圧縮残留応力をさらに大きくすることができる。すなわち打ち抜き切断予定部の境界線に近い位置を圧縮するような突起21を有する圧縮パンチ11を用いた場合は、突起21が被加工材1を圧縮する際に、打ち抜き切断予定部の境界線の外側への塑性流動を、突起21を圧縮パンチ11の中央部に設けた場合よりさらに大きくすることが可能となる。これにより、打ち抜き切断後の被加工材1は、打ち抜き切断後の圧縮残留応力領域をさらに拡大するとともに、圧縮残留応力値も増加させることができる。
なお、圧縮パンチ11の底面に設ける突起21の形状や配置は、特に限定するものではなく、例えば、突起21の形状が筒形状、滑らかな山形形状等から構成されていてもよい。また突起21の配置は、圧縮パンチ11の底面の中央部のみならず、同一形状の突起21が圧縮パンチ11の底面に複数配置されたものや、複数の形状の突起21が圧縮パンチ11の底面に混在するものや、突起21が円環状であって断続的なもの(いずれも図示しない)で構成されていてもよい。これら構成を適用した場合であっても差し支えなく同様の効果が得られることができる。
また、図7、図8では、上下の圧縮パンチ11の底面に突起21を有する場合を示したが、上下いずれか一方の圧縮パンチ11にのみ突起21を有する場合でもよい。この場合は、圧縮パンチ11の両側に突起21がある場合よりも小さくなるものの、底面に突起21がない圧縮パンチ11を使用した場合と比べて、打ち抜き切断加工後に被加工材1の圧縮残留応力領域が十分に拡大し、更に圧縮残留応力値を増加させることが可能である。
また、本発明者は、図9に例を示すように、圧縮パンチ11の底面の中央部に孔23を有する形状としても、被加工材1に対して圧痕を付与する際の圧縮荷重を低減可能なことを見出した(前記(3)に係る発明)。これは、図10に示すように、圧痕形成時に圧縮パンチ11により変形を加えると、圧縮パンチ11の底面の孔23の内部、即ち図10の黒線の矢印で示される方向へ被加工材1の材料を塑性流動させることが可能となるためである。
なお、図9(a)及び図9(b)に示す例では、圧縮パンチ11aの孔23の底面及び圧縮パンチ11aの底面の形状を円形としたものを示しており、図9(a)が圧縮パンチ11aの側面図、図9(b)がその底面図を示している。又、図9(c)及び図9(d)に示す例では、圧縮パンチ11bの孔23の底面及び圧縮パンチ11bの底面の形状を四角形としたものを示しており、図9(c)が圧縮パンチ11bの側面図、図9(d)がその底面図を示している。さらに、図9(e)及び図9(f)に示す例では、圧縮パンチ11cの孔23の底面及び圧縮パンチ11cの底面の形状を不定形とした例を示しており、図9(e)が圧縮パンチ11cの側面図、図9(f)がその底面図を示している。これらの孔23の底面形状は、塑性変形領域の内外における不均一部をなくすという観点から圧縮パンチ11の外周と相似形であることが望ましい。しかし、孔23の底面形状が相似形でなくても充分な効果は得られるため、これに限定されるものではない。
また、孔23の側面形状も特に限定されるものではない。考えられるいくつかの例を図11(a)〜(h)に示す。図11(a)及び図11(b)に示す例は、圧縮パンチ11の孔23aの側面形状を長方形としたものを示しており、図11(a)が孔23aを有する圧縮パンチ11の側面図、図11(b)がその底面図を示している。図11(c)及び図11(d)に示す例では、圧縮パンチ11の孔23bの側面形状において曲線部を設けたものを示しており、図11(c)が孔23bを有する圧縮パンチ11の側面図、図11(d)がその底面図を示している。図11(e)及び図11(f)に示す例では、圧縮パンチ11の孔23cの側面形状を台形としたものを示しており、図11(e)が孔23cを有する圧縮パンチ11の側面図、図11(f)がその底面図を示している。図11(g)及び図11(h)に示す例では、圧縮パンチ11の孔23dの側面形状を三角形としたものを示しており、図11(g)が孔23dを有する圧縮パンチ11の側面図、図11(h)がその底面図を示している。
続いて、圧痕形成時における圧痕深さd1について述べる。
同面積の圧痕13では、圧痕13の深さd1は、深ければ深いほど大きな圧縮残留応力を被加工材1の幅方向に負荷でき、疲労強度の向上に寄与する。また、同じ深さd1の圧痕13では、圧痕13の面積が大きければ大きいほど大きな圧縮残留応力を被加工材1の幅方向に負荷でき、疲労強度の向上に寄与する。しかしながら、あまりに圧痕13の深さd1が深い場合や、圧痕13の面積が大きな面積となった場合は、圧痕13の形成に必要な荷重が大きくなりすぎてしまい、市販のプレス装置のような荷重発生装置で成形することが困難になる。また、圧痕13の外周部13bが打ち抜き切断予定部の境界線に近すぎる場合、打ち抜き切断面8に亀裂や、凹凸が生じ、応力集中源となることもあるので、圧痕13の外周部13bと打ち抜き切断予定部の境界線との距離X1は、0.1mm以上とすることが好ましい。また、本発明者らは、試行錯誤の結果、圧痕13の深さd1を、板厚D1の5〜15%程度とした場合(前記(4)に係る発明)、又は圧痕13の外周部13bと打ち抜き切断予定部との距離X1を、2mm以下となる程度の圧痕面積とした場合(前記(5)に係る発明)に、通常のプレス装置のような荷重発生装置で圧痕形成が可能であり、かつ充分な疲労強度向上、伸びフランジ性向上の効果が得られ、好ましいことを見出した。なお、これらの数値限定はあくまでも現状での荷重発生装置の能力から見込んだものであり、可能であるならば、圧痕13の深さd1は、深ければ深いほど良い。
また、被加工材1の圧痕13の形成時における圧痕形成荷重を減らす別の手段について説明する。
本発明者は、例えば、図12に示すような伸びフランジ部34となる部分の周辺の一部又は全部のみに圧痕を形成しても(前記(6)に係る発明)被加工材1の圧痕13の形成時における圧痕形成荷重を減らすことが可能となることを知見した。ただし、この方法の適用は、予め、打ち抜き切断面8において、打ち抜き切断加工後の成形の際又はその後に、疲労破壊、または伸びフランジ割れが予測できる場合に限られる。この手段では、圧痕を形成する箇所が、打ち抜き切断予定部の周辺全体に亘って形成する必要が無く、打ち抜き切断予定部の一部である伸びフランジ部34となる部分の周辺の一部又は全部にのみ形成すればよいため、圧痕13の面積を小さくすることができ、更には圧痕形成の荷重を小さくすることが可能となる。また、この手段では、疲労破壊の起点となる部分の圧縮残留応力を、打ち抜き切断予定部の周辺全体に圧縮残留応力を付与した場合と同程度にすることも可能である。伸びフランジ性についても、同様に、伸びフランジ割れが発生するであろう部分の端面性状を、打ち抜き切断予定部の周辺全体に圧痕を加える場合と同等とすることができるので、より少ない荷重で伸びフランジ性の向上が可能である。
なお、伸びフランジ部34は、打ち抜き切断加工後のフランジアップ成形に際し、例えば、図12に示すように、切断面に引張変形が加えられる内周側のフランジ部34をいう。
実施例1においては、本発明の打ち抜き切断方法を適用した被加工材と、従来技術の打ち抜き切断方法を適用した被加工材との疲労強度の差異を測定する疲労試験を行なった。
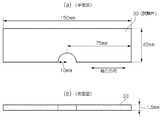
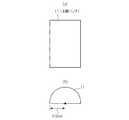
この疲労試験においては、まず、図13に示すような、幅80mm、長さ150mmの試験片33を作成した。この後、この試験片33に対して圧痕を付与しない通常の打ち抜き切断加工を施した供試材C1と、この試験片33に対して圧痕を付与した後に打ち抜き切断加工を施した、本発明を適用した供試材C2とを試験対象として、これら供試材に対して軸力疲労試験を実施して、疲労試験の結果を比較することとした。これらの供試材に対して施される打ち抜き切断加工は、予め設定された切断線31に沿って試験片33を打ち抜き切断し、図14に示すような形状の試験片33を得る事を目的とし、この切断線31は、打ち抜き切断後の試験片33がその長手方向に開断面に切断され、試験片33の中央部に直径20mmの半円状の切断形状が形成されるよう設定した。また、供試材C2に対しては、図15に示すような直径19mmの半円状の圧痕13を圧縮パンチ11により形成した後、切断線31に沿って打抜き、開断面に切断し、図14に示す試験片33とした(以下の実施例3、5、7において同じ)。
試験片33には、440MPa級1.6mm厚の鋼板を使用し、疲労試験条件は応力比(=最小荷重/最大荷重)を0とする荷重制御疲労試験であり、室温・大気中で行った。荷重の制御が困難となる寿命を破断寿命として、破断寿命が200万回となる応力範囲で評価した。なお、この軸力疲労試験においては、図14に示す試験片33の軸力方向に荷重を負荷して行った。
本実施例1において使用した圧縮パンチ11の形状は、図16に示すように、底面が平坦な直径19mmの半円状のものを使用した。また、試験片33の表面及び裏面に対する圧痕13の深さd1は、0.2mmとした。圧痕13の形状と切断線31の位置関係は、図15に示す通りであり、切断線31と圧痕13との距離は0.5mmである。また、打ち抜き切断時のクリアランスは、板厚の10%に設定した。
本実施例1における疲労試験の結果、本発明による供試材C2の疲労強度は、210MPaであり、従来技術による供試材C1の疲労強度は、160MPaとなり、50MPaの疲労強度の向上が見られた。これより、本発明による打ち抜き切断方法の有効性を確認することができた。
なお、本実施例1において、圧痕形成時の圧痕形成荷重は、約45×103kgであった。
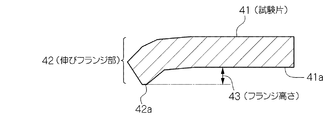
実施例2においては、実施例1と同じ条件で作成された打ち抜き切断加工が施された供試材C1及び供試材C2に対し、伸びフランジ試験を行った。伸びフランジ試験に使用した打ち抜き切断加工が施された試験片41は、図17に示すように、長さ200mm、幅100mmから構成される。伸びフランジ試験は、図18に示すように、複数の押さえ板44間に試験片41を挟持させた後、半円状に打ち抜き切断された試験片41の打ち抜き切断部46に対して、対頂角60度の円錐パンチ45を押し込み、試験片41の裏面より発生した亀裂が板厚を貫通した時点のフランジ高さ43により評価した。ここで、フランジ高さ43とは、図19に示すように、伸びフランジ試験後の試験片41の断面において、変形していない試験片41の裏面41aから、伸びフランジ部42の下端部42aまでの試験片41の板厚方向の距離を指す。亀裂が板厚を貫通したかどうかの判断は目視で行った。試行数は、供試材C1と供試材C2とそれぞれ20枚ずつ行なった。
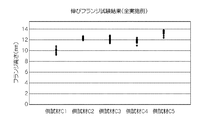
実施例2の伸びフランジ試験の結果を図20に示す。従来技術を適用した供試材C1のフランジ高さは、9mm〜11mmとなった。また、本発明を適用した供試材C2のフランジ高さは、12〜13mmとなった。これより、本発明を適用した打ち抜き切断方法による被加工材1の打ち抜き切断面は、従来技術を適用した打ち抜き切断方法による被加工材1の打ち抜き切断面より30%程伸びフランジ性が向上していることが確認できる。
実施例3においては、実施例1の条件に対して、図21に示すように、底面に突起21を設けた圧縮パンチ11を用いて疲労試験を行なった。
より詳細に説明すると、図13に示すような、実施例1と同様の寸法及び条件からなる試験片33を作成した。この後、実施例1と同様に、この試験片33に対して圧痕を付与しない通常の打ち抜き切断加工を施した供試材C1と、圧痕を付与した後に打ち抜き切断加工を施した、本発明を適用した供試材C3とを試験対象として、軸力疲労試験を実施した。これらの供試材に対して施される打ち抜き切断加工は、実施例1と同様の条件で、予め設定された切断線31に沿って試験片33を打ち抜き切断し、図14に示すような形状とした。供試材C3に対しては、図15に示すような直径19mmの半円状の圧痕13を圧縮パンチ11により形成した後、切断線31に沿って打抜き、開断面に切断し、図14に示す試験片33とした。疲労試験条件は、実施例1と同じである。
また、本実施例3において使用した圧縮パンチ11の形状は、図21に示すように、底面中央に高さ0.1mm、直径10mmの半円状の突起21を有する直径19mmの半円状のものを使用した。また、試験片33の表面及び裏面に対する圧痕13の深さd1は、最深部が0.2mmとなるようにした。圧痕13の形状と切断線31の位置関係は図15に示す通りであり、切断線31と圧痕13との距離は、0.5mmである。打ち抜き切断時のクリアランスは板厚の10%に設定した。
本実施例3における疲労試験の結果、本発明による供試材C3の疲労強度は、200MPa、従来技術による供試材C1の疲労強度は、160MPaであり、40MPa程度の疲労強度の向上が見られた。これより、本発明による打ち抜き切断方法の有効性を確認することができた。
また、本実施例3における疲労試験の結果、圧痕形成時の圧痕形成荷重は約38×103kgであった。これに対して、圧縮パンチ11の底面の形状が、突起21のない平坦な形状からなる実施例1の圧痕形成時の圧痕形成荷重は、約45×103kgであった。これより、圧縮パンチ11の底面が平坦な形状からなる場合よりも、突起21を有する形状からなる場合の方が、より少ない圧痕形成荷重で圧痕を形成する事が可能となることが確認できた。
実施例4においては、実施例3と同じ条件で作成された打ち抜き切断加工が施された供試材C1及び供試材C3に対し、伸びフランジ試験を行った。伸びフランジ試験の条件は、実施例2と同様の条件で行なった。
実施例4の伸びフランジ試験の結果を図22に示す。従来技術を適用した供試材C1のフランジ高さは、9〜11mmとなった。また、本発明を適用した供試材C3のフランジ高さは、11〜13mmとなった。これより、本発明を適用した打ち抜き切断方法による被加工材1の打ち抜き切断面8は、従来技術を適用した打ち抜き切断方法による被加工材1の打ち抜き切断面8より26%程伸びフランジ性が向上していることが確認できる。
実施例5においては、実施例1の条件に対して、図24に示すように、圧縮パンチ11の底面の大きさ及び形状のみを変化させて疲労試験を行なった。
より詳細に説明すると、まず、図13に示すような、実施例1と同様の条件からなる試験片33を作成した。この後、実施例1と同様に、この試験片33に対して圧痕を付与しない通常の打ち抜き切断加工を施した供試材C1と、圧痕を付与した後に打ち抜き切断加工を施した、本発明を適用した供試材C4とを試験対象として、軸力疲労試験を実施した。これらの供試材に対して施される打ち抜き切断加工は、実施例1と同様の条件で、予め設定された切断線31に沿って試験片53を打ち抜き切断して、図14に示すような形状とした。供試材C4に対しては、図23に示すような直径7mmの円状の圧痕13を圧縮パンチ11により形成した後、切断線31に沿って打抜き、開断面に切断し、図14に示す試験片33とした。疲労試験条件は、実施例1と同様である。
本実施例5において使用した圧縮パンチ11の形状は、図24に示すように、底面が平坦であって、直径7mmの円形状のものを使用した。また、試験片33の表面及び裏面に対する圧痕13の深さd1は、0.1mmとした。圧痕の形状と切断線の位置関係は図23に示す通りであり、半円状の切断線31の中央部に圧痕13を付与し、切断線31と圧痕13とが最も近接する部位の距離は、0.5mmである。打ち抜き切断時のクリアランスは板厚の10%に設定した。
本実施例5における疲労試験の結果、本発明による供試材C4の疲労強度は、200MPa、従来技術による供試材C1の疲労強度は、160MPaであり、40MPa程度の疲労強度の向上が見られた。これより、本発明による打ち抜き切断方法の有効性を確認することができた。
また、本実施例5における疲労試験の結果、圧痕形成時の圧痕形成荷重は約21×103kgであった。
実施例6においては、実施例5と同じ条件で作成された打ち抜き切断加工が施された供試材C1及び供試材C4に対し、伸びフランジ試験を行った。試験片の形状及び伸びフランジ試験の条件は、実施例2と同様とした。
実施例6の伸びフランジ試験の結果を図25に示す。従来技術を適用した供試材C1の伸びフランジ高さは9〜11mmとなった。また、本発明を適用した供試材C4のフランジ高さは、11〜13mmとなった。これより、本発明を適用した被加工材1の打ち抜き切断面8は、従来技術を適用した被加工材1の打ち抜き切断面8より31%程伸びフランジ性が向上していることが確認できる。
実施例7においては、実施例1の条件に対して、図26に示すように、底面に孔23を設けた圧縮パンチ11を用いて疲労試験を行なった。
より詳細に説明すると、まず、図13に示すような、実施例1と同様の条件からなる試験片33を作成した。この後、実施例1と同様に、この試験片33に対して圧痕を付与しない通常の打ち抜き切断加工を施した供試材C1と、圧痕を付与した後に打ち抜き切断加工を施した、本発明を適用した供試材C5とを試験対象として、軸力疲労試験を実施した。これらの供試材に対して施される打ち抜き切断加工は、予め設定された切断線31に沿って試験片33を打ち抜いて、図13に示すような形状とした。供試材C5に対しては、図15に示すような直径19mmの半円状の圧痕13を圧縮パンチ11により形成した後、切断線31に沿って打抜き切断し、図14に示す試験片33とした。疲労試験条件は、実施例1と同様である。
また、本実施例7において使用した圧縮パンチ11の形状は、図26に示すように、底面が平坦であって、直径19mmの半円状に形成され、さらに底面中央に深さ3mm、直径10mmの半円状の孔32を有するものを使用した。また、試験片33の表面及び裏面に対する圧痕13の深さd1は、0.3mmとした。圧痕13の形状と切断線31の位置関係は図15に示す通りであり、切断線31と圧痕13との距離は0.5mmである。打ち抜き切断時のクリアランスは板厚の10%に設定した。
本実施例7における疲労試験の結果、本発明による供試材C5の疲労強度は、180MPa、従来技術による供試材C1の疲労強度は、160MPaであり、20MPa程度の疲労強度の向上が見られた。これより、本発明による打ち抜き切断方法の有効性を確認することができた。
また、本実施例7における疲労試験の結果、圧痕形成時の圧痕形成荷重は約11×103kgであり、疲労強度は180MPaであった。これに対して、圧縮パンチ11の底面の形状が、孔23のない平坦な形状からなる実施例1の圧痕形成時の圧痕形成荷重は、約45×103kgであり、疲労強度は210MPaであった。これより、圧縮パンチ11の底面が平坦な形状からなる場合よりも、孔23を有する形状からなる場合の方が、疲労強度が低減するものの、より少ない圧痕形成荷重で圧痕を形成可能となることが確認できた。
実施例8においては、実施例7と同じ条件で作成された打ち抜き切断加工が施された供試材C1及び供試材C5に対し、伸びフランジ試験を行った。試験片の形状、伸びフランジ試験の条件は、実施例2と同様とした。
実施例8の伸びフランジ試験の結果を図27に示す。従来技術を適用した供試材C1のフランジ高さは、9〜11mmとなった。また、本発明を適用した供試材C5のフランジ高さは、12〜14mmとなった。これより、本発明を適用した被加工材1の打ち抜き切断面8は、従来技術を適用した被加工材1の打ち抜き切断面8より36%程伸びフランジ性が向上していることが確認できる。
また、実施例2、4、6、8の伸びフランジ試験の結果を図28に示す。本図28に示すように、実施例8の場合に最も高いフランジ高さが得られて伸びフランジ性が向上することがわかる。即ち、圧痕形成時においては、孔23を有する圧縮パンチ11により圧痕を形成した場合に最も伸びフランジ性が向上することになる。
1 被加工材
2 打ち抜き切断用パンチ
3 打ち抜き切断用ダイ
4 ダレ
5 せん断面
6 破断面
7 バリ
8 切断面(打ち抜き切断面)
11 圧縮パンチ
13 圧痕(塑性変形領域)
14 引張残留応力領域
15 圧縮残留応力領域
21 突起
22 塑性流動
23 孔
31 切断線
33 試験片
34 伸びフランジ部
41 試験片
42 伸びフランジ部
43 フランジ高さ
44 押さえ板
45 円錐パンチ
2 打ち抜き切断用パンチ
3 打ち抜き切断用ダイ
4 ダレ
5 せん断面
6 破断面
7 バリ
8 切断面(打ち抜き切断面)
11 圧縮パンチ
13 圧痕(塑性変形領域)
14 引張残留応力領域
15 圧縮残留応力領域
21 突起
22 塑性流動
23 孔
31 切断線
33 試験片
34 伸びフランジ部
41 試験片
42 伸びフランジ部
43 フランジ高さ
44 押さえ板
45 円錐パンチ
Claims (6)
- 被加工材の表面又は表裏面に塑性変形を与えて圧痕を形成した後、前記圧痕の外側を打ち抜きパンチにより打ち抜き、開断面に切断することを特徴とする金属材料の圧印付与打ち抜き切断方法。
- 前記塑性変形を与える方法は、底面に突起を有する圧縮パンチにより圧痕を形成する方法であることを特徴とする請求項1記載の金属材料の圧印付与打ち抜き切断方法。
- 前記塑性変形を与える方法は、底面の中央部に孔を有する圧縮パンチにより圧痕を形成する方法であることを特徴とする請求項1記載の金属材料の圧印付与打ち抜き切断方法。
- 前記圧痕の深さは、前記被加工材の板厚の5%以上15%以下であることを特徴とする請求項1〜3の何れか1項に記載の金属材料の圧印付与打ち抜き切断方法。
- 前記圧痕の外周と打ち抜き切断される部分の境界線との距離が2mm以下であることを特徴とする請求項1〜4の何れか1項に記載の金属材料の圧印付与打ち抜き切断方法。
- 前記切断後の成形の際に、伸びフランジ部となる部分の周辺の一部又は全部のみに圧痕を形成した後に打ち抜き、開断面に切断することを特徴とする請求項1〜5の何れか1項に記載の金属材料の圧印付与打ち抜き切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007174591A JP2009012018A (ja) | 2007-07-02 | 2007-07-02 | 金属材料の圧印付与打ち抜き切断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007174591A JP2009012018A (ja) | 2007-07-02 | 2007-07-02 | 金属材料の圧印付与打ち抜き切断方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009012018A true JP2009012018A (ja) | 2009-01-22 |
Family
ID=40353578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007174591A Withdrawn JP2009012018A (ja) | 2007-07-02 | 2007-07-02 | 金属材料の圧印付与打ち抜き切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009012018A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111570624A (zh) * | 2020-05-22 | 2020-08-25 | 万盛兴精密技术(惠州)有限公司 | 一种金属零件的生产工艺及其连续模具 |
| WO2022054360A1 (ja) | 2020-09-14 | 2022-03-17 | Jfeスチール株式会社 | 金属板の打ち抜き装置 |
-
2007
- 2007-07-02 JP JP2007174591A patent/JP2009012018A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111570624A (zh) * | 2020-05-22 | 2020-08-25 | 万盛兴精密技术(惠州)有限公司 | 一种金属零件的生产工艺及其连续模具 |
| WO2022054360A1 (ja) | 2020-09-14 | 2022-03-17 | Jfeスチール株式会社 | 金属板の打ち抜き装置 |
| KR20230048533A (ko) | 2020-09-14 | 2023-04-11 | 제이에프이 스틸 가부시키가이샤 | 금속판의 타발 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6809557B2 (ja) | せん断加工方法 | |
| US10876565B2 (en) | Self-piercing rivet | |
| JP6142927B2 (ja) | 鋼板の打ち抜き用工具および打ち抜き方法 | |
| JP5217460B2 (ja) | 段付きパンチによる打ち抜き方法 | |
| JP4711396B2 (ja) | 高強度鋼板の打ち抜き加工方法 | |
| JP2009255167A (ja) | 面取りダイを用いた打ち抜き加工方法及び装置 | |
| EP0612275A1 (en) | Improving fatigue life of holes | |
| JP2010036195A (ja) | 凹部を有するパンチによる打ち抜き加工方法 | |
| JP2008100273A (ja) | 逆押さえをダイ上面より下げたせん断加工方法及び装置 | |
| JP2009012018A (ja) | 金属材料の圧印付与打ち抜き切断方法 | |
| JP4943393B2 (ja) | 打ち抜き後のコイニング加工方法及びコイニング加工用パンチ | |
| Balawender | The ability to clinching as a function of material hardening behavior | |
| JP2008137073A (ja) | 金属材料の打ち抜き方法 | |
| JP5747448B2 (ja) | 疲労特性及び耐水素割れ特性が向上する打ち抜き穴加工用パンチおよび打ち抜き穴加工方法 | |
| JP2007326133A (ja) | 金属板の穴あけ用装置 | |
| JP6888472B2 (ja) | 剪断加工方法 | |
| KR102092162B1 (ko) | 전단 가공 방법 | |
| JP2020104143A (ja) | 打ち抜き被加工材の打ち抜き加工方法および打ち抜き被加工材の打ち抜き加工型 | |
| JP5493687B2 (ja) | せん断加工条件の設定方法 | |
| JP2007307616A (ja) | 金属板の剪断方法及び剪断工具及び剪断により得られた金属板加工品 | |
| US20230182244A1 (en) | Method and device for cutting a workpiece | |
| JP5042935B2 (ja) | シャー角付き打ち抜き装置 | |
| Abe et al. | Improvement of fatigue strength of hole edge of ultra-high strength steel sheet by punching process including thickening | |
| Jia et al. | Numerical Investigation of Optimal Rooftop Punch Shape for Force Reduction and Dimensional Accuracy Control | |
| JP4954919B2 (ja) | フランジアップ成形試験方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20100907 |