JP2010051573A - 背負い式バックの背当て部材及びその製造方法 - Google Patents
背負い式バックの背当て部材及びその製造方法 Download PDFInfo
- Publication number
- JP2010051573A JP2010051573A JP2008220129A JP2008220129A JP2010051573A JP 2010051573 A JP2010051573 A JP 2010051573A JP 2008220129 A JP2008220129 A JP 2008220129A JP 2008220129 A JP2008220129 A JP 2008220129A JP 2010051573 A JP2010051573 A JP 2010051573A
- Authority
- JP
- Japan
- Prior art keywords
- portions
- skin material
- ventilation
- backpack
- elastic bodies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Portable Outdoor Equipment (AREA)
- Purses, Travelling Bags, Baskets, Or Suitcases (AREA)
Abstract
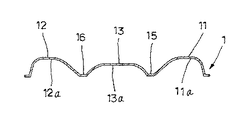
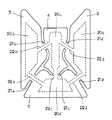
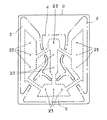
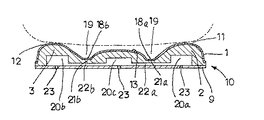
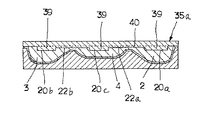
【解決手段】 背負い式バックに使用される背当て部材であって、バックを背負ったときに使用者の背中に当たるシート状の表皮材1と、表皮材1に設けた複数の凸部11〜14の裏面側凹部11a〜14a内に直接発泡体樹脂を注入してモールド内発泡し、各弾性体を連結する連結部21a〜21eに設けた通気路22a〜22eで連通してエアーポンプ機能を有する通気凹部20a〜20dを有した弾性体2〜5を設け、該弾性体のポンプ作用により前記凸部11〜14を変形させて使用者の背中に均一に密着させる。各通気凹部と外気を連通する小孔23を該弾性体の下面に接着した下地ボードに複数設けてある。
【選択図】 図7
Description
従来の手法で製造された弾性体を表皮材の凸部裏面側の凹部に合わせた形状に加工する手間が省け、さらに、接着剤を用いていちいち接着させる作業工程が必要ないことから作業性及び環境対応性に優れ、作業能率を一段と向上させることができる。
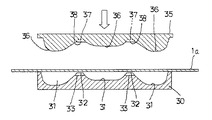
下金型30と上金型35とからなり常温の上下金型(モールド)の間に、シート状素材1aを配し、上下金型を熱プレス加工によって図1に示した形状の表皮材1を成型する。ここで、シート状素材1aは、7/1000デニール等の極細繊維を用いた不織布素材にポリウレタン樹脂を含浸させ、特に仕上り層(表面)をポリウレタン樹脂で形成した人工皮革を熱プレス成型することで任意形状をした複数の凸部11〜14を表面側に有した表皮材1を得ることができる。
2〜5 弾性体
9 下地ボード
10 背当て部材
11〜14 凸部
11a〜14a 凹部
15〜17 平坦部
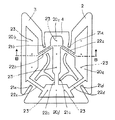
18a〜18e 突出部
19 外気通路
20a〜20d 通気凹部
21a〜21e 連結部
22a〜22e 通気路
23 小孔
30 下金型
35 上金型
35a 第2の上金型
Claims (7)
- 背負い式バックに使用される背当て部材であって、前記バックを背負ったときに使用者の背中に当たる複数の凸部(11〜14)を有したシート状の表皮材(1)と、前記表皮材の凸部裏面側凹部(11a〜14a)内に設けた弾性体(2〜5)とからなり、前記表皮材及び弾性体が、使用者の背中との圧着により変形可能に設けたことを特徴とする背負い式バックの背当て部材。
- 前記弾性体(2〜5)は、クッション機能と共にエアーポンプ機能を有した通気凹部
(20a〜20d)を設けたことを特徴とする請求項1記載の背負い式バックの背当て部材。 - 前記弾性体(2〜5)は、表面を前記表皮材(1)で被うと共に、裏面に下地ボード(9)を一体に接着して各弾性体の通気凹部(20a〜20d)をそれぞれ密封してなることを特徴とする請求項1又は2記載の背負い式バックの背当て部材。
- 前記弾性体(2〜5)は、それぞれ内部に設けた通気凹部(20a〜20d)を連通する通気路(22a〜22e)を有した連結部(21a〜21e)でそれぞれ一体に連結すると共に、前記通気凹部(20a〜20d)と外気とを連通する少なくとも1以上の小孔(23)を下地ボード(9)に設けたことを特徴とする請求項1から3のいずれか1記載の背負い式バックの背当て部材。
- 前記弾性体(2〜5)及び連結部(21a〜21e)は、前記表皮材の凸部裏面側に設けた凹部(11a〜14a)内及び前記凸部間の平坦部(15〜17)に形成した突出部
(18a〜18e)内にそれぞれ発泡樹脂体を注入して発泡させて一体に成型したことを特徴とする請求項1から4のいずれか1記載の背負い式バックの背当て部材。 - 前記弾性体(2〜5)を連結する連結部(21a〜21e)は、前記表皮材の平坦部(15〜17)に設けた突出部(18a〜18e)内に位置させ、該弾性体を内部に設ける前記凸部(11〜14)の高さより低く形成し、前記連結部を内部に有した突出部(18a〜18e)の上方に外気通路(19)を設けたことを特徴とする請求項1から5のいずれか1記載の背負い式バックの背当て部材。
- 背負い式バックに使用される背当て部材の製造方法であって、
前記バックを背負ったとき背中に当たるシート状部材(1a)を、互いに合致する凹凸形状を具えた下金型(30)と上金型(35)とで熱プレス加工により複数の凸部(11〜14)を有した表皮材(1)を形成し、
前記下金型内に位置した表皮材の前記凸部の裏面側凹部(11a〜14a)内に発泡体樹脂を直接注入し、
前記通気凹部及び通気路成型用の金型を有した第2の上金型(35a)を前記下金型に合致させて前記下金型内に注入した発泡体樹脂を発泡させて設けた各弾性体(2〜5)を連結部(21a〜21e)で一体に連結し、
前記弾性体(2〜5)に設けた通気凹部(20a〜20d)を通気路(22a〜22e)で連結すると共に、前記弾性体の下面に前記通気凹部と外気を連通する複数の小孔(23,23)を設けた下地ボード(9)を接着して、前記弾性体内の通気凹部にエアーポンプ機能を設けてなることを特徴とする背当部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220129A JP5292022B2 (ja) | 2008-08-28 | 2008-08-28 | 背負い式バックの背当て部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220129A JP5292022B2 (ja) | 2008-08-28 | 2008-08-28 | 背負い式バックの背当て部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010051573A true JP2010051573A (ja) | 2010-03-11 |
| JP5292022B2 JP5292022B2 (ja) | 2013-09-18 |
Family
ID=42068119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008220129A Active JP5292022B2 (ja) | 2008-08-28 | 2008-08-28 | 背負い式バックの背当て部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5292022B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103040589A (zh) * | 2012-12-28 | 2013-04-17 | 赵荣 | 用于实现背部指压按摩功能的电动气压装置 |
| JP2015065960A (ja) * | 2013-10-01 | 2015-04-13 | 株式会社シマノ | 釣用容器 |
| JP2023110217A (ja) * | 2022-01-28 | 2023-08-09 | 株式会社セイバン | 背負い鞄の背当ての製造方法および背負い鞄の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104665192A (zh) * | 2015-03-03 | 2015-06-03 | 浙江理工大学 | 一种弹性背包垫 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05337006A (ja) * | 1992-06-11 | 1993-12-21 | Kyowa:Kk | ランドセルの製造方法 |
| JPH0739539U (ja) * | 1993-12-29 | 1995-07-18 | 株式会社協和 | ランドセル |
-
2008
- 2008-08-28 JP JP2008220129A patent/JP5292022B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05337006A (ja) * | 1992-06-11 | 1993-12-21 | Kyowa:Kk | ランドセルの製造方法 |
| JPH0739539U (ja) * | 1993-12-29 | 1995-07-18 | 株式会社協和 | ランドセル |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103040589A (zh) * | 2012-12-28 | 2013-04-17 | 赵荣 | 用于实现背部指压按摩功能的电动气压装置 |
| JP2015065960A (ja) * | 2013-10-01 | 2015-04-13 | 株式会社シマノ | 釣用容器 |
| JP2023110217A (ja) * | 2022-01-28 | 2023-08-09 | 株式会社セイバン | 背負い鞄の背当ての製造方法および背負い鞄の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5292022B2 (ja) | 2013-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1894317B (zh) | 具有内腔结构的交联泡沫及其形成方法 | |
| US10124535B2 (en) | Main body of bicycle saddle having auxiliary functional piece and method of manufacturing the same | |
| MX2011005352A (es) | Plantilla de zapato aislada moldeada y metodo de hacer una plantilla aislada. | |
| WO2005009158A3 (en) | Molded breast pad | |
| JP5292022B2 (ja) | 背負い式バックの背当て部材及びその製造方法 | |
| KR20040004293A (ko) | 각 개인의 발모양 및 운동 특성에 맞는 피팅 인솔 및 그 제조방법 | |
| US20200400963A1 (en) | Cushion assembly for head-mounted device and manufacturing method thereof | |
| JP2009160253A (ja) | 背当て部材およびその製造方法並びに背負い式バック | |
| CN205075937U (zh) | 具有辅助功能片的自行车座垫本体 | |
| JP2009189690A (ja) | 靴および靴の製造方法 | |
| CN204292338U (zh) | 凹凸鞋面结构 | |
| TW508295B (en) | Foamed shoe welt making method for an integrated 3D shoe welt | |
| JP6494315B2 (ja) | 背負い鞄の背当ておよび背負い鞄 | |
| JP2020121551A (ja) | プレス成形体、車両用シートバックボード、およびプレス成形体製造方法 | |
| JP2005052486A (ja) | 履き物および履き物の製造方法 | |
| KR200299378Y1 (ko) | 봉제선없는 성형모자 | |
| JP3093555U (ja) | 立体成型生地 | |
| JP7692852B2 (ja) | 背負い鞄の背当ての製造方法および背負い鞄の製造方法 | |
| CN206252006U (zh) | 气压式后踵定型外模的气袋 | |
| JP2004089595A (ja) | 枕 | |
| KR20150112255A (ko) | 몰드형 브래지어 컵 제조방법과 그 브래지어컵 | |
| JP3128853U (ja) | ブラジャー | |
| TW580424B (en) | Method of manufacturing abrasive-resistant stereoscopic foamed objects | |
| TW200530023A (en) | Method of making insole without using heat pressing and products made thereby | |
| JP3080125U (ja) | 中敷およびその中敷を用いた靴 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110524 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130610 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5292022 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |