JP2010048333A - ホース - Google Patents
ホース Download PDFInfo
- Publication number
- JP2010048333A JP2010048333A JP2008213024A JP2008213024A JP2010048333A JP 2010048333 A JP2010048333 A JP 2010048333A JP 2008213024 A JP2008213024 A JP 2008213024A JP 2008213024 A JP2008213024 A JP 2008213024A JP 2010048333 A JP2010048333 A JP 2010048333A
- Authority
- JP
- Japan
- Prior art keywords
- hose
- dimple
- thickness
- forming portion
- dimple forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
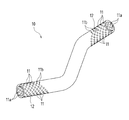
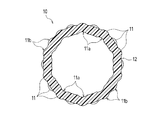
【解決手段】振動を受ける場所に用いられるホースを次のような構成とする。ホース内面に複数のディンプル11aが軸方向および周方向に離散的に形成されているとともに、ホース外周部で各ディンプル形成部11に相当する部分にそれぞれ径方向の外側へ膨出する膨出部11bが形成されている。そして、ディンプル形成部11の肉厚t1が、それ以外の部分12の肉厚t2とほぼ同じ厚さに形成されている。また、ホース壁体の内部に補強用の線材23が螺旋状に配置されたホースでは、ディンプル形成部24が、径方向から見て線材23間に配置されるような構成とする。
【選択図】図2
Description
第1実施形態では、ホース壁体の内部に補強用の線材が配置されていない形態のホースについて説明する。
第2実施形態では、ホース壁体の内部に補強用の線材が配置されている形態のホースについて説明する。この第2実施形態では、主として上記第1実施形態と異なる点について説明する。
以上、本発明の実施形態について説明したが、ここに示した実施形態は一例であり、さまざまに変形することが可能である。
11 ディンプル形成部
11a ディンプル
11b 膨出部
12 周囲の部分
t1 ディンプル形成部の肉厚
t2 周囲の部分の肉厚
Claims (2)
- 振動を受ける場所に用いられるホースであって、
ホース内面に複数のディンプルが軸方向および周方向に離散的に形成されているとともに、ホース外周部で各ディンプル形成部に相当する部分にそれぞれ径方向の外側へ膨出する膨出部が形成されており、上記ディンプル形成部の肉厚が、それ以外の部分の肉厚に相当する厚さに形成されていることを特徴とするホース。 - 請求項1に記載のホースにおいて、
ホース壁体の内部に補強用の線材が螺旋状に配置されており、
上記ディンプル形成部は、径方向から見て上記線材間に配置されていることを特徴とするホース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213024A JP5141444B2 (ja) | 2008-08-21 | 2008-08-21 | ホース |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213024A JP5141444B2 (ja) | 2008-08-21 | 2008-08-21 | ホース |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010048333A true JP2010048333A (ja) | 2010-03-04 |
| JP5141444B2 JP5141444B2 (ja) | 2013-02-13 |
Family
ID=42065582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008213024A Expired - Fee Related JP5141444B2 (ja) | 2008-08-21 | 2008-08-21 | ホース |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5141444B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015119142A1 (ja) * | 2014-02-07 | 2015-08-13 | タツタ電線株式会社 | チューブ、チューブの製造方法、及び金型 |
| WO2015119143A1 (ja) * | 2014-02-07 | 2015-08-13 | タツタ電線株式会社 | チューブ、チューブの製造方法、及び金型 |
| JP2021042823A (ja) * | 2019-09-12 | 2021-03-18 | 帝国繊維株式会社 | ホース |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4324681Y1 (ja) * | 1965-08-19 | 1968-10-17 | ||
| JPS5396220U (ja) * | 1977-01-10 | 1978-08-04 | ||
| JPS5776383A (en) * | 1980-10-30 | 1982-05-13 | Toyoda Gosei Kk | Nylon reinforced rubber hose |
| JP2001317666A (ja) * | 2000-05-08 | 2001-11-16 | Meiji Rubber & Chem Co Ltd | 脈動吸収用ホースアッセブリとこれに用いるゴムホースの製造方法 |
| JP2003042352A (ja) * | 2001-08-01 | 2003-02-13 | Denso Corp | ゴムホース及びその製造方法 |
-
2008
- 2008-08-21 JP JP2008213024A patent/JP5141444B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4324681Y1 (ja) * | 1965-08-19 | 1968-10-17 | ||
| JPS5396220U (ja) * | 1977-01-10 | 1978-08-04 | ||
| JPS5776383A (en) * | 1980-10-30 | 1982-05-13 | Toyoda Gosei Kk | Nylon reinforced rubber hose |
| JP2001317666A (ja) * | 2000-05-08 | 2001-11-16 | Meiji Rubber & Chem Co Ltd | 脈動吸収用ホースアッセブリとこれに用いるゴムホースの製造方法 |
| JP2003042352A (ja) * | 2001-08-01 | 2003-02-13 | Denso Corp | ゴムホース及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015119142A1 (ja) * | 2014-02-07 | 2015-08-13 | タツタ電線株式会社 | チューブ、チューブの製造方法、及び金型 |
| WO2015119143A1 (ja) * | 2014-02-07 | 2015-08-13 | タツタ電線株式会社 | チューブ、チューブの製造方法、及び金型 |
| US10717217B2 (en) | 2014-02-07 | 2020-07-21 | Tatsuta Electric Wire & Cable Co., Ltd. | Tube, method for producing tube, and mold |
| JP2021042823A (ja) * | 2019-09-12 | 2021-03-18 | 帝国繊維株式会社 | ホース |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5141444B2 (ja) | 2013-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7683265B2 (en) | Grommet and forming method for the grommet | |
| JP5141444B2 (ja) | ホース | |
| JP2006097716A (ja) | 高耐圧振動吸収ホース及びその製造方法 | |
| JP2006283843A (ja) | 高耐圧振動吸収ホース及びその製造方法 | |
| EP3421746B1 (en) | Bellows having tweezers-shaped corrugated portions and method for manufacturing same | |
| JP5181925B2 (ja) | ゴムホースの製造方法およびゴムホース | |
| JP6176588B2 (ja) | ボールジョイント用ダストカバー | |
| KR20240011572A (ko) | 조립성 향상을 위한 호스 챔버 가공용 맨드릴 금형 | |
| JP4831970B2 (ja) | 他部材への溶接による二重管管端接続部位置決め構造 | |
| JP2008224011A (ja) | 端部拡径ホース及びその製造方法 | |
| JP4726146B2 (ja) | 蛇腹ホース及びその製造方法 | |
| JP2009270608A (ja) | 合成樹脂パイプ及びパイプ接続構造 | |
| JP2008240693A (ja) | 消音器付き吸気ダクト及びその製造方法 | |
| JP2009264262A (ja) | 消音ダクトの製造方法 | |
| JP6274795B2 (ja) | 自動車用燃料タンク | |
| JP6303292B2 (ja) | ゴムホース及びその製造方法 | |
| JP2009023179A (ja) | フランジ付樹脂チューブの製造方法 | |
| JP2010076345A (ja) | ガスケット付カバー部材及びその製造方法 | |
| JP2005282449A (ja) | エアクリーナホース | |
| JP2006336839A (ja) | 圧力容器 | |
| JP6602219B2 (ja) | 合成樹脂製パイプの製造方法 | |
| JP6322511B2 (ja) | ガスケット | |
| JP2016061354A (ja) | ベローズ管及びベローズ管の製造方法 | |
| JP2008224012A (ja) | 端部拡径ホース及びその製造方法 | |
| JP2013151990A (ja) | 可撓性ホース |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120904 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121023 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121105 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5141444 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |