JP2010046925A - 繊維状フィラー含有樹脂複合材料の製造方法 - Google Patents
繊維状フィラー含有樹脂複合材料の製造方法 Download PDFInfo
- Publication number
- JP2010046925A JP2010046925A JP2008213502A JP2008213502A JP2010046925A JP 2010046925 A JP2010046925 A JP 2010046925A JP 2008213502 A JP2008213502 A JP 2008213502A JP 2008213502 A JP2008213502 A JP 2008213502A JP 2010046925 A JP2010046925 A JP 2010046925A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- fibrous filler
- resin foam
- composite material
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/288—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules
- B29C48/2886—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules of fillers or of fibrous materials, e.g. short-fibre reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/295—Feeding the extrusion material to the extruder in gaseous form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/39—Plasticisers, homogenisers or feeders comprising two or more stages a first extruder feeding the melt into an intermediate location of a second extruder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/405—Intermeshing co-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/41—Intermeshing counter-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/765—Venting, drying means; Degassing means in the extruder apparatus
- B29C48/766—Venting, drying means; Degassing means in the extruder apparatus in screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/765—Venting, drying means; Degassing means in the extruder apparatus
- B29C48/766—Venting, drying means; Degassing means in the extruder apparatus in screw extruders
- B29C48/767—Venting, drying means; Degassing means in the extruder apparatus in screw extruders through a degassing opening of a barrel
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
【解決手段】二軸スクリュ押出機の投入口2より熱可塑性樹脂を供給し、可塑化部Aで完全に溶融させて樹脂発泡体形成部Bに移送する。樹脂発泡体形成部Bにおいて、ガス供給装置5で加圧した不活性気体(もしくは超臨界流体)を注入し、溶融樹脂中に分散または溶解させる。そののち溶融樹脂は、樹脂発泡体形成部下流側端のシール機構14を通過して脱気口にて急激に降圧されることで、部分的に不活性気体を含んだ樹脂発泡体が形成される。この樹脂発泡体にサイドフィーダー9により繊維状フィラーを添加して解繊および混練を行い、真空脱気口10から真空ポンプ11を用いて溶融樹脂中に残存した不活性気体および水分を強制的に除去し、ダイ12より繊維状フィラー含有樹脂複合材料を押し出す。
【選択図】図1
Description
(1)熱可塑性樹脂を連続式同方向回転二軸押出機に供給・溶融させた後、サイドフィーダーから強制的に押出機シリンダ内にカーボンブラックを供給し、カーボンブラックが熱可塑性樹脂内に完全に分散する前に押出機に設けた脱気口より脱気し、その後先端ダイからカーボンブラック含有樹脂複合材料を得る方法(特許文献1参照)。
(2)熱可塑性樹脂を押出機に供給・溶融させた後、添加口より強化繊維を添加し、スクリュ表面および(もしくは)シリンダの内壁の少なくとも一部が表面異形化加工されたスクリュおよび(または)シリンダで形成される制御機構部を通過させ、強化繊維の開繊度合および(または)繊維長を制御する方法(特許文献2参照)。
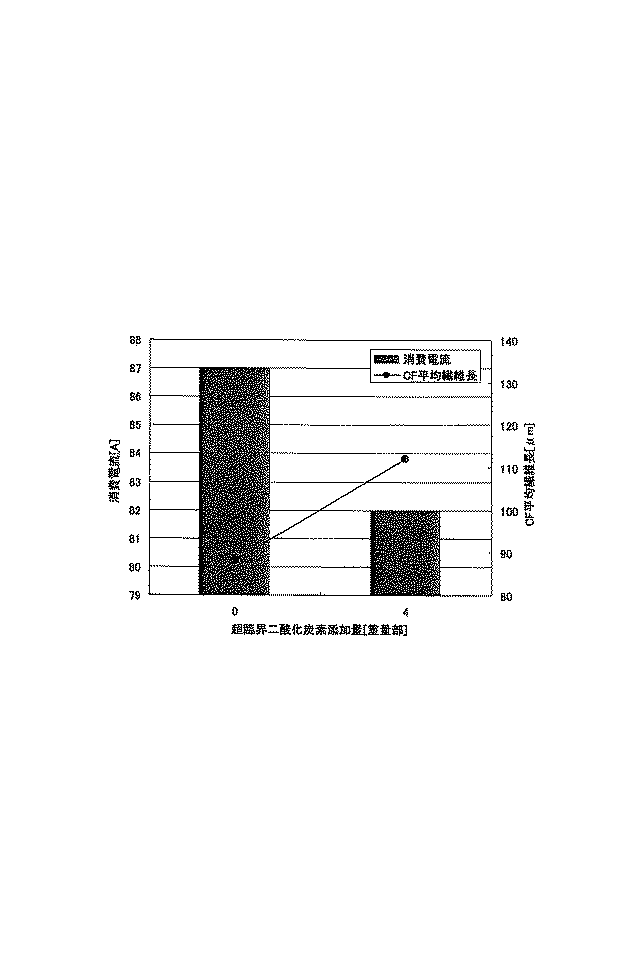
熱可塑性樹脂の可塑化後に高圧の不活性気体(もしくは超臨界流体)が溶融樹脂中に分散または溶解される。樹脂発泡体形成部内で高圧に保持された不活性気体(もしくは超臨界流体)を含む溶融樹脂は、脱気口にて大気圧に近い圧力まで急激に降圧されることで、内部の不活性気体(もしくは超臨界流体)の大部分が一気に気化し、樹脂発泡体が形成される。この樹脂発泡体は内部に気泡や空隙、そして除去されずに残存した不活性気体を含んでいるためにスポンジのように緩衝材として機能すると同時に溶融樹脂の見かけ粘度を低下させる。このような機能を有する樹脂発泡体中に繊維状フィラーを添加することで、繊維状フィラーの解繊および溶融樹脂中への分散の際に溶融材料に対して発生するせん断力が緩和され、繊維状フィラーの破断、すなわち短繊維化の進行を抑制することが可能である。また、このように柔軟性に富む材料を混練するため、低トルクでの押出機の運転が可能であり、消費電力およびランニングコストが低減される。
真空脱気口10から強制排気を行う真空発生手段は、真空ポンプに限らず、アスピレーター、ブロアーなど溶融樹脂がベントアップしない圧力に調整できるものであれば他の公知の手段を用いることができる。
2 投入口
3 スクリュ
4 注入ノズル
5 ガス供給装置
6 圧力計
7 回転駆動機構
8 脱気口
9 サイドフィーダー
10 真空脱気口
11 真空ポンプ
12 ダイ
Claims (3)
- 熱可塑性樹脂中に繊維状フィラーが分散された繊維状フィラー含有樹脂複合材料を製造する方法であって、
シリンダと、前記シリンダ内に回転自在に配備された2本のスクリュと、前記スクリュを回転させる回転駆動機構とを有し、上流に設けられた供給口から下流に設けられたダイに向かって順次、可塑化部、樹脂発泡体形成部、混練部、脱気部を備えた二軸スクリュ押出機を用い、
前記供給口より熱可塑性樹脂を前記シリンダ内に供給して前記可塑化部で溶融させたのち前記樹脂発泡体形成部へ移送し、
前記樹脂発泡体形成部で高圧の不活性気体または超臨界流体を注入して溶融樹脂中に分散または溶解させたのち脱気口にて急激に降圧することで樹脂発泡体を形成し、
前記混練部に配備されたサイドフィーダーを介して繊維状フィラーを添加して前記樹脂発泡体中に分散・混練を行ったのち、前記脱気部にて脱気することを特徴とする繊維状フィラー含有樹脂複合材料の製造方法。 - 前記二軸スクリュ押出機は、噛み合い型同方向回転二軸スクリュ押出機であることを特徴とする請求項1に記載の繊維状フィラー含有樹脂複合材料の製造方法。
- 前記樹脂発泡体形成部の上流側端および下流側端に、それぞれシール機構を配備したことを特徴とする請求項1または2に記載の繊維状フィラー含有樹脂複合材料の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213502A JP5009876B2 (ja) | 2008-08-22 | 2008-08-22 | 繊維状フィラー含有樹脂複合材料の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213502A JP5009876B2 (ja) | 2008-08-22 | 2008-08-22 | 繊維状フィラー含有樹脂複合材料の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010046925A true JP2010046925A (ja) | 2010-03-04 |
| JP5009876B2 JP5009876B2 (ja) | 2012-08-22 |
Family
ID=42064434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008213502A Active JP5009876B2 (ja) | 2008-08-22 | 2008-08-22 | 繊維状フィラー含有樹脂複合材料の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5009876B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101743794B1 (ko) | 2013-06-18 | 2017-06-05 | 주식회사 엘지화학 | 금속 파이프 코팅 조성물 및 이를 이용한 압출품의 제조방법 |
| JP2017165048A (ja) * | 2016-03-18 | 2017-09-21 | トヨタ自動車株式会社 | 繊維強化樹脂材の製造方法と製造装置 |
| JP2022119423A (ja) * | 2021-02-04 | 2022-08-17 | 株式会社日本製鋼所 | 樹脂押し出し機および樹脂製品の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104228030A (zh) * | 2014-09-19 | 2014-12-24 | 江苏旭华圣洛迪建材有限公司 | 一种木塑挤出系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10113959A (ja) * | 1996-10-10 | 1998-05-06 | Omuni Techno Kk | 発泡ガラス粒を含有する混練物の成型方法 |
| JPH11165356A (ja) * | 1997-12-03 | 1999-06-22 | Mitsubishi Plastics Ind Ltd | 発泡複合成形体の製造方法 |
| JP2006026949A (ja) * | 2004-07-13 | 2006-02-02 | Japan Steel Works Ltd:The | 超臨界流体を利用した混練押出装置 |
| JP2006142589A (ja) * | 2004-11-18 | 2006-06-08 | Japan Steel Works Ltd:The | 微細フィラー混合複合材料の製造方法 |
| JP2006274167A (ja) * | 2005-03-30 | 2006-10-12 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂組成物の製造方法 |
| JP2008520471A (ja) * | 2004-11-17 | 2008-06-19 | オウェンス コーニング ファイバーグラス テクノロジー インコーポレイテッド | 押出製品の補強体としてのウェットユース・チョップドストランドガラス |
-
2008
- 2008-08-22 JP JP2008213502A patent/JP5009876B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10113959A (ja) * | 1996-10-10 | 1998-05-06 | Omuni Techno Kk | 発泡ガラス粒を含有する混練物の成型方法 |
| JPH11165356A (ja) * | 1997-12-03 | 1999-06-22 | Mitsubishi Plastics Ind Ltd | 発泡複合成形体の製造方法 |
| JP2006026949A (ja) * | 2004-07-13 | 2006-02-02 | Japan Steel Works Ltd:The | 超臨界流体を利用した混練押出装置 |
| JP2008520471A (ja) * | 2004-11-17 | 2008-06-19 | オウェンス コーニング ファイバーグラス テクノロジー インコーポレイテッド | 押出製品の補強体としてのウェットユース・チョップドストランドガラス |
| JP2006142589A (ja) * | 2004-11-18 | 2006-06-08 | Japan Steel Works Ltd:The | 微細フィラー混合複合材料の製造方法 |
| JP2006274167A (ja) * | 2005-03-30 | 2006-10-12 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂組成物の製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101743794B1 (ko) | 2013-06-18 | 2017-06-05 | 주식회사 엘지화학 | 금속 파이프 코팅 조성물 및 이를 이용한 압출품의 제조방법 |
| JP2017165048A (ja) * | 2016-03-18 | 2017-09-21 | トヨタ自動車株式会社 | 繊維強化樹脂材の製造方法と製造装置 |
| JP2022119423A (ja) * | 2021-02-04 | 2022-08-17 | 株式会社日本製鋼所 | 樹脂押し出し機および樹脂製品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5009876B2 (ja) | 2012-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5009876B2 (ja) | 繊維状フィラー含有樹脂複合材料の製造方法 | |
| TWI818021B (zh) | 導電性複合材料的混煉方法 | |
| JP4104596B2 (ja) | 高均質セルロース溶液及びそれを用いた高強力リヨセル繊維 | |
| CN105473299B (zh) | 用于制造纤维强化树脂组合物的双螺杆挤出机和制造纤维强化树脂组合物的方法 | |
| CN102131626A (zh) | 含有碳纳米管和具有降低电阻的复合材料的生产方法 | |
| JP2010000654A (ja) | 繊維強化樹脂ペレットの製造方法及び装置 | |
| Zhuang et al. | Preparation of pre-impregnated continuous carbon fiber reinforced nylon6 filaments and the mechanical properties of 3D printed composites | |
| CN102105287B (zh) | 连续式挤出机 | |
| JP2020146938A (ja) | フィラー含有樹脂複合材料の製造方法 | |
| Ren et al. | Fiber dispersion and breakage in deep screw channel during processing of long fiber-reinforced polypropylene | |
| JP2007154057A (ja) | 超音波振動付与方法及び樹脂組成物 | |
| JP6933951B2 (ja) | 繊維強化熱可塑性樹脂の混練方法および可塑化装置 | |
| JP2021123000A (ja) | 射出成形方法および射出成形装置 | |
| WO2019065786A1 (ja) | 繊維強化熱可塑性樹脂の混練方法、可塑化装置及び押出機 | |
| JP3646316B2 (ja) | 繊維強化熱可塑性樹脂構造物の製造方法およびその製造用押出機 | |
| JP4790517B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JP2009125975A (ja) | 熱可塑性樹脂に含有された異物の除去方法 | |
| Yoon et al. | Injection molding of wood–fiber/plastic composite foams | |
| KR100854506B1 (ko) | 압착수를 재순환시키는 라이오셀 방법 및 장치 | |
| JP4404702B2 (ja) | カーボンナノ線条体分散樹脂組成物の製造方法 | |
| JP2007276321A (ja) | タンデム型押出発泡成形方法 | |
| US12337505B2 (en) | Method for producing fiber-reinforced composite material | |
| CN109906138B (zh) | 发泡成形体的制造方法和制造装置 | |
| JPH0976328A (ja) | 長繊維強化熱可塑性樹脂の押出成形方法及び押出成形装置 | |
| JP3886467B2 (ja) | スクリュ式混練押出機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100924 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120522 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120531 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5009876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |