JP2010042920A - シートスタッカ装置 - Google Patents
シートスタッカ装置 Download PDFInfo
- Publication number
- JP2010042920A JP2010042920A JP2008209376A JP2008209376A JP2010042920A JP 2010042920 A JP2010042920 A JP 2010042920A JP 2008209376 A JP2008209376 A JP 2008209376A JP 2008209376 A JP2008209376 A JP 2008209376A JP 2010042920 A JP2010042920 A JP 2010042920A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- pallet
- guide
- sheets
- order
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000003028 elevating effect Effects 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000011144 upstream manufacturing Methods 0.000 description 8
- 238000003475 lamination Methods 0.000 description 6
- 238000012790 confirmation Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 238000012856 packing Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/25—Driving or guiding arrangements
- B65H2404/254—Arrangement for varying the guiding or transport length
Landscapes
- Delivering By Means Of Belts And Rollers (AREA)
- Pile Receivers (AREA)
Abstract
【解決手段】本発明のシートスタッカ装置1は、パレット22の支持テーブル20と、前端部が進退可能で且つ昇降可能なシート供給コンベア12と、シート供給方向に移動可能であり且つ昇降可能な第1シートガイド60と、パレットのシート供給方向の中央位置に固定配置されると共に昇降可能な第2シートガイド74と、オーダー変更の際に、第1シートガイドをパレットの中央位置から第2シートガイドの厚みの1/2に当該オーダのシート長L1を加えた距離だけ下流側の位置に位置決めして下降させ、当該オーダのシートをパレット上に積み上げた後、第2シートガイドを下降させ、次オーダのシート長L2のシートをパレット上に積み上げた後に第1及び第2シートガイドを上方に退避させるように制御する制御装置30と、を有する。
【選択図】図2
Description
段ボールシート製造装置においては、複数のオーダーによる段ボールシートを連続して製造するようになっており、シートスタッカ装置においても、オーダー変更によりシート長の異なる段ボールが連続してスタッカ装置に供給され積層されるようになっている。
この従来のアップスタッカ200においては、オーダー変更により段ボールシート長が変更された場合には、このシート長の異なる段ボールシートを、シート供給コンベア206をシートの積層厚さの増大に対応して連続的又は断続的に上昇させながら、パレット204上に供給している。
また、本発明においては、第2シートガイドをパレットの中央位置に配置するようにしているので、シート長L1のシートの積層体とシート長L2のシートの積層体の両方が、パレットの中央位置寄りに載置されることになるので、シート積層中に荷崩れを起すことがない。また、シートの積層体を装置の外部に搬出するときにも、同様に、シート積層体が荷崩れを起すことがない。
さらに、本発明においては、第2シートガイドをパレットの中央位置に固定配置したので、第2シートガイドがシート供給方向に移動することがないので、その分、時間を短縮でき、シート積層を高速化することができる。さらに、第2シートガイドのシート供給方向への移動機構が不要となり、シンプルな機械構造となる。
このように構成された本発明においては、第1シートガイド及び第2シートガイドを昇降フレームにより昇降させているので、機構がシンプルとなる。
このように構成された本発明においては、第1シートガイドの移動範囲が限られているので、第1シートガイドの位置決め時間を短縮することができ、さらに、第1シートガイドの操作性が向上する。
このように構成された本発明においては、第2シートガイドを、エアシリンダ装置という比較的簡易な構造により、昇降させることができる。
また、本発明においては、次オーダのシートを積層するときシートガイドをパレットの中央位置まで移動させて配置しているので、シート長L1のシートの積層体とシート長L2のシートの積層体の両方が、パレットの中央位置寄りに載置されることになるので、シート積層中に荷崩れを起すことがない。また、シートの積層体を装置の外部に搬出するときにも、同様に、シート積層体が荷崩れを起すことがない。
さらに、本発明においては、当該オーダのシートと次オーダのシートを同じシートガイドを兼用して用いるようにしたので、シートガイドを2つ設けることがなくなり、その分、シンプルな機械構造となる。
先ず、図1乃至図10により、本発明の第1実施形態によるシートスタッカ装置を説明する。
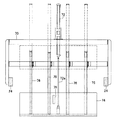
図1は、本発明の第1実施形態によるシートスタッカ装置を含むコルゲータラインの一部を示す全体正面図であり、図2は、図1の要部拡大正面図である。
また、シングリングコンベア8を昇降可能に支持するためのフレーム14,15,16が設けられている。
また、昇降フレーム24の上流端には、コンベア進退駆動用モータ46が設けられており、一方、シート供給コンベア12のフレーム38の上流端側には、ベルト駆動用モータ48が設けられている。
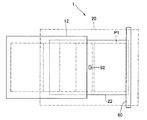
第2シートガイド74は、基本的には、昇降フレーム24と共に昇降するようになっている。また、第2シートガイド74は、このエアシリンダ装置72の非作動時に横フレーム70に近い位置となり、作動時に横フレーム70から最も離れた位置となる。このため、第2シートガイド74は、エアシリンダ装置72により、昇降フレーム24の昇降のみでは対応できない下方位置及び上方位置に移動することができ、昇降フレーム24の昇降動作に対し補足的に昇降動作できるようになっている。
また、同様に、図4に示すように、第2シートガイド74の上方部分に、パレット22のシート供給方向上流側に積層されるシート積層体(次オーダのシートの積層体)のシート積上高さ(最も上にあるシートの高さ)を検知するための第2積高レベルセンサ79が取り付けられている。
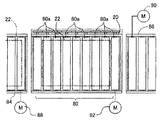
これらの図5及び図6に示すように、支持テーブル20には、支持テーブル用コンベア80が組み込まれており、パレット22がこのコンベア80の搬送面上に載置されるようになっている。コンベア80は、幅方向に並んで配置された複数のローラ80aを有するローラコンベアを備え、これらのローラ80aの少なくとも一部が支持テーブル用コンベア駆動モータ82により回転駆動されて、パレット22及びシートの積層体Pを、シート供給方向と直交する横方向に移動させる。また、支持テーブル用コンベア80の両側には、空のパレット22を搬入する搬入コンベア84と、パレット22とシートの積層体Pとを搬出する搬出コンベア86が設けられ、これらが、それぞれ、搬入コンベア駆動モータ88及び搬出コンベア駆動モータ90により駆動されるようになっている。
図9に示すように、シートスタッカ装置1の制御装置100には、I/Oポート102と、このI/Oポート102に接続されたCPU104、ROM106、RAM108等を含む中央制御部110が設けられている。
ROM106には、シートスタッカ装置1の全体の制御を司るための制御プログラムが格納されており、RAM108はそのワークエリアとして機能する。また、上述した積高レベルセンサ78及び切離確認センサ92は、I/Oポート102に接続されている。
さらに、昇降フレーム駆動用主モータ26、シングリングコンベア駆動用補助モータ32、コンベア進退駆動用モータ46、ベルト駆動用モータ48、シートガイド移動用モータ64、支持テーブル用コンベア駆動モータ82、搬入コンベア駆動モータ88、搬出コンベア駆動モータ90は、それぞれ、モータドライバ111〜118を介してI/Oポート102に接続されている。
先ず、オーダ変更によりシート長が変更されても、同じパレット22上に、シート長の長さが異なるシートSをシート供給方向(前後方向)に並べて載置する場合、制御装置100が、上位生産管理装置12から、当該オーダーのシート長L1とシート枚数、次オーダーのシート長L2とシート枚数の情報を取得する。
先ず、当該オーダのシート長L1のシートと、次オーダのシート長L2のシートを同じパレット22上にシート供給方向に並べて積層する場合、第1シートガイド60により当該オーダのシート長L1のシートをガイドして積層し、また、第2シートガイド74により次オーダのシート長L2のシートをガイドして積層するようにしているので、次オーダのシートが当該オーダのシートの荷姿に影響を受けることがなく、正確にシートを積層することができる。さらに、次オーダのシートが当該オーダのシートに当接しないので、次オーダのシートが当該オーダのシートに当接して折れ曲がったり、傷付くことも無く、製品品質が向上する。
第2実施形態のシートスタッカ装置は、第1実施形態における第1シートガイドと第2シートガイドを兼用した単一のシートガイド130を備えており、このシートガイド130が昇降フレームに取り付けられ、昇降フレームと共に昇降するようになっている。また、このシートガイド130は、昇降フレーム上をシート供給方向に沿って移動可能であり且つエアシリンダ装置を用いてそれ自体でも昇降可能となっている。
先ず、オーダ変更によりシート長が変更されても、同じパレット22上に、シート長の長さが異なるシートSをシート供給方向に並べて載置する場合、制御装置100が、上位生産管理装置120から、当該オーダーのシート長L1とシート枚数、次オーダーのシート長L2とシート枚数の情報を取得する。
先ず、第1実施形態と同様に、当該オーダのシート長L1のシートと、次オーダのシート長L2のシートを同じパレット22上にシート供給方向に並べて積層する場合、シートガイド130により当該オーダのシート長L1のシートをガイドして積層し、次ぎに、同じシートガイド130により次オーダのシート長L2のシートをガイドして積層するようにしているので、次オーダのシートが当該オーダのシートの荷姿に影響を受けることがなく、正確にシートを積層することができる。さらに、次オーダのシートが当該オーダのシートに当接しないので、次オーダのシートが当該オーダのシートに当接して折れ曲がったり、傷付くことも無く、製品品質が向上する。
8 シングリングコンベア
12 シート供給コンベア
18 シートスタッカ
19 フレーム
20 支持テーブル
22 パレット
22a パレットの中央位置
24 昇降フレーム
26 昇降フレーム駆動用主モータ
32 シングリングコンベア駆動用補助モータ
40 ベルト
41,42,43,44,45 ロール
46 コンベア進退駆動用モータ
48 ベルト駆動用モータ
60 第1シートガイド
62 スライド部材
64 シートガイド移動用モータ
66 ピニオン
68 ラック
70 横フレーム
72 エアシリンダ
74 第2シートガイド
76 支持部材
78 第1積高レベルセンサ
79 第2積高レベルセンサ
100 制御装置
110 中央制御部
120 上位生産管理装置
Claims (7)
- 上方から供給されるシートを積層してシート積層体とするシートスタッカ装置であって、
シート積層体を支持するパレットを載せるための支持テーブルと、
上記パレット上にシートを供給すると共にその前端部がシートの供給方向に沿って進退可能で且つシートの積層高さに沿って上下方向に昇降可能なシート供給コンベアと、
上記パレットのシート供給方向に移動可能であり且つ上下方向に昇降可能な第1シートガイドと、
上記パレットのシート供給方向に沿った中央位置に固定配置されると共に上下方向に昇降可能な第2シートガイドと、
上記シートが異なるシート長のものにオーダー変更される際に、上記第1シートガイドを上記パレットの中央位置から第2シートガイドのシート供給方向厚みの1/2に当該オーダのシート長L1を加えた距離だけシート供給方向下流側の位置に位置決めして下降させ、次に、当該オーダのシートをパレット上に積み上げた後、第2シートガイドを下降させ、次に、次オーダのシート長L2のシートをパレット上に積み上げた後に上記第1シートガイド及び第2シートガイドを上方に退避させるように第1シートガイド及び第2シートガイドを制御する制御手段と、
を有することを特徴とするシートスタッカ装置。 - 更に、上記第1シートガイド及び第2シートガイドを昇降させる昇降フレームを有している請求項1に記載のシートスタッカ装置。
- 上記第1シートガイドは、上記パレットのシート供給方向に沿った中央位置から下流端までの範囲内を移動可能である請求項1又は請求項2に記載のシートスタッカ装置。
- 上記第2シートガイドは、上記昇降フレームに取り付けられたエアシリンダ装置により昇降されるようになっている請求項1乃至3の何れか1項に記載のシートスタッカ装置。
- 上方から供給されるシートを積層してシート積層体とするシートスタッカ装置であって、
シート積層体を支持するパレットを載せるための支持テーブルと、
上記パレット上にシートを供給すると共にその前端部がシートの供給方向に沿って進退可能で且つシートの積層高さに沿って上下方向に昇降可能なシート供給コンベアと、
上記パレットのシート供給方向に移動可能であり且つ上下方向に昇降可能なシートガイドと、
上記シートが異なるシート長のものにオーダー変更される際に、上記シートガイドを上記パレットの中央位置からシートガイドのシート供給方向厚みの1/2に当該オーダのシート長L1を加えた距離だけシート供給方向下流側の位置に位置決めして下降させ、次に、当該オーダのシートをパレット上に積み上げた後、上記シートガイドを上昇させこの状態で上記パレットの中央位置まで移動させ、次に、この位置で上記シートガイドを下降させ、次に、次オーダのシート長L2のシートをパレット上に積み上げた後に上記シートガイドを上方に退避させるようにシートガイドを制御する制御手段と、
を有することを特徴とするシートスタッカ装置。 - 更に、上記シートガイドを昇降させる昇降フレームを有している請求項5に記載のシートスタッカ装置。
- 上記シートガイドは、上記昇降フレームに取り付けられたエアシリンダにより昇降されるようになっている請求項5又は請求項6に記載のシートスタッカ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209376A JP5234264B2 (ja) | 2008-08-15 | 2008-08-15 | シートスタッカ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209376A JP5234264B2 (ja) | 2008-08-15 | 2008-08-15 | シートスタッカ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010042920A true JP2010042920A (ja) | 2010-02-25 |
| JP5234264B2 JP5234264B2 (ja) | 2013-07-10 |
Family
ID=42014639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008209376A Active JP5234264B2 (ja) | 2008-08-15 | 2008-08-15 | シートスタッカ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5234264B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11165940A (ja) * | 1997-11-26 | 1999-06-22 | Martin Family Trust | 給送中断のないシートスタッカー |
-
2008
- 2008-08-15 JP JP2008209376A patent/JP5234264B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11165940A (ja) * | 1997-11-26 | 1999-06-22 | Martin Family Trust | 給送中断のないシートスタッカー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5234264B2 (ja) | 2013-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102097106B1 (ko) | 포장박스의 인쇄 및 절단장치 | |
| JP6116218B2 (ja) | 段ボールシート製函機のシート分離装置、および、シート分離機能を備える段ボールシート製函機 | |
| TWI571421B (zh) | Automatic stacking machine and automatic stacking method | |
| TWI568574B (zh) | Adjustment device and counting discharge device and box machine | |
| KR101674650B1 (ko) | 변압기용 코어 자동적층장치 | |
| CN107628467A (zh) | 自动叠料机及自动叠料方法 | |
| JP5234264B2 (ja) | シートスタッカ装置 | |
| JP5791483B2 (ja) | 段ボールシートのバッチ分割装置、およびバッチ分割機能を備えたカウンタエジェクタ | |
| JP4541003B2 (ja) | 下敷パネルの供給装置 | |
| JP5889151B2 (ja) | シート山の積重ね搬送装置 | |
| JPH04350060A (ja) | 板状シートの積層方法および装置 | |
| KR100862795B1 (ko) | 판재의 연속공급장치 | |
| CN107601131B (zh) | 一种蓄纸输纸装置的蓄纸输纸方法 | |
| JP5733790B2 (ja) | シート状部材搬送装置 | |
| CN211894972U (zh) | 自动旋转输送台 | |
| JP4463086B2 (ja) | シートスタッカ | |
| KR102067134B1 (ko) | 포장용지의 사전 급지장치 | |
| JP2590032B2 (ja) | シート積載方法並びにその装置 | |
| JP3621828B2 (ja) | 段ボールシートの積重装置 | |
| JP5120869B2 (ja) | 段積み装置 | |
| KR100553352B1 (ko) | 인쇄기용 골판지 공급장치 | |
| KR100990894B1 (ko) | 판지 이송방법 | |
| US8353503B2 (en) | Edge alignment control apparatus for sheet material | |
| JPH0638817Y2 (ja) | シートパレタイザ | |
| JP3612482B2 (ja) | 段ボール製造機における段ボールシートの切り離し方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110812 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130312 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5234264 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |