JP2010038759A - 表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 - Google Patents
表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 Download PDFInfo
- Publication number
- JP2010038759A JP2010038759A JP2008202992A JP2008202992A JP2010038759A JP 2010038759 A JP2010038759 A JP 2010038759A JP 2008202992 A JP2008202992 A JP 2008202992A JP 2008202992 A JP2008202992 A JP 2008202992A JP 2010038759 A JP2010038759 A JP 2010038759A
- Authority
- JP
- Japan
- Prior art keywords
- surface defect
- color difference
- pixels
- inspection
- inspected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【解決手段】被検査面に照明を投光し、被検査面を撮像することにより該被検査面の表面欠陥を検査する方法であって、撮像により得られた画像を縦横に並列される複数の画素に分割し、全ての画素のそれぞれについて色差を算出することにより表面欠陥の検出するものであり、色差は、対象画素を含む領域の明度、及び該対象画素から所定距離離隔した領域の明度からのみ算出される色差であることを特徴とする。
【選択図】図1
Description
また、同時にスジムラと正常部との濃淡によっても分類され、形状及び濃淡の組み合わせにより判断がされる。すなわちスジムラの有害度の観点からみると、例え大ムラであっても濃淡の程度が小さければ有害度は低くなり、小ムラであっても濃淡の程度が大きければ有害度は高くなる。目視検査ではこれらの事項を検査者が総合的に判断して検査が行われており、装置による検査も当該検査者の目視による検査結果に沿った結果を得ることができなければならない。
一方、スジムラは該スジムラの面積占有率が非常に高く、スジムラを突発信号として検出することが不可能である。また、スジムラは正常部の輝度と同範囲の明るさを持って変化しており、正常部との識別がより一層困難である。
本発明は、このように従来では検査することができないような表面欠陥であっても、目視による検査結果に近い結果を得ることができる。
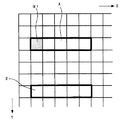
撮像により得られた画像は、画素に分割されて演算処理に供される。図2にスジムラの検出方法を説明するための図を示した。図2では矢印Xが鋼板1の圧延方向、矢印Yが鋼板1の幅方向を示している。スジムラの検出は、得られた画像に含まれる全画素について所定の演算をすることによりおこなわれる。各画素に対して行われる演算は次の通りである。ここでは図2に示した画素α1を例として説明する。

次に「スジムラの有害度の決定」について説明する。スジムラの有害度は、上記したように検査者の目視による総合判断によって決められ、例えば1.0〜4.0までを0.5刻みでする6段階で評価した結果で付される値である。当該有害度は単なるスジムラの有無だけに留まらず、その大きさ、濃淡、数等によっても評価が異なる。本発明はこのような有害度も目視による検査結果と同様の結果を得ることが可能である。
(2)1つの供試鋼板について上記スジムラの検出で示したように、各画素の色差を算出する。
(3)所定の色差以上の画素を抽出するため、抽出すべき色差の閾値(色差閾値)を決める。
(4)色差閾値以上である画素を抽出するとともに、抽出した画素における色差のn乗和である下記(式10)を算出する(はじめはn=1。)。
(5)他の供試鋼板についても(2)〜(4)を繰り返して各供試鋼板について色差の和を求める。
(6)上記(5)の各供試鋼板における色差の和と目視による有害度との間に、有害度全範囲に関して適切に相関関係を得ることができるかについて判断する。
(7)有害度全範囲又は一部の範囲で相関関係が得られない場合には、当該相関関係が得られない全範囲又は一部の範囲について色差閾値を変更して(4)〜(6)を繰り返す。
(8)上記(7)によっても有害度全範囲について適切に相関関係を得ることができないときには、(式10)のnをn=2として(4)〜(6)を繰り返す。
(9)さらにn=2によっても有害度全範囲について適切に相関関係を得ることができないときには式10のn=3、4、…と順次nの値を変更して(4)〜(6)を繰り返す。
色差2乗和が105より大きい場合には、色差5.0以上である画素(図4(b)の太線内。)を抽出し、抽出された画素に関して、n=2とした式10から色差の2乗和を算出する。そして図3(b)から有害度を決定する。
次に「スジムラの弁別」について説明する。スジムラの弁別は、スジムラを形態の観点から弁別する。すなわち「長スジ」、「短スジ」、「大ムラ」、及び「小ムラ」を得られた画像から分類することにより弁別をすることができる。具体的には、上記したスジムラの検出や、スジムラの有害度の決定の際に算出した色差を用い、これを所定の色差を閾値として2値化する。そして得られた2値化画像から、各スジムラの長さ(圧延方向長さ)及び面積を得る。詳しくは、スジムラの長手方向の画素数を得ることによりスジムラ長さを、スジムラに含まれる画素の総数によりスジムラ面積をそれぞれ算出する。そして検出したスジムラの最大面積と最大長さを特徴量として弁別する。
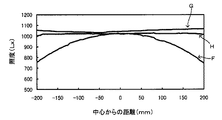
照明手段11は、鋼板1の表面を照明する手段で、これにより鋼板1を適切に撮像することができる。適切に鋼板1を照明することができれば照明の種類は特に限定されるものではないが、鋼板1が照明される範囲で照度ができるだけ一定であることが好ましい。これには例えばラインLEDを用いることができる。図7は高周波蛍光灯、伝送ライト、及びラインLEDを用いて対象面を照明した時における鋼板の位置と照度との関係を示したグラフである。横軸は対象面の中央を0mmとして左右方向それぞれの距離(±200mm)を表し、縦軸はその位置における照度(Lx)である。図7にFで示したグラフは高周波蛍光灯、Gで示したグラフは伝送ライト、及びHで示したグラフはラインLEDをそれぞれ示している。
例えば、演算処理手段13には、撮像手段からのデータを受け入れる入力ポート、予め決められた演算式や条件式等が格納されたROM、各種データの一時的な格納や演算をするための領域として設けられるRAM、及び演算結果を出力する出力ポート等が備えられる。
10 表面欠陥検査装置
11 照明手段
12 撮像手段
13 演算処理装置
Claims (10)
- 被検査面に照明を投光し、前記被検査面を撮像することにより該被検査面の表面欠陥を検査する方法であって、
前記撮像により得られた画像を縦横に並列される複数の画素に分割し、
全ての前記画素のそれぞれについて色差を算出することにより表面欠陥の検出するものであり、
前記色差は、対象画素を含む領域の明度、及び該対象画素から所定距離離隔した領域の明度のみから算出される色差であることを特徴とする表面欠陥の検査方法。 - 前記所定距離が1.10mm〜2.92mmであることを特徴とする請求項1に記載の表面欠陥の検査方法。
- 所定の色差以上を有する前記画素を抽出し、前記抽出された画素の色差のn乗和を算出し、該n乗和の大きさと目視検査により得られる表面欠陥の有害度との相関関係に基づいて表面欠陥の有害度を自動的に決定することを特徴とする請求項1又は2に記載の表面欠陥の検査方法。
- 前記色差から選択される1つの色差を閾値として2値化した画像により表面欠陥の形状を得て、前記表面欠陥の種類の弁別をすることを特徴とする請求項1〜3のいずれか一項に記載の表面欠陥の検査方法。
- 鋼板を製造する方法であって、
請求項1〜4のいずれか一項に記載の表面欠陥の検査方法により鋼板表面を検査する検査工程を含み、
前記検査工程は、前記鋼板表面に照明を投光して撮像し、前記撮像により得られた画像を縦横に並列される複数の画素に分割するとともに、全ての前記画素のそれぞれについて明度のみから色差を算出する工程を有することを特徴とする鋼板の製造方法。 - 表面欠陥を検査する表面欠陥検査装置であって、
被検査面を照明する照明手段と、
前記照明手段により照らし出された被検査面を撮像し、得られた画像を縦横に並列される複数の画素に分割する撮像手段と、
全ての前記画素について色差を算出する演算処理手段と、を備え、
前記演算処理手段では、対象画素を含む領域の明度、及び該対象画素から所定距離離隔した領域の明度のみから色差を算出することを特徴とする表面欠陥検査装置。 - 前記所定距離が1.10mm〜2.92mmであることを特徴とする請求項6に記載の表面欠陥検査装置。
- 前記演算処理手段は、所定の色差以上を有する画素を抽出し、抽出された画素の色差のn乗和を算出し、該n乗和の大きさと、目視検査により得られる表面欠陥の有害度との間の相関関係に基づいて、表面欠陥の有害度を自動的に決定して出力することを特徴とする請求項6又は7に記載の表面欠陥検査装置。
- 前記演算処理手段は、前記色差から選択される1つの色差を閾値として2値化した画像により表面欠陥の形状を得て、前記表面欠陥の種類の弁別をして出力することを特徴とする請求項6〜8のいずれか一項に記載の表面欠陥検査装置。
- 鋼板の製造装置であって、
請求項6〜9のいずれか一項に記載の表面欠陥検査装置を備え、前記被検査面が鋼板の表面であることを特徴とする鋼板の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008202992A JP5181912B2 (ja) | 2008-08-06 | 2008-08-06 | 表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008202992A JP5181912B2 (ja) | 2008-08-06 | 2008-08-06 | 表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010038759A true JP2010038759A (ja) | 2010-02-18 |
| JP5181912B2 JP5181912B2 (ja) | 2013-04-10 |
Family
ID=42011464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008202992A Expired - Fee Related JP5181912B2 (ja) | 2008-08-06 | 2008-08-06 | 表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5181912B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012117907A (ja) * | 2010-11-30 | 2012-06-21 | Ricoh Elemex Corp | マハラノビス基準空間の生成方法及び検査装置 |
| CN102621147A (zh) * | 2012-03-09 | 2012-08-01 | 武汉钢铁工程技术集团有限责任公司 | 钢板表面色差缺陷检测装置 |
| KR101271795B1 (ko) * | 2011-08-10 | 2013-06-07 | 주식회사 포스코 | 주편 하면 검사 시스템 및 검사 방법 |
| JP7033241B1 (ja) * | 2021-07-01 | 2022-03-09 | Primetals Technologies Japan株式会社 | 異常検出装置および異常検出方法 |
| RU2810913C1 (ru) * | 2020-01-20 | 2023-12-29 | ДжФЕ СТИЛ КОРПОРЕЙШН | Устройство для контроля поверхности, способ контроля поверхности, способ изготовления стального материала, способ сортировки стального материала, производственное оборудование для изготовления стального материала |
| US12405224B2 (en) | 2020-01-20 | 2025-09-02 | Jfe Steel Corporation | Surface inspection device, surface inspection method, method of manufacturing steel material, method of managing quality of steel material, and manufacturing facility for steel material |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09133639A (ja) * | 1995-11-13 | 1997-05-20 | Kawasaki Steel Corp | 表面欠陥検査方法 |
| JP2004257826A (ja) * | 2003-02-25 | 2004-09-16 | Matsushita Electric Works Ltd | カラー画像を用いた外観検査方法及び外観検査装置 |
| JP2005043174A (ja) * | 2003-07-28 | 2005-02-17 | Nidec Tosok Corp | 色むら検査装置 |
-
2008
- 2008-08-06 JP JP2008202992A patent/JP5181912B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09133639A (ja) * | 1995-11-13 | 1997-05-20 | Kawasaki Steel Corp | 表面欠陥検査方法 |
| JP2004257826A (ja) * | 2003-02-25 | 2004-09-16 | Matsushita Electric Works Ltd | カラー画像を用いた外観検査方法及び外観検査装置 |
| JP2005043174A (ja) * | 2003-07-28 | 2005-02-17 | Nidec Tosok Corp | 色むら検査装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012117907A (ja) * | 2010-11-30 | 2012-06-21 | Ricoh Elemex Corp | マハラノビス基準空間の生成方法及び検査装置 |
| KR101271795B1 (ko) * | 2011-08-10 | 2013-06-07 | 주식회사 포스코 | 주편 하면 검사 시스템 및 검사 방법 |
| CN102621147A (zh) * | 2012-03-09 | 2012-08-01 | 武汉钢铁工程技术集团有限责任公司 | 钢板表面色差缺陷检测装置 |
| RU2810913C1 (ru) * | 2020-01-20 | 2023-12-29 | ДжФЕ СТИЛ КОРПОРЕЙШН | Устройство для контроля поверхности, способ контроля поверхности, способ изготовления стального материала, способ сортировки стального материала, производственное оборудование для изготовления стального материала |
| US12405224B2 (en) | 2020-01-20 | 2025-09-02 | Jfe Steel Corporation | Surface inspection device, surface inspection method, method of manufacturing steel material, method of managing quality of steel material, and manufacturing facility for steel material |
| JP7033241B1 (ja) * | 2021-07-01 | 2022-03-09 | Primetals Technologies Japan株式会社 | 異常検出装置および異常検出方法 |
| WO2023276102A1 (ja) * | 2021-07-01 | 2023-01-05 | Primetals Technologies Japan 株式会社 | 異常検出装置および異常検出方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5181912B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6447637B2 (ja) | 表面欠陥検出装置、表面欠陥検出方法、及び鋼材の製造方法 | |
| JP6394514B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| EP3311144B1 (en) | Colour measurement of gemstones | |
| KR101867256B1 (ko) | 강판의 표면 결함 검사 장치 및 표면 결함 검사 방법 | |
| US6950545B1 (en) | Nondestructive inspection method and apparatus | |
| US6975391B1 (en) | Method and apparatus for non-destructive testing | |
| US20070286471A1 (en) | Auto Distinction System And Auto Distinction Method | |
| JP5181912B2 (ja) | 表面欠陥の検査方法、表面欠陥検査装置、鋼板の製造方法、及び鋼板の製造装置 | |
| KR20180019734A (ko) | 표면 결함 검출 장치 및 표면 결함 검출 방법 | |
| JP2013213733A (ja) | 検査対象物の検査装置およびその検査方法 | |
| JP6387909B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| JP4739044B2 (ja) | 外観検査装置 | |
| JP2021067588A (ja) | 被検査体の表面検査装置および被検査体の表面検査方法 | |
| JP4094399B2 (ja) | 鋼板の疵検査方法およびその装置 | |
| JP6035124B2 (ja) | 欠陥検査装置、及び欠陥検査方法 | |
| KR101224477B1 (ko) | 고분자 및 코팅 소재의 스크래치 표면 손상 정량화 방법 | |
| JP2009216485A (ja) | 微小物体の形状不良判定検査装置 | |
| KR101713001B1 (ko) | 이미지 처리를 통한 금속패널 결함탐지장치 및 그 방법 | |
| TWI493177B (zh) | 一種檢測具週期性結構光學薄膜的瑕疵檢測方法及其檢測裝置 | |
| JP4403036B2 (ja) | 疵検出方法及び装置 | |
| JP7411155B2 (ja) | 色ムラ検査装置および色ムラ検査方法 | |
| JPS6142221B2 (ja) | ||
| JP2015025703A (ja) | 評価方法及び評価装置 | |
| JP2012122964A (ja) | 表面欠陥検知方法 | |
| JP6509146B2 (ja) | 検査装置および検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100830 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20101101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121231 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5181912 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |