JP2010036171A - 接着剤塗布方法および接着剤塗布装置 - Google Patents
接着剤塗布方法および接着剤塗布装置 Download PDFInfo
- Publication number
- JP2010036171A JP2010036171A JP2008205493A JP2008205493A JP2010036171A JP 2010036171 A JP2010036171 A JP 2010036171A JP 2008205493 A JP2008205493 A JP 2008205493A JP 2008205493 A JP2008205493 A JP 2008205493A JP 2010036171 A JP2010036171 A JP 2010036171A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- surface plate
- coating
- base material
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【解決手段】接着剤塗布装置10は、基材13が配置される定盤11と、基材13に対して接着剤30を塗布する塗布機構15とを備えている。この場合、塗布機構15は、定盤11の上方に設けられ、基材13の幅方向に延びるよう配置されている。また定盤11には、基材13上に塗布された接着剤30を固化させる冷却機構12が設けられている。冷却機構12は、定盤11の内部に形成された、冷媒(図示せず)が循環する冷媒流路12aと、ホース12bを介して定盤11内の冷媒流路12aに冷媒を循環させる冷媒循環装置12cとを有する。冷媒としては、例えば水や油が用いられる。また、冷媒循環装置12cから送られてくる冷媒の温度および流速は、制御装置50により制御されており、これにより、基材13上に塗布された接着剤30を冷却する速度を制御することができる。
【選択図】図1
Description
また、本発明によれば、基材が配置された定盤に冷却機構が設けられている。このため、塗布機構により基材上に接着剤が塗布された後、接着剤が定盤の冷却機構により冷却される。これによって、基材上に接着剤が塗布された直後に、接着剤を固化させることができる。
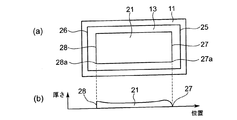
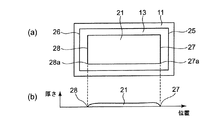
以下、図面を参照して、本発明の第1の実施の形態について説明する。ここで、図1乃至図4は、本発明の第1の実施の形態における接着剤塗布方法および接着剤塗布装置を示す図である。このうち図1は、本発明の第1の実施の形態における接着剤塗布装置を示す図であり、図2は、本発明の第1の実施の形態において、基材上に形成された接着剤層を示す図である。図3は、本発明の第1の実施の形態における接着剤塗布方法を示す図であり、図4は、本発明の第1の実施の形態において、基材上に形成された接着剤層の厚さを示す図である。また、図5は、接着剤層が形成された基材を有する非接触ICカードを示す図である。加えて、図6は、本発明の第1の実施の形態における接着剤塗布方法を用いない場合の接着剤塗布方法を示す図であり、図7は、本発明の第1の実施の形態における接着剤塗布方法を用いない場合に、基材上に形成された接着剤層の厚さを示す図である。
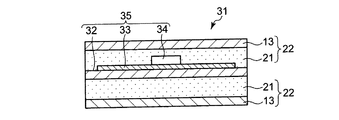
まず図5により、非接触ICカードについて説明する。ここで、非接触ICカードは、リーダ・ライタ等の外部装置と非接触で通信することができるものである。
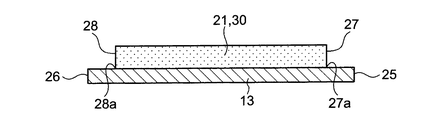
さらに、接着剤層21は、ICチップ34の厚さよりも厚く形成されている。また、接着剤層21は所定の弾性を有しており、このため、非接触ICカード31のうちICチップ34が配置されている部分が他の部分と比べて凸状に突出することはなく、非接触ICカード31の表面を平坦にすることができる。
次に、図1により、接着剤塗布装置10について説明する。接着剤塗布装置10は、基材13が配置される定盤11と、基材13に対して接着剤30を塗布する塗布機構15とを備えている。この場合、塗布機構15は、定盤11の上方に設けられ、基材13の幅方向に延びるよう配置されている。また定盤11には、基材13上に塗布された接着剤30を固化させる冷却機構12が設けられている。
図1(a)(b)に示すように、冷却機構12は、定盤11の内部に形成された、冷媒(図示せず)が循環する冷媒流路12aと、ホース12bを介して定盤11内の冷媒流路12aに冷媒を循環させる冷媒循環装置12cとを有する。冷媒としては、例えば水や油が用いられる。また、冷媒循環装置12cから送られてくる冷媒の温度および流速は、制御装置50により制御されており、これにより、基材13上に塗布された接着剤30を冷却する速度を制御することができる。
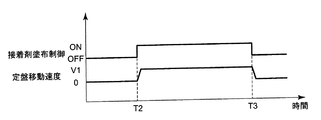
制御装置50により各接着剤供給機構16の内部に設けられている弁が開かれると、接着剤30が各接着剤供給機構16を介して塗布ダイヘッド17に供給され、供給された接着剤30は、開口部17aから基材13上に吐出される。このとき、基材13が配置された定盤11が、塗布機構15に対して、後述するように塗布機構15の配置方向に直交する方向に移動されることにより、接着剤30が基材13上に均一に塗布される。
次に、図1乃至図4により、接着剤の塗布方法について説明する。
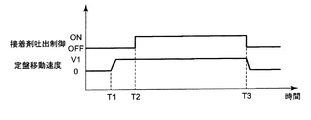
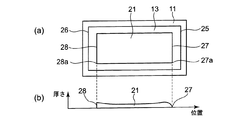
これに対して本実施の形態によれば、上述のように、基材13上に接着剤30が塗布される場合、塗布機構15に対して予め定盤11を移動させて、その後、基材13のうち接着剤層21の始端27に対応する塗布領域始端27aが塗布機構15に達した際、塗布機構15により接着剤30の塗布が開始される。このため、接着剤層21の始端27において、接着剤層21の厚さが他の部分と比べて厚くなることはない。このことにより、基材13上に、厚みの均一な接着剤層21を形成することができる。
次に、図8および図9を参照して、本発明の第2の実施の形態について説明する。ここで、図8は、本発明の第2の実施の形態における接着剤塗布方法を示す図であり、図9は、本発明の第2の実施の形態において、基材上に形成された接着剤層の厚さを示す図である。
次に、図10および図11を参照して、本発明の第3の実施の形態について説明する。ここで、図10は、本発明の第3の実施の形態における接着剤塗布方法を示す図であり、図11は、本発明の第3の実施の形態において、基材上に形成された接着剤層の厚さを示す図である。
11 定盤
12 冷却機構
12a 冷媒循環装置
12b ホース
12c 冷媒流路
13 基材
14a 搬送台
14b レール
14c ピストンロッド
15 塗布機構
16 接着剤供給機構
17 塗布ダイヘッド
17a 塗布ダイヘッドの開口部
18 接着剤タンク
19 ホース
21 接着剤層
22 基板
25 基材の前端
26 基材の後端
27 始端
27a 塗布領域始端
28 終端
28b 塗布領域終端
30 接着剤
31 非接触ICカード
32 インレット用基材
33 アンテナ
34 ICチップ
35 インレットシート
50 制御装置
Claims (8)
- 冷却機構が設けられている定盤上に基材を配置する工程と、
基材が配置された定盤を、基材の幅方向に延びるよう配置された塗布機構に対して塗布機構の配置方向に直交する方向に相対移動させて、塗布機構により基材上に接着剤を塗布する工程と、
基材上に塗布された接着剤が固化されるよう、接着剤を定盤の冷却機構により冷却する工程と、を備えたことを特徴とする接着剤塗布方法。 - 塗布機構により基材上に接着剤を塗布する工程は、塗布機構に対して予め定盤を相対移動させておき、基材の塗布領域始端が塗布機構に達した際、塗布機構により接着剤の塗布を開始する工程を有することを特徴とする請求項1に記載の接着剤塗布方法。
- 塗布機構により基材上に接着剤を塗布する工程は、基材の塗布領域終端が塗布機構に達した際、塗布機構による塗布を停止する工程と、その後も塗布機構に対して定盤の相対移動を続ける工程とを有することを特徴とする請求項1または請求項2のいずれかに記載の接着剤塗布方法。
- 基材が配置される定盤と、
定盤上方に設けられ、基材の幅方向に延びるよう配置され、基材に接着剤を塗布する塗布機構と、
定盤に設けられ、基材上に塗布された接着剤を固化させる冷却機構と、を備え、
定盤は、塗布機構に対して塗布機構の配置方向に直交する方向に相対移動可能となることを特徴とする接着剤塗布装置。 - 冷却機構は、冷媒による冷却機構であることを特徴とする請求項4に記載の接着剤塗布装置。
- 冷却機構は、空冷による冷却機構であることを特徴とする請求項4に記載の接着剤塗布装置。
- 冷却機構は、冷却する際の冷却速度を制御可能であることを特徴とする請求項4乃至請求項6のいずれかに記載の接着剤塗布装置。
- 接着剤は、湿気硬化性ウレタン樹脂からなることを特徴とする請求項4乃至請求項7のいずれかに記載の接着剤塗布装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205493A JP5196308B2 (ja) | 2008-08-08 | 2008-08-08 | 接着剤塗布方法および接着剤塗布装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205493A JP5196308B2 (ja) | 2008-08-08 | 2008-08-08 | 接着剤塗布方法および接着剤塗布装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036171A true JP2010036171A (ja) | 2010-02-18 |
| JP5196308B2 JP5196308B2 (ja) | 2013-05-15 |
Family
ID=42009258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205493A Expired - Fee Related JP5196308B2 (ja) | 2008-08-08 | 2008-08-08 | 接着剤塗布方法および接着剤塗布装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5196308B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101755415B1 (ko) * | 2017-01-03 | 2017-07-10 | (주)원텍 | 구리스 도포장치 및 그 방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59115437U (ja) * | 1983-01-20 | 1984-08-04 | みのる産業株式会社 | 家庭用循環式石抜精米機 |
| JPS59115467U (ja) * | 1983-11-22 | 1984-08-04 | 花王株式会社 | コ−テイング装置 |
| JPH04141271A (ja) * | 1990-09-28 | 1992-05-14 | Kanebo Nsc Ltd | ホットメルト等の塗工装置 |
| JP2002086044A (ja) * | 2000-09-19 | 2002-03-26 | Toray Ind Inc | 塗布方法および塗布装置並びにディスプレイ用部材およびプラズマディスプレイの製造方法およびその製造装置 |
| JP2003236432A (ja) * | 2002-02-12 | 2003-08-26 | Konica Corp | 積層体製造方法、接着剤塗布方法及び積層体製造装置、接着剤塗布装置 |
| JP2005324385A (ja) * | 2004-05-13 | 2005-11-24 | Dainippon Printing Co Ltd | 本冷却装置および方法 |
| JP2008114225A (ja) * | 2006-11-01 | 2008-05-22 | Palo Alto Research Center Inc | 平坦化した縁表面をもつ押し出しヘッド |
-
2008
- 2008-08-08 JP JP2008205493A patent/JP5196308B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59115437U (ja) * | 1983-01-20 | 1984-08-04 | みのる産業株式会社 | 家庭用循環式石抜精米機 |
| JPS59115467U (ja) * | 1983-11-22 | 1984-08-04 | 花王株式会社 | コ−テイング装置 |
| JPH04141271A (ja) * | 1990-09-28 | 1992-05-14 | Kanebo Nsc Ltd | ホットメルト等の塗工装置 |
| JP2002086044A (ja) * | 2000-09-19 | 2002-03-26 | Toray Ind Inc | 塗布方法および塗布装置並びにディスプレイ用部材およびプラズマディスプレイの製造方法およびその製造装置 |
| JP2003236432A (ja) * | 2002-02-12 | 2003-08-26 | Konica Corp | 積層体製造方法、接着剤塗布方法及び積層体製造装置、接着剤塗布装置 |
| JP2005324385A (ja) * | 2004-05-13 | 2005-11-24 | Dainippon Printing Co Ltd | 本冷却装置および方法 |
| JP2008114225A (ja) * | 2006-11-01 | 2008-05-22 | Palo Alto Research Center Inc | 平坦化した縁表面をもつ押し出しヘッド |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101755415B1 (ko) * | 2017-01-03 | 2017-07-10 | (주)원텍 | 구리스 도포장치 및 그 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5196308B2 (ja) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080310938A1 (en) | Apparatus for Producing Ic Chip Package | |
| US10118373B2 (en) | Apparatus for manufacturing double-layer fabric for down products having pattern joining line formed by high-frequency bonding | |
| KR101309275B1 (ko) | 필름의 양면 코팅 디바이스 및 방법, 및 이를 구비한 필름의 양면 코팅 장치 | |
| US20130139949A1 (en) | Method for adhering works and work adhering apparatus | |
| JP5196308B2 (ja) | 接着剤塗布方法および接着剤塗布装置 | |
| JP2009298108A (ja) | インクジェット記録ヘッドの製造方法およびインクジェット記録ヘッド | |
| CN102227760A (zh) | Acf粘贴装置及显示装置的制造方法 | |
| JP2007129132A (ja) | 部品実装装置および部品実装方法 | |
| JP4664960B2 (ja) | ラベルシート作成装置 | |
| US8900657B2 (en) | Transferring medium manufacturing method and transferring medium | |
| JP2005064418A (ja) | 電子部品実装用装置の直動機構 | |
| KR100575559B1 (ko) | 커버레이 부착 시스템 | |
| JP4802548B2 (ja) | Icチップ実装体の製造装置 | |
| US20130258034A1 (en) | In-Mold Labeling | |
| JP2015157385A (ja) | 印刷装置および印刷方法 | |
| CN115214240A (zh) | 用于制造显示器的喷墨印刷机 | |
| KR102589497B1 (ko) | 균일한 프린트 헤드면 코팅 | |
| JP2013247326A (ja) | 積層装置及び絶縁層の形成方法 | |
| JP4101840B2 (ja) | カードの製造方法及びカード製造装置 | |
| KR101934239B1 (ko) | 광택용 박막 코팅 장치 | |
| US8562782B2 (en) | Method and device for interleaving a module or chip | |
| JP2010021356A (ja) | 噴流式はんだ付け装置並びに噴流式はんだ付け装置を備えたプリント基板製造システム | |
| US9498981B2 (en) | Printed material processing method, printed material processing apparatus, and image forming apparatus | |
| JP2008053284A (ja) | 樹脂塗布システム | |
| JP2006187983A (ja) | 長尺ラミネートシート及びラミネートシートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120629 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130124 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5196308 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |