JP2010023114A - T形鋼 - Google Patents
T形鋼 Download PDFInfo
- Publication number
- JP2010023114A JP2010023114A JP2009132974A JP2009132974A JP2010023114A JP 2010023114 A JP2010023114 A JP 2010023114A JP 2009132974 A JP2009132974 A JP 2009132974A JP 2009132974 A JP2009132974 A JP 2009132974A JP 2010023114 A JP2010023114 A JP 2010023114A
- Authority
- JP
- Japan
- Prior art keywords
- flange
- fillet
- roll
- web
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 149
- 239000010959 steel Substances 0.000 title claims abstract description 149
- 238000005098 hot rolling Methods 0.000 claims description 19
- 239000000463 material Substances 0.000 abstract description 43
- 238000003466 welding Methods 0.000 abstract description 18
- 238000005304 joining Methods 0.000 abstract description 5
- 238000005096 rolling process Methods 0.000 description 127
- 238000004519 manufacturing process Methods 0.000 description 19
- 239000010687 lubricating oil Substances 0.000 description 15
- 238000000034 method Methods 0.000 description 13
- 238000012545 processing Methods 0.000 description 10
- 239000000314 lubricant Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000000498 cooling water Substances 0.000 description 7
- 241000237509 Patinopecten sp. Species 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 235000020637 scallop Nutrition 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000011324 bead Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 239000010779 crude oil Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 230000008439 repair process Effects 0.000 description 3
- 239000013535 sea water Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000007730 finishing process Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/092—T-sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Abstract
【解決手段】ウェブ高さが150mm以上の溶接部を有しないT形鋼であって、ウェブとフランジとの結合部に形成されるフィレット部の形鋼幅方向での断面形状がウェブとフランジに接する円弧状であり、且つその円弧の半径が2〜10mmである。フィレット部の形状と大きさを最適化することにより、Tロンジ材として端部どうしを溶接接合する場合の作業能率を大幅に向上させることができる。
【選択図】図1
Description
特許文献1には、熱間圧延でH形鋼に成形した後に、ウェブ部を半裁(2分割)して製造されるT形鋼(以下、「カットT形鋼」という場合がある)をTロンジ材として使用することが示されている。
また、特許文献2,3には、熱間圧延して得られたT形鋼(以下、「圧延T形鋼」という場合がある)そのものをTロンジ材として使用することが示されている。
Tロンジ材は、船体の長手方向に沿った長尺部材として使用されることが多く、その場合、長さ10〜20m程度のTロンジ材(T形鋼)を長手方向で複数本溶接接合し、長尺の船体構造材(補強材)としている。このようなTロンジ材どうしの溶接接合部は、船体構造材という性質上、すべてに適正な強度を有することが求められる。しかしながら、本発明者らによる検討の結果、従来技術のカットT形鋼や圧延T形鋼を使用した場合、Tロンジ材どうしの溶接接合部に亀裂が発生・進展し、接合部の強度低下を招くという問題が発生する可能性があり、これを防ぐために溶接施工の作業能率が大幅に低下することが判明した。
Tロンジ材の端部どうしを溶接接合する場合、突き合わせ部を開先加工した上で溶接が行われるが、フランジとウェブの溶接線が交差することによる材質劣化および溶接欠陥発生を避ける目的で、フランジと接するウェブの一部を扇形状に切り抜くスカラップ加工が施される。図11にTロンジ材(T形鋼)の接合部の開先加工例を示す。同図において(イ)はTロンジ材の端部の側面図、(ロ)はTロンジ材の端部の正面図であり、破線で囲んだ部分がスカラップ加工部である。ここで、カットT形鋼や圧延T形鋼では、ウェブとフランジの結合部に断面円弧状のフィレット部(図11においてfiで示す円弧部)を有しており、上記スカラップ加工では、フランジ内面が平坦になるようにフィレット部を除去する必要がある。このフィレット部を除去した加工面の仕上げが不十分で凹凸がある粗い加工面となった場合に、上述したような問題、すなわち応力集中やひずみ集中などにより溶接接合部に亀裂が発生・進展し、接合部の強度が低下する問題を生じる可能性がある。
まず、カットT形鋼については、熱間圧延で得られたH形鋼(圧延H形鋼)のウェブ部を半裁(2分割)して製造されるため、圧延H形鋼相当のフィレット部を有している。圧延H形鋼のフィレット部のフィレットRの寸法は日本工業規格(JIS)に規格化されており、H形鋼のサイズが大きくなるほどフィレットRも大きくなる。一般に船体構造用のTロンジ材は、ウェブ高さが150mm以上であって且つウェブ高さがフランジ幅の2倍以上の寸法であることが多い。日本工業規格(JIS)ではウェブ高さ300mmの圧延H形鋼のフィレットRは13mmであるので、圧延H形鋼から得られるウェブ高さ150mm以上のTロンジ材用のカットT形鋼は、フィレットRが13mm以上である。
(b)ロールコーナー部でのロール摩耗が大きくなり、圧延を続けるにしたがってロールコーナーRが大きくなる上に、円弧形状が崩れて滑らかな単一半径の円弧が成形できなくなる。そのため、ロール交換を頻繁に行う必要が生じ、生産性が低下するとともに、製造コストが増加し、製品を低コストに大量生産することが困難となる。
(c)ロールコーナーRを小さくするほどロールコーナー部の温度が上昇しやすくなるため、熱によるロールの材質劣化や損傷が発生する。ロールコーナー部に亀裂や欠け落ちなどが発生した場合には、ロールの交換を余儀なくされ、生産性が低下する。
以上のような問題は、圧延回数が多く且つ圧下率が高い粗ユニバーサル圧延機において特に顕著である。このため水平ロールのロールコーナーRは、上記(a)〜(c)の問題を生じさせないような十分に大きい寸法に構成され、その結果、製造される圧延T形鋼のフィレットRの寸法も相当する大きさになる。
[1]ウェブ高さが150mm以上の溶接部を有しないT形鋼であって、ウェブとフランジとの結合部に形成されるフィレット部の形鋼幅方向での断面形状がウェブとフランジに接する円弧状であり、且つその円弧の半径r1が2〜10mmであることを特徴とするT形鋼。
[2]上記[1]のT形鋼において、ウェブ高さがフランジ幅の2倍以上であることを特徴とするT形鋼。
[3]上記[1]または[2]のT形鋼において、熱間圧延によりT形鋼に加工されたことを特徴とするT形鋼。
[5]上記[1]〜[4]のいずれかのT形鋼において、フランジ先端のコーナー部の形鋼幅方向での断面形状が円弧状であり、且つその円弧の半径が2mm以上であることを特徴とするT形鋼。
[6]上記[1]〜[5]のいずれかのT形鋼において、船体構造用T形鋼であることを特徴とするT形鋼。
さきに述べたように、Tロンジ材の端部どうしを溶接接合する場合、突き合わせ部を開先加工した上で溶接が行われるが、フランジとウェブの溶接線が交差することによる材質劣化および溶接欠陥発生を避ける目的で、フランジと接するウェブおよびフィレット部の一部を扇形状に切り抜くスカラップ加工が施される(図11参照)。フィレットRが10mmを超えると、フィレット部の体積と幅が大きくなるため、このスカラップ加工において、溶接接合部の強度低下を招くような仕上げ不良を生じさせないようにするために、仕上げ工程を含めたスカラップ加工の作業効率が低下してしまい、また、Tロンジ材を船殻に沿うように曲げ加工する際の曲げ加工性も低下する。
表1によれば、フィレットRが13mmの場合(従来のカットT形鋼の最小のフィレットR)に比べ、フィレットRを10mmまで小さくすると、フィレット部断面積は41%減少し、フィレット幅は17%減少することが判る。スカラップ加工において除去すべきフィレット部の断面積と幅がこの程度小さくなると、仕上げ工程を含めたスカラップ加工における作業の効率化に大きな効果がある。また、フィレットRを8mmまで小さくすると、フィレットRが13mmの場合に比べ、フィレット部断面積は62%、フィレット幅は28%減少し、さらにフィレットRを5mmまで小さくすると、同じくフィレット部断面積は85%、フィレット幅は44%減少し、より一層大きな効果が得られる。
通常、本発明のT形鋼を熱間圧延で製造するには、粗および仕上ユニバーサル圧延機を使用し、これらユニバーサル圧延機による圧延の際に、フィレット部は水平ロールのロールコーナー部で圧延、成形される。したがって、このロールコーナー部のロールコーナーRを小さくすれば、フィレットRを小さくできることになるが、さきに特許文献3に関して述べたように、単純にロールコーナーRを小さくしただけでは、(a)ロールコーナー部とフランジ内面との接触条件が厳しくなり、両者の間に焼き付きが発生することにより、フランジ内面に焼き付き疵が発生し、適正な品質の製品形鋼が製造できない、(b)ロールコーナー部でのロール摩耗が大きくなり、圧延を続けるにしたがってロールコーナーRが大きくなる上に、円弧形状が崩れて滑らかな単一半径の円弧が成形できなくなる、などの問題を生じるので、従来技術ではロールコーナーRを小さくできず、結果として、フィレットRも本発明のような小さい寸法にすることができなかった。
以上の理由から、本発明のT形鋼は、フィレットRの大きさを2〜10mmとする。
また、本発明のT形鋼は、塗装の健全性を確保するために、フランジ先端のコーナー部(フランジ先端内面側のコーナー部とフランジ先端外面側のコーナー部の計4箇所のコーナー部)の形鋼幅方向での断面形状が円弧状であり、且つその円弧半径r2,r3が2mm以上であることが好ましい。
この製造方法では、粗ユニバーサル圧延機および仕上ユニバーサル圧延機などを用いて、熱間圧延によりT形鋼を製造する。具体的には、例えば、粗造形圧延機などで得られたT形鋼片を、第1の粗ユニバーサル圧延機、エッジャ圧延機、第2の粗ユニバーサル圧延機、仕上ユニバーサル圧延機で順次圧延することにより、T形鋼を製造する。このような粗ユニバーサル圧延機および仕上ユニバーサル圧延機を用いた製造方法では、ユニバーサル圧延機の水平ロールのロールコーナー部でフィレット部fiが圧延、成形される。
以上のような製造方法により、フィレットRが小さい本発明のT形鋼を製造することができる。なお、本発明のT形鋼の製造方法は、上述した製造方法に限定されないことは言うまでもない。
以上述べたように本発明のT形鋼は、船体構造用として、なかでもTロンジ材として最適なものであるが、橋梁、建築等の分野において構造材等として使用することもできる。
表2に示されるのは、ウェブ高さAからフランジ厚t2を差し引いた長さ(ウェブ先端からフランジ内面までの長さ)と、フランジ幅Bからウェブ厚t1を差し引いた長さが一定である内法一定の製品であり、ウェブ厚t1とフランジ厚t2の変化に伴ってウェブ高さAとフランジ幅Bに数ミリの違いがある。このような内法一定の製品シリーズは、後述する図6に示す第2の粗ユニバーサル圧延機4において、ウェブ先端側の竪ロール42bと水平ロール41a,41bとの間隔を一定にして圧延することにより製造することができる。また、表3に示されるのは、ウェブ高さAとフランジ幅Bが一定である外法一定の製品であり、ウェブ厚t1とフランジ厚t2が変化してもウェブ高さAとフランジ幅Bは一定である。このような外法一定の製品シリーズは、後述する図6に示す第2の粗ユニバーサル圧延機4において、ウェブ先端側の竪ロール42bと水平ロール41a,41bとの間隔を被圧延材のウェブ高さが一定となるように調整して圧延することにより製造することができる。
表2に示す本発明のT形鋼の断面特性を、従来の不等辺不等厚山形鋼(NAB)と比較して図2に示す。船体構造では、形鋼は主に厚板を補強するために使用され、船体設計に当たっては、形鋼と同じ応力が働く厚板部分についても、形鋼の一部として考えられる。したがって、形鋼の断面性能を考える上では、ある幅の板を接合した断面係数が重要となるため、ここでは610mm幅×15mm厚の板付き断面係数を指標として用いた。なお、板付き断面係数とは、T形鋼のフランジ外面に所定面積の板を接合した場合の断面において、図心軸に関する断面二次モーメントを算出し、その値を当該図心軸から断面の最も遠い点までの距離で割った値である。
図2に示すように、ウェブ高さAが300mm、フランジ幅Bが125mmのT形鋼の板付き断面係数は、不等辺不等厚山形鋼の300mm×90mm、350mm×100mm、400mm×100mmに近い性能が得られ、T形鋼300mm×125mmの1シリーズで、不等辺不等厚山形鋼の300mm×90mm、350mm×100mm、400mm×100mmの3シリーズをカバーできることが判る。
図3に示す圧延設備を用いて、厚さ250mm、幅310mmの長方形断面を有するブルームから、ウェブ高さ300mm、フランジ幅100mm、ウェブ厚9mm、フランジ厚16mmを目標寸法とするT形鋼を圧延した。このT形鋼では、フィレット部の円弧半径r1(フィレットR)を8mmとした。
図3において、1は粗造形圧延機、2は第1の粗ユニバーサル圧延機、3はエッジャ圧延機、4は第2の粗ユニバーサル圧延機、5は仕上ユニバーサル圧延機である。
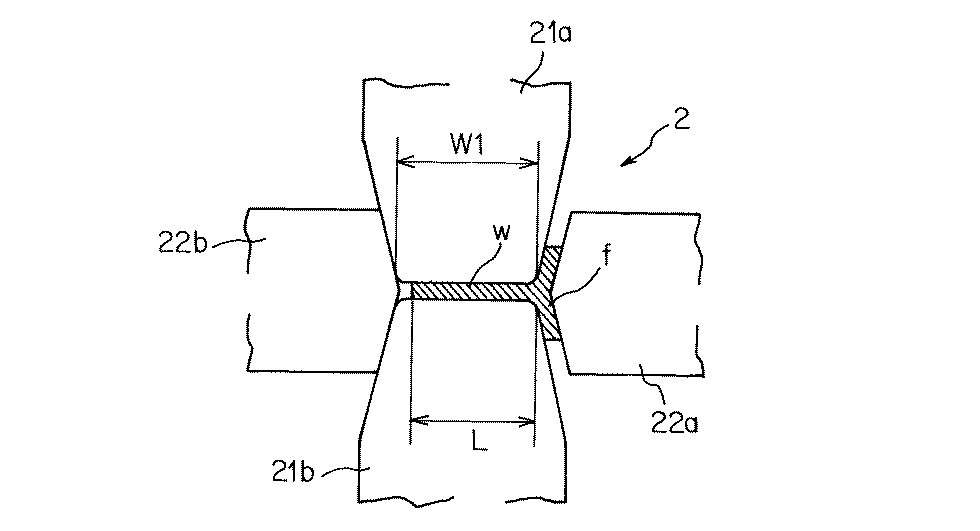
図4は、第1の粗ユニバーサル圧延機2のロール構成を模式的に示したものであり、この粗ユニバーサル圧延機2は、対向する1対の水平ロール21a,21bと、対向する1対の堅ロール22a,22bを備え、水平ロール21a,21bの圧下面の幅W1を、ウェブwの内法寸法L(フランジ内面からウェブ先端部までの距離)より大きくしてある。水平ロール21a,21bの側面には傾斜角が付けられている。
図5は、エッジャ圧延機3のロール構成を模式的に示したものであり、このエッジャ圧延機3は、対向する1対の水平ロール31a,31bを備え、各水平ロール31a,31bは、大径ロール部33と小径ロール部32をそれぞれ有している。
図7は、仕上ユニバーサル圧延機5のロール構成を模式的に示したものであり、この仕上ユニバーサル圧延機5は、対向する1対の水平ロール51a,51bと、対向する1対の堅ロール52a,52bを備えている。水平ロール51a,51bの側面は垂直面となっている。
次いで、このT形鋼片を、第1の粗ユニバーサル圧延機2、エッジャ圧延機3、第2の粗ユニバーサル圧延機4が近接して配置された圧延設備列で5パスの往復圧延を行い、T形鋼片のウェブとフランジを圧下した(中間圧延工程)。
このように中間圧延工程で得られたT形鋼を、仕上ユニバーサル圧延機5で製品寸法に仕上圧延した。この仕上ユニバーサル圧延機5では、図7に示すように水平ロール51a,51bによりウェブwの全長をその板厚方向で軽圧下し、堅ロール52aと、水平ロール51a,51bの側面でフランジfの傾斜を垂直に整形した。
一方、圧延潤滑油を供給しないで圧延したところ、フランジ内面に焼き付き疵が発生し、十分な品質の製品が製造できなかった。
水平ロールコーナー部のロールコーナーR(半径)は、2台の粗ユニバーサル圧延機で6mm、仕上ユニバーサル圧延機で5mmとした。上述した製造例と同様に、各ユニバーサル圧延機2,4,5の水平ロールコーナー部に潤滑油供給装置Xから圧延潤滑油を噴射しつつ圧延を行ったところ、水平ロールとフランジ内面の焼き付きは防止できたものの、150ton程度の製品を圧延した後に2台の粗ユニバーサル圧延機2,4の水平ロールコーナー部に割れが発生したため、圧延を中断した。ロールコーナー部の過度な温度上昇が原因と考えられたため、対策として粗ユニバーサル圧延機2,4の潤滑油供給装置Xに隣接した位置に冷却水を噴射する冷却水噴射ノズルを設け、この冷却水噴射ノズルから圧延出側の水平ロールコーナー部に冷却水を噴射することで、被圧延材と接触した直後の水平ロールコーナー部を水冷した。すなわち、水平ロールコーナー部に対して圧延入側では圧延潤滑油を、圧延出側では冷却水をそれぞれ噴射して圧延を行った。その結果、フィレット部の円弧半径r1が5mmの製品を約1000ton圧延しても水平ロールコーナー部に割れが発生していないことが確認できた。
w ウェブ
fi フィレット部
1 粗造形圧延機
2 第1の粗ユニバーサル圧延機
3 エッジャ圧延機
4 第2の粗ユニバーサル圧延機
5 仕上ユニバーサル圧延機
21a,21b 水平ロール
22a,22b 堅ロール
31a,31b 水平ロール
32 小径ロール部
33 大径ロール部
41a,41b 水平ロール
42a,42b 堅ロール
51a,51b 水平ロール
52a,52b 堅ロール
X 潤滑油供給装置
Claims (6)
- ウェブ高さが150mm以上の溶接部を有しないT形鋼であって、ウェブとフランジとの結合部に形成されるフィレット部の形鋼幅方向での断面形状がウェブとフランジに接する円弧状であり、且つその円弧の半径r1が2〜10mmであることを特徴とするT形鋼。
- ウェブ高さがフランジ幅の2倍以上であることを特徴とする請求項1に記載のT形鋼。
- 熱間圧延によりT形鋼に加工されたことを特徴とする請求項1または2に記載のT形鋼。
- ウェブ両面側のフィレット部の円弧の半径r1が、それぞれ形鋼全長にわたって一定であることを特徴とする請求項1〜3のいずれかに記載のT形鋼。
- フランジ先端のコーナー部の形鋼幅方向での断面形状が円弧状であり、且つその円弧の半径が2mm以上であることを特徴とする請求項1〜4のいずれかに記載のT形鋼。
- 船体構造用T形鋼であることを特徴とする請求項1〜5のいずれかに記載のT形鋼。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009132974A JP4420130B2 (ja) | 2008-06-18 | 2009-06-02 | T形鋼 |
| CN200980122823.9A CN102066014B (zh) | 2008-06-18 | 2009-06-17 | T型钢 |
| PCT/JP2009/061437 WO2009154299A1 (ja) | 2008-06-18 | 2009-06-17 | T形鋼 |
| KR1020107026752A KR101022718B1 (ko) | 2008-06-18 | 2009-06-17 | T형강 |
| TW98120384A TWI364330B (en) | 2008-06-18 | 2009-06-18 | T-bar |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008158942 | 2008-06-18 | ||
| JP2009132974A JP4420130B2 (ja) | 2008-06-18 | 2009-06-02 | T形鋼 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023114A true JP2010023114A (ja) | 2010-02-04 |
| JP4420130B2 JP4420130B2 (ja) | 2010-02-24 |
Family
ID=41434209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009132974A Active JP4420130B2 (ja) | 2008-06-18 | 2009-06-02 | T形鋼 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4420130B2 (ja) |
| KR (1) | KR101022718B1 (ja) |
| CN (1) | CN102066014B (ja) |
| TW (1) | TWI364330B (ja) |
| WO (1) | WO2009154299A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT512899B1 (de) | 2012-11-15 | 2013-12-15 | Blum Gmbh Julius | Verfahren zur Herstellung eines Blechprofils für eine Schubladen-Ausziehführung |
| TWI581874B (zh) * | 2014-11-28 | 2017-05-11 | Ying-Chun Hsieh | Separate Continuous Roller Forming Process for Continuous Double - beam Steel - roof Steel Rack |
| CN106523889B (zh) * | 2016-11-22 | 2021-07-23 | 中国船舶工业集团公司第七0八研究所 | 一种最优剖面形状及尺寸的t型材设计 |
| CN108435790A (zh) * | 2018-05-30 | 2018-08-24 | 攀钢集团攀枝花钢钒有限公司 | 宽翼t型钢的轧制方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2826044B2 (ja) * | 1993-08-09 | 1998-11-18 | 新日本製鐵株式会社 | フランジを有する形材の圧延方法および圧延装置列 |
| CN2395819Y (zh) * | 1999-07-12 | 2000-09-13 | 王振海 | 弧面t型钢 |
| JP4605909B2 (ja) * | 2001-01-17 | 2011-01-05 | 株式会社神戸製鋼所 | 鋳鋼材の表面性状改善方法 |
| JP2007331027A (ja) | 2005-11-15 | 2007-12-27 | Sumitomo Metal Ind Ltd | 船体補強部材用熱間圧延t形鋼、及び熱間圧延t形鋼の製造方法 |
-
2009
- 2009-06-02 JP JP2009132974A patent/JP4420130B2/ja active Active
- 2009-06-17 CN CN200980122823.9A patent/CN102066014B/zh active Active
- 2009-06-17 WO PCT/JP2009/061437 patent/WO2009154299A1/ja active Application Filing
- 2009-06-17 KR KR1020107026752A patent/KR101022718B1/ko active IP Right Grant
- 2009-06-18 TW TW98120384A patent/TWI364330B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100131016A (ko) | 2010-12-14 |
| CN102066014B (zh) | 2013-12-25 |
| CN102066014A (zh) | 2011-05-18 |
| KR101022718B1 (ko) | 2011-03-22 |
| TW201004723A (en) | 2010-02-01 |
| JP4420130B2 (ja) | 2010-02-24 |
| TWI364330B (en) | 2012-05-21 |
| WO2009154299A1 (ja) | 2009-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007331027A (ja) | 船体補強部材用熱間圧延t形鋼、及び熱間圧延t形鋼の製造方法 | |
| CN102717233B (zh) | 用于制造精密针头的304精密不锈钢带的生产方法 | |
| JP4420130B2 (ja) | T形鋼 | |
| JP4900003B2 (ja) | 熱間圧延t形鋼 | |
| CN106269961A (zh) | 一种集装箱用不锈钢双面复合板及其制造方法 | |
| CN108705197B (zh) | 一种冷连轧生产线中铬铁素体不锈钢焊接及焊后退火工艺 | |
| CN107803401A (zh) | 一种球扁钢的轧制装置及轧制方法 | |
| JP4645761B2 (ja) | T形鋼 | |
| CN102534152A (zh) | 一种防止船板表面麻坑的轧制方法 | |
| KR20120125987A (ko) | 이음매가 없는 강관용 소관에 있어서의 외면 압입 자국의 억제 방법 | |
| JP5515353B2 (ja) | 熱間圧延t形鋼およびその製造方法 | |
| JP6028561B2 (ja) | Cr含有電縫鋼管の製造方法 | |
| CN110657342B (zh) | 一种横向可变厚度的宽幅普通碳锰钢板及其制备方法 | |
| CN108747018B (zh) | 一种奥氏体不锈钢负拼缝间隙焊接方法 | |
| RU2103130C1 (ru) | Способ изготовления плакированного металлического листа | |
| JP4089543B2 (ja) | 狭フランジ幅h形鋼のユニバーサル圧延方法 | |
| JP6855885B2 (ja) | H形鋼の製造方法及びh形鋼製品 | |
| JP4767898B2 (ja) | 構造部材及びその製造方法 | |
| JP4890325B2 (ja) | 構造部材及びその製造方法 | |
| CN107282662A (zh) | 一种超厚复合钢板中间层钢坯的生产方法 | |
| JP6703306B2 (ja) | H形鋼の製造方法 | |
| RU2297896C2 (ru) | Способ производства передельной прямошовной трубной заготовки из сплавов на основе титана для прокатки холоднокатаных труб большого и среднего диаметров с повышенной точностью по стенке | |
| CN115446122A (zh) | 一种宽幅度薄规格高强度船用钢板形控制方法 | |
| CN116809650A (zh) | 一种550MPa级中厚板表面纵向边部裂纹控制方法 | |
| CN117102259A (zh) | 一种控制热轧高强度酸洗板氧化铁皮类缺陷的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20091021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091123 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4420130 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131211 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |