JP2010021467A - 基板位置決め機構および基板搬送装置 - Google Patents
基板位置決め機構および基板搬送装置 Download PDFInfo
- Publication number
- JP2010021467A JP2010021467A JP2008182646A JP2008182646A JP2010021467A JP 2010021467 A JP2010021467 A JP 2010021467A JP 2008182646 A JP2008182646 A JP 2008182646A JP 2008182646 A JP2008182646 A JP 2008182646A JP 2010021467 A JP2010021467 A JP 2010021467A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- stopper block
- positioning mechanism
- board
- stopper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
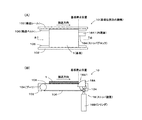
【解決手段】鉛直方向に上下に移動可能なストッパブロック18Aが、搬送されてくる基板1に当接して該基板1を停止させる基板位置決め機構において、搬送されてくる基板1に当接する前記ストッパブロック18Aの部位が、該基板1の搬送方向に対向して傾いた上向きの面18A1であるようにする。
基板搬送装置には、このような基板位置決め機構を備えさせる。
【選択図】図3
Description
10、30…基板位置決め機構
18、38…ストッパ装置
18A、38A…ストッパブロック
18A1…円周面
38A1…平面
18B、38B…シリンダ
102…搬送レール
104…プーリ
106…搬送ベルト
Claims (2)
- 鉛直方向に上下に移動可能なストッパブロックが、搬送されてくる基板に当接して該基板を停止させる基板位置決め機構において、
搬送されてくる基板に当接する前記ストッパブロックの部位が、該基板の搬送方向に対向して傾いた上向きの面であることを特徴とする基板位置決め機構。 - 請求項1に記載の基板位置決め機構を備えたことを特徴とする基板搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182646A JP5084646B2 (ja) | 2008-07-14 | 2008-07-14 | 基板位置決め機構および基板搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182646A JP5084646B2 (ja) | 2008-07-14 | 2008-07-14 | 基板位置決め機構および基板搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010021467A true JP2010021467A (ja) | 2010-01-28 |
| JP5084646B2 JP5084646B2 (ja) | 2012-11-28 |
Family
ID=41706040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008182646A Expired - Fee Related JP5084646B2 (ja) | 2008-07-14 | 2008-07-14 | 基板位置決め機構および基板搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5084646B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015070244A (ja) * | 2013-10-01 | 2015-04-13 | ヤマハ発動機株式会社 | 基板搬送装置、基板検査装置および電子部品実装装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5869607A (ja) * | 1981-10-17 | 1983-04-25 | Hirata Kiko Kk | 滞溜可能なコンベヤにおけるワ−ク停止装置 |
| JPS6140099A (ja) * | 1984-07-31 | 1986-02-26 | 三洋電機株式会社 | プリント基板の位置決め装置 |
| JPH10200299A (ja) * | 1997-01-06 | 1998-07-31 | Matsushita Electric Ind Co Ltd | プリント基板の位置決め方法及び装置 |
| JP2005093765A (ja) * | 2003-09-18 | 2005-04-07 | Matsushita Electric Ind Co Ltd | 電子部品実装用装置における基板検出方法 |
| JP2006165276A (ja) * | 2004-12-08 | 2006-06-22 | Juki Corp | 基板停止装置 |
-
2008
- 2008-07-14 JP JP2008182646A patent/JP5084646B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5869607A (ja) * | 1981-10-17 | 1983-04-25 | Hirata Kiko Kk | 滞溜可能なコンベヤにおけるワ−ク停止装置 |
| JPS6140099A (ja) * | 1984-07-31 | 1986-02-26 | 三洋電機株式会社 | プリント基板の位置決め装置 |
| JPH10200299A (ja) * | 1997-01-06 | 1998-07-31 | Matsushita Electric Ind Co Ltd | プリント基板の位置決め方法及び装置 |
| JP2005093765A (ja) * | 2003-09-18 | 2005-04-07 | Matsushita Electric Ind Co Ltd | 電子部品実装用装置における基板検出方法 |
| JP2006165276A (ja) * | 2004-12-08 | 2006-06-22 | Juki Corp | 基板停止装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015070244A (ja) * | 2013-10-01 | 2015-04-13 | ヤマハ発動機株式会社 | 基板搬送装置、基板検査装置および電子部品実装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5084646B2 (ja) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101451506B1 (ko) | 비접촉 기판이송 반전기 | |
| JP2010534600A (ja) | 食製品のアラインメント | |
| JP2015078049A (ja) | 搬送装置 | |
| KR102493169B1 (ko) | 유리판의 반송 장치 및 유리판의 제조 방법 | |
| JP2022176247A (ja) | ウエハ位置決め装置 | |
| JP5084646B2 (ja) | 基板位置決め機構および基板搬送装置 | |
| JP6043871B2 (ja) | 基板の搬送装置、表面実装機、及び基板の搬送方法 | |
| KR102107780B1 (ko) | 웨이퍼 정렬 장치 및 방법 | |
| JP5990914B2 (ja) | 搬送装置 | |
| JP5034884B2 (ja) | 化学処理装置 | |
| JP6421323B2 (ja) | 部品実装装置 | |
| KR101730039B1 (ko) | 평판디스플레이 패널 에지 검사장치 및 방법 | |
| JP6150392B2 (ja) | ウエハ側面検査装置 | |
| KR102247036B1 (ko) | 카세트 고정 유닛 및 이를 갖는 비히클 | |
| KR20160041178A (ko) | 이송가이드장치 및 이를 포함하는 기판 이송장치 | |
| JP5165718B2 (ja) | 基板処理装置 | |
| KR101543875B1 (ko) | 기판 이송 장치 및 이를 포함하는 기판 검사 장치 | |
| JP5736010B2 (ja) | 板材の切断装置 | |
| EP2857335A1 (en) | Recording apparatus and recording method | |
| JP4827573B2 (ja) | 基板の位置決め方法、基板の位置決め装置、プラズマディスプレイ用背面板の製造装置。 | |
| JP4825080B2 (ja) | パレット遠心脱水装置 | |
| CN204642996U (zh) | 一种轨道输送定位系统 | |
| KR101216250B1 (ko) | 핸들러의 구동장치 | |
| US10138066B2 (en) | Substrate transporting device and related processing system | |
| JP7198039B2 (ja) | 基板搬送装置およびこの基板搬送装置を備えた基板処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5084646 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |