JP2010018928A - 熱成型用不織布及びこれを用いた熱成型方法 - Google Patents
熱成型用不織布及びこれを用いた熱成型方法 Download PDFInfo
- Publication number
- JP2010018928A JP2010018928A JP2008182706A JP2008182706A JP2010018928A JP 2010018928 A JP2010018928 A JP 2010018928A JP 2008182706 A JP2008182706 A JP 2008182706A JP 2008182706 A JP2008182706 A JP 2008182706A JP 2010018928 A JP2010018928 A JP 2010018928A
- Authority
- JP
- Japan
- Prior art keywords
- thermoforming
- polyester
- polyolefin
- nonwoven fabric
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Laminated Bodies (AREA)
- Multicomponent Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【課題】 熱成型時に収縮しにくい長繊維よりなる、熱成型用不織布を提供する
【解決手段】 この熱成型用不織布は、芯鞘型熱可塑性長繊維が集積されると共に、この長繊維相互間が自己融着している多数の融着区域を持つ。この芯鞘型熱可塑性長繊維は、鞘成分がポリエステルで形成され、芯成分がポリエステルの融点よりも低い融点を持つポリオレフィンで形成されている。熱成型する際、熱成型用不織布をポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱する。そうすると、長繊維の芯成分は溶融し鞘成分は溶融しない状態となる。この状態で、成型用型を用いて加圧すると、長繊維が伸長し成型用型に沿って成型される。また、長繊維が伸長した後であっても、芯成分が溶融状態なので長繊維が収縮しにくい。その後、冷却して芯成分を固化させれば、確実に所定の形状を維持しうる成型物品が得られる。
【選択図】 図1
Description
鞘成分として、融点260℃で極限粘度0.70のポリエチレンテレフタレート(芳香族ポリエステル)を準備した。芯成分として、融点130℃で、メルトフローレート25g/10分及び密度0.958g/cm3の高密度ポリエチレンを準備した。なお、融点は、パーキンエマルー社製の示差走査熱量計DSC−7型を用い、昇温速度20℃で測定したものである。また、メルトフローレートは、JIS−K−6922に記載の方法により、温度190℃で荷重21.18Nで測定したものである。
[乾熱収縮率(%)]
面積A0(0.15m×0.15m=0.0225m2)の熱成型用不織布を200℃に維持した熱風乾燥機中に5分間放置した。放置後の熱成型用不織布の面積をA1とし、下記式により乾熱収縮率を測定した。
乾熱収縮率(%)=[(A0−A1)/A0]×100
[30%伸長時の応力(N/5cm巾)]
200℃恒温下でJIS−L−1096(1999)に記載のストリップ法に準拠して測定した。熱成型用不織布から、試料長が20cmで試料巾5cmの試料片を採取した。具体的には、熱成型用不織布の機械方向(MD方向)が試料長となる試料片を10個、及び熱成型用不織布の横方向(機械方向に対して直交する方向、CD方向)が試料長となる試料片を10個採取した。そして、測定温度200℃において、各試料片毎に、定速伸長型引張試験機(東洋ボールドウィン社製テンシロンUTM−4−1−100)を用いて、つかみ間隔100mm、引張速度200mm/minにて2cm伸長し、そのときに得られた荷重値(N/5cm巾)よりMD方向の試料片の平均値及びCD方向の試料片の平均値を求めた。
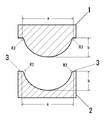
まず、図1に示した雄型1及び雌型2よりなる成型用型を準備した。この成型用型は半球状に成型するための型であり、雄型1には半球状の膨らみが設けられており、雌型2にはこの膨らみと嵌合しうる窪みが設けられている。半球状の膨らみ及び窪みは、その面方向の径aが50mmとなっており、上下方向の深さbが20mmとなっている。また、膨らみの開始周縁はアール(R3)が付けられており、雄型1のR3は曲率半径が3mmとなっている。窪みの開始周縁にもアール(R2)が付けられており、雌型2のR2は曲率半径が2mmとなっている。
2 雌型
3 固定用ピン
Claims (12)
- 熱可塑性長繊維が集積されると共に、該熱可塑性長繊維相互間が自己融着している多数の融着区域を持つ熱成型用不織布において、該熱可塑性長繊維は、鞘成分がポリエステルで形成され、芯成分が該ポリエステルの融点よりも低い融点を持つポリオレフィンで形成されている芯鞘型熱可塑性長繊維であることを特徴とする熱成型用不織布。
- 芯鞘型熱可塑性長繊維が未延伸長繊維である請求項1に記載の熱成型用不織布。
- 請求項1に記載の熱成型用不織布と、変形しやすいシート状物とが積層されてなることを特徴とする熱成型用材料。
- シート状物が、ガラス繊維シート又はマット、合成樹脂製フィルム及び繊維フェルトよりなる群から選ばれた少なくとも1種である請求項3記載の熱成型用材料。
- 請求項1記載の熱成型用不織布を、予め、ポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱した後、成型用型に沿わせて加圧することを特徴とする熱成型用不織布の熱成型方法。
- 成型用型が加熱されておらず、加圧時にポリオレフィンは溶融しているが ポリエステルは溶融しておらず、加圧後にポリオレフィンが冷却固化せしめられる請求項5記載の熱成型用不織布の熱成型方法。
- 請求項3記載の熱成型用材料を、予め、ポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱した後、成型用型に沿わせて加圧することを特徴とする熱成型用材料の熱成型方法。
- 成型用型が加熱されておらず、加圧時にポリオレフィンは溶融しているが ポリエステルは溶融しておらず、加圧後にポリオレフィンが冷却固化せしめられる請求項7記載の熱成型用材料の熱成型方法。
- 請求項1記載の熱成型用不織布を、ポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱した成型用金型に沿わせて加圧することを特徴とする熱成型用不織布の熱成型方法。
- 熱成型用不織布が成型用金型に沿って当接しているとき、ポリオレフィンは溶融しているがポリエステルは溶融しておらず、該成型用金型から取り出したとき、ポリオレフィンが冷却固化せしめられる請求項9記載の熱成型用不織布の熱成型方法。
- 請求項3記載の熱成型用材料を、ポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱した成型用金型に沿わせて加圧することを特徴とする熱成型用材料の熱成型方法。
- 熱成型用材料が成型用金型に沿って当接しているとき、ポリオレフィンは溶融しているがポリエステルは溶融しておらず、該成型用金型から取り出したとき、ポリオレフィンが冷却固化せしめられる請求項11記載の熱成型用材料の熱成型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182706A JP5213558B2 (ja) | 2008-07-14 | 2008-07-14 | 熱成型用不織布及びこれを用いた熱成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182706A JP5213558B2 (ja) | 2008-07-14 | 2008-07-14 | 熱成型用不織布及びこれを用いた熱成型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010018928A true JP2010018928A (ja) | 2010-01-28 |
| JP5213558B2 JP5213558B2 (ja) | 2013-06-19 |
Family
ID=41704098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008182706A Expired - Fee Related JP5213558B2 (ja) | 2008-07-14 | 2008-07-14 | 熱成型用不織布及びこれを用いた熱成型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5213558B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013117074A (ja) * | 2011-12-02 | 2013-06-13 | Kao Corp | 不織布 |
| JP2018199876A (ja) * | 2017-05-26 | 2018-12-20 | ユニチカ株式会社 | 熱成型不織布の製造方法 |
| CN110641036A (zh) * | 2019-09-02 | 2020-01-03 | 上海越达无纺制品有限公司 | 一种嵌件式一体热压成型无纺布的制备方法 |
| WO2023199988A1 (ja) * | 2022-04-14 | 2023-10-19 | 富士フイルム株式会社 | 光学機能性フィルム、光学積層体、成形体、光学部品の製造方法、光学部品、仮想現実表示装置、光学フィルムおよび成形方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03241012A (ja) * | 1990-02-14 | 1991-10-28 | Chisso Corp | 鞘芯型複合繊維を用いたニードルパンチ不織布 |
| JPH05230754A (ja) * | 1992-02-17 | 1993-09-07 | Unitika Ltd | 芯鞘型複合長繊維よりなる不織布及びその製造方法 |
| JPH07229022A (ja) * | 1994-02-10 | 1995-08-29 | Teijin Ltd | 樹脂又はセメント補強用短繊維 |
| JPH10226952A (ja) * | 1996-12-09 | 1998-08-25 | Toyobo Co Ltd | 成型性不織布及びその製造法 |
| JPH10251920A (ja) * | 1997-03-12 | 1998-09-22 | Kuraray Co Ltd | 芯鞘型複合繊維及びそれを用いてなる成型物 |
| JP2000096350A (ja) * | 1998-07-16 | 2000-04-04 | Mitsubishi Rayon Co Ltd | 耐摩擦溶融性能を有する芯鞘型複合繊維及び同繊維を使用した織編物 |
| JP2002178816A (ja) * | 2000-10-05 | 2002-06-26 | Toa Wool Spinning & Weaving Co Ltd | 車両用カーペット及びその製造方法 |
| JP2004043987A (ja) * | 2002-07-09 | 2004-02-12 | Toray Ind Inc | 繊維成型体の製造方法 |
| JP2004183179A (ja) * | 2002-12-06 | 2004-07-02 | Kanebo Ltd | 不織布 |
| JP2007025044A (ja) * | 2005-07-13 | 2007-02-01 | Teijin Fibers Ltd | 吸音材 |
-
2008
- 2008-07-14 JP JP2008182706A patent/JP5213558B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03241012A (ja) * | 1990-02-14 | 1991-10-28 | Chisso Corp | 鞘芯型複合繊維を用いたニードルパンチ不織布 |
| JPH05230754A (ja) * | 1992-02-17 | 1993-09-07 | Unitika Ltd | 芯鞘型複合長繊維よりなる不織布及びその製造方法 |
| JPH07229022A (ja) * | 1994-02-10 | 1995-08-29 | Teijin Ltd | 樹脂又はセメント補強用短繊維 |
| JPH10226952A (ja) * | 1996-12-09 | 1998-08-25 | Toyobo Co Ltd | 成型性不織布及びその製造法 |
| JPH10251920A (ja) * | 1997-03-12 | 1998-09-22 | Kuraray Co Ltd | 芯鞘型複合繊維及びそれを用いてなる成型物 |
| JP2000096350A (ja) * | 1998-07-16 | 2000-04-04 | Mitsubishi Rayon Co Ltd | 耐摩擦溶融性能を有する芯鞘型複合繊維及び同繊維を使用した織編物 |
| JP2002178816A (ja) * | 2000-10-05 | 2002-06-26 | Toa Wool Spinning & Weaving Co Ltd | 車両用カーペット及びその製造方法 |
| JP2004043987A (ja) * | 2002-07-09 | 2004-02-12 | Toray Ind Inc | 繊維成型体の製造方法 |
| JP2004183179A (ja) * | 2002-12-06 | 2004-07-02 | Kanebo Ltd | 不織布 |
| JP2007025044A (ja) * | 2005-07-13 | 2007-02-01 | Teijin Fibers Ltd | 吸音材 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013117074A (ja) * | 2011-12-02 | 2013-06-13 | Kao Corp | 不織布 |
| JP2018199876A (ja) * | 2017-05-26 | 2018-12-20 | ユニチカ株式会社 | 熱成型不織布の製造方法 |
| CN110641036A (zh) * | 2019-09-02 | 2020-01-03 | 上海越达无纺制品有限公司 | 一种嵌件式一体热压成型无纺布的制备方法 |
| WO2023199988A1 (ja) * | 2022-04-14 | 2023-10-19 | 富士フイルム株式会社 | 光学機能性フィルム、光学積層体、成形体、光学部品の製造方法、光学部品、仮想現実表示装置、光学フィルムおよび成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5213558B2 (ja) | 2013-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101699141B1 (ko) | 부직 텍스타일을 포함하는 텍스처가 있는 요소 및 텍스처가 있는 요소의 제조 방법 | |
| JP6731064B2 (ja) | 生分解性不織布 | |
| JP2813156B2 (ja) | 穿孔不織布及びその製造方法 | |
| JP5603575B2 (ja) | 積層不織布 | |
| JP2011042923A (ja) | 二次元のウェブ材料、および二次元のウェブ材料を製造する方法および装置、ならびにそれの使用 | |
| US20030059587A1 (en) | Composite nonwoven fabric having great crosswise tensile strength, method for its production and use | |
| JP4785700B2 (ja) | 不織布の製造方法 | |
| JP7745639B2 (ja) | 生分解性不織布及びその用途 | |
| CN101713123B (zh) | 复合纺粘无纺布 | |
| JP5213558B2 (ja) | 熱成型用不織布及びこれを用いた熱成型方法 | |
| JP5191256B2 (ja) | 低目付け不織布 | |
| JP6668965B2 (ja) | スパンボンド不織布およびその製造方法、並びにそれを用いた成型体の製造方法 | |
| JP6790480B2 (ja) | スパンボンド不織布およびそれを用いた成型体の製造方法 | |
| JP2010138529A (ja) | 不織布の製造方法 | |
| JP5350044B2 (ja) | 加飾成形用シート、加飾成形体、加飾成形用シート構成体、及び、加飾成形体の製造方法 | |
| JP6134663B2 (ja) | 物品表面加飾シート、物品表面加飾用貼布、加飾成形体、及び物品表面加飾シートの製造方法 | |
| WO2013069475A1 (ja) | 熱伸長性繊維及びそれを用いた不織布 | |
| JP2019073809A (ja) | 熱成型性を有する生分解性長繊維不織布 | |
| JP6992860B2 (ja) | スパンボンド不織布およびそれを用いた成型体の製造方法 | |
| JP4456938B2 (ja) | ポリプロピレン系樹脂構造板 | |
| JP5290895B2 (ja) | 複合シート及び成形体 | |
| JP7287385B2 (ja) | 長繊維不織布およびそれを用いたフィルター補強材 | |
| JPH086242B2 (ja) | 熱収縮性不織シ−トとその製造方法 | |
| JPH0892852A (ja) | 伸縮性不織布 | |
| JP2001123372A (ja) | 易成形性不織布及びそれを用いた積層シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120713 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5213558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160308 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |