JP2010010705A - 窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス - Google Patents
窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス Download PDFInfo
- Publication number
- JP2010010705A JP2010010705A JP2009233252A JP2009233252A JP2010010705A JP 2010010705 A JP2010010705 A JP 2010010705A JP 2009233252 A JP2009233252 A JP 2009233252A JP 2009233252 A JP2009233252 A JP 2009233252A JP 2010010705 A JP2010010705 A JP 2010010705A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- work
- affected layer
- grinding
- abrasive grains
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images























Abstract
【課題】 窒化物半導体結晶から裏面研削、外周研削、表面研削・研磨してミラーウエハーとする際に、反りが少なく、クラックが発生せず、基板作製プロセス歩留まりが高く、デバイス面内歩留まりが高い加工方法によって作製した窒化物系半導体ウエハ−とそれを使ったデバイスを提案する。
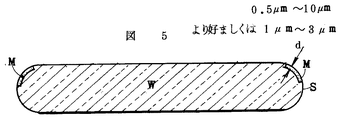
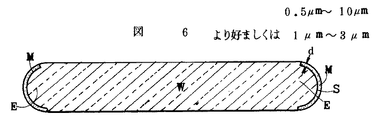
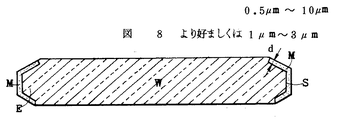
【解決手段】 窒化物半導体ウエハー外周部を0〜40重量%の酸化物砥粒を含むゴム砥石或いは発泡レジンボンド砥石でチャンファーし、外周部に加工変質層を0.5μm〜10μmの厚さで残すようにする。
【選択図】図14
Description
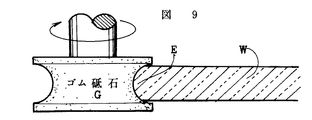
GaNウエハーのチャンファーに使用する砥石はゴム砥石が好ましいと本発明者は考える。ゴム砥石というのは、砥石基盤にゴムをボンディング剤として砥粒を固定したものである。砥粒はダイヤモンドなど硬質の素材である。ゴムをボンディング剤とするので、ゴムボンディング砥石或いはゴムボンド砥石というべきであるが、ここでは簡単にゴム砥石と呼ぶ。砥粒がゴムだということではない。GaNウエハーの外周研削にゴム砥石を使用するのは本発明が初めてである。
メカノケミカル研削は、酸化物砥粒による酸化等の反応により窒化物の表面を軟質化し、研削の負荷を低減する方法であり、研削加工時の加工変質層やクラックを抑制できる。
この後更に表面を研削する。表面に加工変質層が入る。表面はデバイスをその上に作る面であるからミラー状態でなければならない。そのため表面を研磨する。研磨には粗い砥粒を使う粗研磨と、細かい砥粒を使う仕上げ研磨を行うことができる。例えば粗研磨には粒径30μm〜3μmの砥粒を用いることができ、仕上げ研磨には3μm〜0.1μmの砥粒を用いることができる。研磨によってウエハーの表面に加工変質層が入る。なお、平面加工である研削、研磨は生産性と表面品質の両立のために表面について段階的に実施することが多いが、どちらかを省略することもできる。この場合、研削には番手が3000番〜8000番の砥石を用い、研磨には30μm〜15μmの砥粒を用いることができる。研削で高番手の砥石を用いる事により研磨を省略することや、研磨で粗い砥粒を用いることにより研削を省略することもできる。この場合、研削には番手が3000番〜8000番の砥石を用い、研磨には30μm〜15μmの砥粒を用いることができる。
ダイヤモンド砥粒を代替することが可能である。ダイヤモンド、アルミナ、シリコンカーバイド、ボロンナイトライドは殆ど作用が同じなので、ダイヤモンドを代表例にして以後説明する。ダイヤモンド砥粒の番手(#)は220番から6000番を用いた。番手は砥粒粒径を表す尺度である。高番手ほど細粒を、低番手ほど粗粒を意味する。
気相成長法によって作製した複数枚の2インチ(約50mmφ)円形窒化ガリウムウエハーを準備した。ドーパントはシリコン(Si)或いは酸素(O)でn型の基板である。これを表面ミラーウエハーにするため次の加工を行った。図1にその工程図を示す。
B.KOH裏面エッチング、
C.600番手〜3000番手のゴム砥石によるチャンファー、
D.表面研削、
E.研磨(粗、仕上げ)、
F.気相エッチング
ウエハーの反りの表現方法は幾つかある。ウエハーの中心線の曲率半径Rとか、曲率1/Rとか、ウエハー中心の高さなどである。ここでは反りは2インチウエハー換算で平坦面にウエハーを置いたときの中心の高さUで表している。
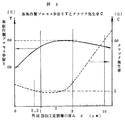
ウエハーのクラック発生率Cも調べた。図3にその結果を示す。図3の横軸は外周部加工変質層厚みdで、右縦軸はクラック発生率C(%)である。破線がクラック発生率を示す。クラックは様々な因子によって起こるが、これも外周部加工変質層の厚みdとほぼ一義的な関係があることが分かった。
基板作製プロセスの歩留まりY(%)も調べた。ウエハー(基板)作製の出来映えは多様な因子によって左右されるが、基板作製プロセス歩留まりYは外周部加工変質層の厚みdとほぼ一義的な関係があるということが分かった。
基板作製プロセス歩留まりYを72〜80%に維持するには0.5μm〜10μm程度の外周部加工変質層厚みdが適している。
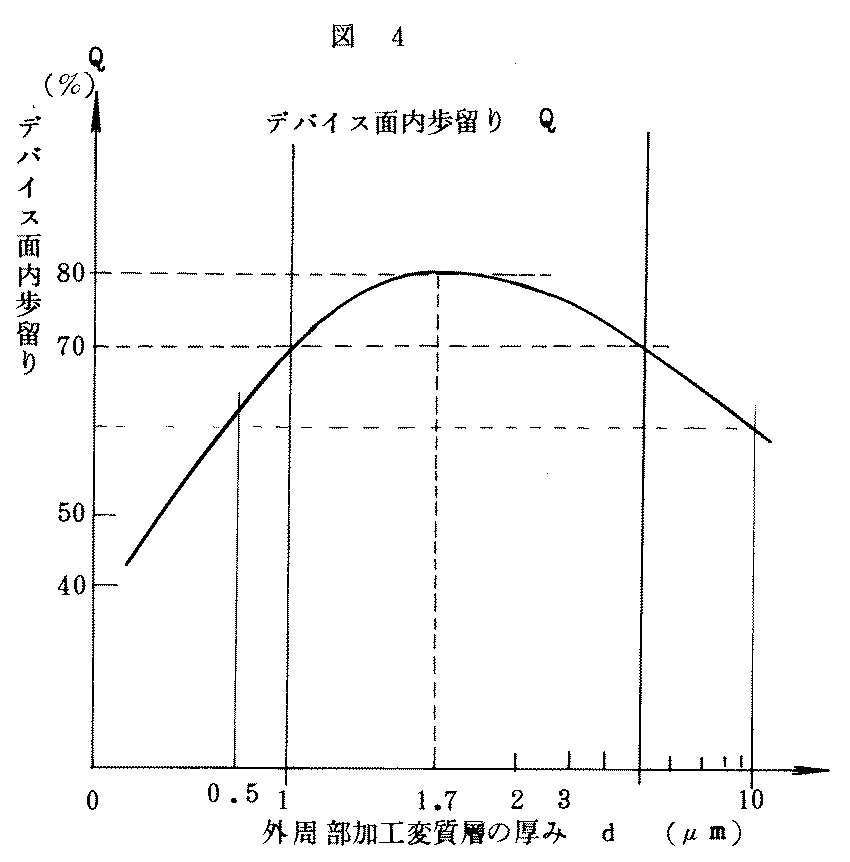
ウエハーの上に発光素子などのデバイスを作製してデバイスの面内歩留まりQも調べた。デバイス面内歩留まりQもウエハーの外周部加工変質層Mの厚みdと強い関係があることが分かった。
上記は2インチのGaNウエハーに対して、裏面研削、裏面エッチング、外周研削、表面研削、表面研磨、気相エッチングを実施した場合について記載した。GaNインゴットからスライスしてウエハーを得て、裏面エッチング、外周研削、表面研磨、気相エッチングを実施した場合についても、同じ結果が得られた。
上記はGaNウエハーについて記載したが、AlNやAlGaNあるいはInGaNなどの窒化物ウエハーでも同じ結果が得られた。
チャンファーはウエハーが大口径になるほど困難になる。クラック、反りの問題が生じやすく、半導体デバイスを形成した際に、歩留まりが低下しやすい。本発明が大口径ウエハーに適用可能であれば有用性は一層増大する。
図1の工程図に示すように、GaNウエハーの裏面研削(A)をし、それによって裏面にできた加工変質層をKOHで除去し(B)、外周部を加工(C;チャンファー加工:研削の一種)し、表面を研削し(D)、表面を研磨し(E)、表面にできた加工変質層を気相エッチング(F)で除去する工程を行なう。本発明はCのチャンファーに特徴があるが全工程A〜Fを説明する。
HVPE法により成長させた直径5インチ(127mm)のn型GaNインゴット(ドーパント:O)をワイヤーソーで(0001)面に平行な面で切り出して厚さ850μmの基板を得た。得られた基板に対して裏面研削を行った(工程A)。研削は#600のダイヤモンド砥石を用いた。研削によって裏面に加工変質層ができた。研削後に濃度15%のKOH水溶液で50℃のエッチングを実施し加工変質層を除去した(工程B)。裏面のエッチングは、エッチング速度が十分あれば、NaOH、H3PO4等の、その他のアルカリ、酸の水溶液を用いることができる。また、ドライエッチングでの加工変質層除去も可能であった。エッチング後の基板について、表1に示す砥石を用いて、GaN基板の面取り加工(工程C)を実施した。その後に表面の研磨加工を実施した。
GaN基板(窒化物結晶)のN原子面側のC面(裏面;(000−1)面)をセラミック製の結晶ホルダ−にワックスで取り付けた。ラップ装置に直径600mmの定盤を設置し、スラリー供給口からダイヤモンドの遊離砥粒が分散されたスラリーを定盤に供給しながら、定盤をその回転軸を中心に回転させ、結晶ホルダ−上に重りを載せることにより、GaN基板表面を定盤に押しつけながらGaN基板を結晶ホルダ−の回転軸を中心にして回転させ、n型GaNの表面(Ga原子面側;C面(0001)面)のラッピングを行った。
CMP処理を行った基板について、塩素含有ガスを用いて、ICP−RIE装置でドライエッチングを実施した。エッチングガスには塩素を用いた。
ドライエッチング処理を行った基板について、希釈KOH水溶液とIPA(イソプロピルアルコール)で洗浄を実施した。最終状態の基板について、加工変質層、粗さ、反り、酸素量、金属量、チッピングの評価を行った。表面の粗さはいずれもRa1.5nmであった。裏面の粗さはいずれもRa5.6μmであった。他の結果を表1、2、3に示す。
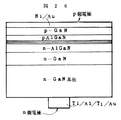
n型GaN基板は、比抵抗1×10−2Ωcm、キャリヤ密度3×1018/cm3のものを用いた。n型GaN基板をMOCVD装置内に設置し、n型GaN基板の表面((0001)面)側に、MOCVD法により、厚さ1μmのn型GaN層(ドーパント:Si)、厚さ150nmのn型Al0.1Ga0.9N層(ドーパント:Si)、発光層、厚さ20nmのp型Al0.2Ga0.8N(ドーパント:Mg)および厚さ150nmのp型GaN層(ドーパント:Mg)を順次形成しエピタキシャルウエハーを得た。これの1素子分を図25に示す。発光層は、厚さ10nmのGaN層で形成される障壁層の4層と、厚さ3nmのGa0.85In0.15N層で形成される井戸層の3層が交互に積層された多重量子井戸構造とした。
5インチ直径(127mm)で850μm厚みの円形GaNウエハーを裏面研削(A)、裏面エッチング(B)の後、クロロプレンゴム(CR)をボンディング材料とするゴム砥石を用いて外周研削した(チャンファーC)。砥粒を基板に固定するボンディング材にゴムを使うのでゴムボンド砥石というべきであろうが簡単にゴム砥石と呼ぶ。かといってゴムで研削するのでなく研削材の主体はダイヤモンド砥粒である。ボンディング材のゴムは発泡できないので空孔率は0%である(レジンボンドの場合は発泡可能である)。ゴムは配合比によって硬度を変化させることができる。このゴム砥石のゴム硬度は40である。
5インチ直径(127mm)で850μm厚みの円形GaNウエハーを裏面研削(A)、裏面エッチング(B)の後、クロロプレンゴム(CR)を材料とするゴム砥石を用いて外周研削した(チャンファーC)。ゴム砥石の空孔率は0%である。ゴム硬度は40である。固定砥粒は80wt%のダイヤモンド砥粒と20wt%の三二酸化鉄(Fe2O3)砥粒である。ダイヤモンド砥粒は試料1よりすこし粗い3000番手のものを用いた。約5μm平均粒径のダイヤモンド砥粒である。チャンファー後の外周部の加工変質層の厚みはd=0.5μmである。より目の粗い砥石を使ったので加工変質層厚みdが増えた。外周研削後の外周部の面粗度はRa0.07μmであった。粗い砥石を使ったので面粗度が大きくなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除き表面を平滑にした。ウエハーの反り(中心部の周辺部に対する高さU)は10μmである。反りが少なくなっている。反りの曲率半径はR=200mである。クラック発生率Cは4%である。試料1の半分以下である。この基板の上に多数の発光ダイオードを作りチップ分離しステムに搭載し電極を付けて通電試験(4A)し発光量を調べたことによるデバイス歩留まりはQ=72%である。優れて高い歩留まりである。合格なのでグラフでは試料2を○で示す。グラフ中の試料の○×は以下同じである。外周面粗度はRa0.07μmで試料1より粗く、外周部の加工変質層厚みが0.5mmと試料1より厚い。高い歩留まりの原因は外周部の粗さ、加工変質層厚みによると考えられる。
これまでと同じ5インチ直径(127mm)で850μm厚みの円形GaNウエハーを裏面研削(A)、裏面エッチング(B)の後、クロロプレンゴム(CR)を材料とするゴム砥石を用いて外周研削した(チャンファーC)。ゴム砥石の空孔率は0%である。硬度は40である。酸化物砥粒は用いない。固定砥粒はダイヤモンド砥粒だけである。ダイヤモンド砥粒は試料2と同じ3000番手のものを用いた。チャンファー後の外周部の加工変質層の厚みはd=1μmである。ダイヤモンドが100%で酸化物砥粒がない。機械的研削作用が大きく加工変質層厚みdが増えた。外周研削後の外周部の面粗度はRa0.15μmであった。ダイヤモンド100%だから機械的作用が大きく外周面が粗くなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=7μmである。試料1、2に比べて反りが大きくなっている。反りの曲率半径はR=286mである。外周面の加工変質層が1μmあるので反りが減った。クラック発生率Cは2%である。試料1、2より少ない。加工変質層がd=1μmあるからである。試料1、2と同じようにして発光ダイオードを作製した製品歩留まりはQ=82%であった。加工変質層厚みがd=1μmであり、試料1、2より大きい。それで反り、クラック発生、歩留まりの全ての点で改善されている。
同じ寸法形状(5インチ径、850μm厚)のGaNウエハーを裏面研削(A)、裏面エッチング(B)ののち、クロロプレンゴム(CR)を材料とするゴム砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。硬度は少し硬く45である。固定砥粒はダイヤモンド砥粒だけである。ダイヤモンド砥粒は試料1、2、3より粗い2000番手(平均粒径7〜8μm)のものを用いた。チャンファー後の外周部の加工変質層の厚みはd=2μmである。試料3に比べダイヤモンド砥粒がより粗いので機械的研削作用が大きく加工変質層厚みdが増えた。外周研削後の外周部の面粗度はRa0.5μmであった。目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=6μmである(R=333m)。試料1、2、3に比べて反りが小さくなっている。外周面の加工変質層が2μmあるので反りが減った。クラック発生率Cは0%である。試料1、2、3より少ない。全ての試料の中で最良のクラック抑制効果がある。加工変質層d=2μmがクラック最小を与える。試料1、2、3と同じようにして発光ダイオードを作製した製品歩留まりはQ=84%であった。加工変質層厚みがd=2μmであり、試料1、2、3より大きい。それで反り、クラック発生、歩留まりの全ての点で改善されている。加工変質層の厚みはd=2μmの近傍が最良の結果を与える。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)ののち、クロロプレンゴム(CR)を材料とするゴム砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。硬度は少し高く50である。固定砥粒はダイヤモンド砥粒だけである。ダイヤモンド砥粒は試料1〜4より粗い1500番手(平均粒径10μm)のものを用いた。チャンファー後の外周部の加工変質層の厚みはd=3μmである。試料1〜4に比べダイヤモンド砥粒がより粗いので機械的研削作用が大きく加工変質層厚みdがさらに増えた。外周研削後の外周部の面粗度はRa1μmであった。目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=5μmである(R=400m)。試料1〜5の中で最小である。dが大きいので反りが減った。クラック発生率Cは1%である。この点でもd=3μmはよい結果を与えることが分かる。このウエハーの上に発光ダイオードを作製しチップ分離しパッケージに収納し発光試験した製品(デバイス)歩留まりはQ=85%であった。製品歩留まりは試料5が最高である。反り、クラック発生、デバイス歩留まりの点でd=3μmは好ましい値である。
これまでと同じ寸法形状の(5インチ径850μm厚の)GaNウエハーを裏面研削(A)、裏面エッチング(B)の後、ポリビニールアルコール(PVA)をボンド材とする砥石を用いて外周研削した(チャンファーC)。これは樹脂をボンディング材とするのでゴム砥石でなくレジンボンド砥石である。ボンディング材のPVA樹脂を発泡させ硬度を下げている。空孔率は40%である。空孔が多いので柔軟なボンドとなっている。ゴム砥石と同じ手法では硬度を測定できない。固定砥粒はダイヤモンド砥粒だけである。試料1〜5より粗い800番手(平均粒径19μm)のものを用いた。チャンファー後の外周部の加工変質層の厚みはd=6μmである。試料5に比べダイヤモンド砥粒がより粗いので機械的研削作用が大きく加工変質層厚みdが二倍に増えた。外周研削後の外周部の面粗度はRa3μmであった。目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=5μmである(R=400m)。反りは最小で試料5と同等である。最小Uを与えるのは4〜5μmのdであろう。外周面の加工変質層が試料1〜4より厚いので試料1〜4より反りが減った。クラック発生率Cは2%である。試料1、2より少なく試料4、5より大きく試料3と同等である。ゴム砥石でなくても発泡させ柔軟性を増やしたレジンをボンドとする砥石でもクラックの発生を抑制できるということが分かる。これまでの試料と同じようにして発光ダイオードを作製した製品歩留まりはQ=80%であった。高い製品歩留まりである。
試料1〜6の結果は加工変質層厚みd=1〜3μm程度が、クラック抑制、反り抑制、素子歩留まり向上という観点から優れて良い条件であることを示唆する。特に加工変質層厚みd=2μmが最大のクラック抑制を与え、歩留まりも高いことが分かる。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、クロロプレンゴム(CR)を材料とするゴム砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。硬度は高く硬く60である。固定砥粒はダイヤモンド砥粒だけである。ダイヤモンド砥粒は試料1〜6より粗い600番手(平均粒径25μm)のものを用いた。チャンファー後の外周部の加工変質層の厚みはd=10μmである。試料1〜6の間でもっとも厚い。試料6に比べダイヤモンド砥粒がより粗いので、機械的研削作用が大きく外周加工変質層厚みdがさらに増えた。外周研削後の外周部の面粗度はRa5μmであった。目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=12μmである(R=170m)。試料2〜6に比べて反りが大きくなっている。外周面加工変質層が増えると却って反りが大きくなる。クラック発生率Cは5%である。試料1より小さく試料2〜6より大きい。d<2μmでdが減るとクラック発生率は増え、dが増えるとクラック発生は減る。d=2μmで最小になり、これよりdが増えるとクラック発生率Cは却って増えるということが分かる。発光ダイオードを作製した製品歩留まりはQ=70%であった。dが大きすぎて製品歩留まりが低下している。歩留まりが82%以上(Q≧82%)でなければならないとすると、加工変質層の望ましい厚みdは1μm≦d≦3μmである。歩留まりが70%以上であれば良いとすると、許されるdの範囲は0.5μm≦d≦10μmに広がる。その場合、試料1は不合格(×)、試料2〜7は合格(○)である。試料2〜5、7からゴム砥石のゴム硬度は40〜60の範囲が適することが分かる。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、フェノール樹脂をボンド材とする砥石を用いて外周研削した(チャンファーC)。樹脂をボンディング材とするのでゴム砥石でなくレジンボンド砥石である。試料6と異なりフェノール樹脂をボンディング材とする。発泡させない。空孔率は0%である。ゴム砥石と同じ手法では硬度を測定できない。固定砥粒はダイヤモンド砥粒だけである。試料1〜6より粗く試料7と同じ600番手(平均粒径25μm)のダイヤモンド砥粒を用いた。チャンファー後の外周部の加工変質層の厚みはd=13μmである。試料7に比べダイヤモンド砥粒の番手は同じであるが、砥石を基盤に固定するボンディング材が無発泡のフェノール樹脂で試料7より硬い。機械的研削作用が大きく加工変質層厚みdが試料7より大きい。外周研削後の外周部の面粗度はRa7μmであった。目の粗いダイヤモンド砥粒と、より硬いボンディング樹脂の砥石を使ったので外周面がより粗くなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=25μmである(R=80m)。クラック発生率Cは12%である。試料1〜7より大きい。無発泡のレジンボンド砥石は硬すぎクラックが発生してよくないことが分かる。発光ダイオードを作製した製品歩留まりはQ=50%であった。低い製品歩留まりである。歩留まりがQ≧70%を要求する場合、試料8は不合格である。
試料1〜8の結果は、クラック抑制、反り抑制、素子歩留まり向上という観点から加工変質層厚みd=0.5μm〜10μm程度が望ましいということを意味する。特にd=1〜3μm程度が優れて良い条件であることが分かる。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、銅錫合金(Cu−Sn)をボンド材とする砥石を用いて外周研削した(チャンファーC)。金属をボンディング材とするのでゴム砥石でなくメタルボンド砥石である。空孔率は0%である。ゴム砥石と同じ手法では硬度を測定できない。固定砥粒はダイヤモンド砥粒だけである。試料1〜6より粗く試料7、8と同じ600番手(平均粒径25μm)のダイヤモンド砥粒を用いた。チャンファー後の外周部の加工変質層の厚みはd=18μmである。試料7、8に比べダイヤモンド砥粒の番手は同じであるが、砥石を基盤に固定するボンディング材が銅錫合金でゴムや樹脂より硬いから、機械的研削作用が大きく加工変質層厚みdが試料7、8より大きい。外周研削後の外周部の面粗度はRa8μmであった。目の粗いダイヤモンド砥粒とより硬いボンディング樹脂の砥石を使ったので外周面がより粗くなったのである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=50μmである(R=40m)。クラック発生率Cは26%である。試料1〜8より大きい。メタルボンド砥石は硬すぎて外周研削に向かないということが分かる。発光ダイオードを作製した製品歩留まりはQ=20%であった。極めて低い製品歩留まりである。試料9は不合格である。
試料1〜9の結果から、加工変質層厚みdが2μm〜6μmで反りUは極小になり、6μm以上ではdとともに反りUも増えることが分かる。クラック発生率Cはd=2μmで極小で、dが2μm以上ではdとともに増加する。製品歩留まりはd=1〜3μmで高くそれ以下でも以上でも歩留まりは低下する。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、銅錫合金(Cu−Sn)をボンド材とする砥石を用いて外周研削した(チャンファーC)。メタルボンド砥石である。空孔率は0%である。固定砥粒はダイヤモンド砥粒とFe2O3砥粒である。ダイヤモンド砥粒80%、Fe2O3砥粒20%の配合比(重量%)である。ダイヤモンド砥粒は試料2と同じ細かい3000番手(平均粒径5μm)を用いた。この比率も試料2と同じである。試料2と違うのはボンディング材である。試料2はクロロプレンゴム(CR)が、試料10は銅錫がボンディング材である。ゴムボンド砥石とメタルボンド砥石の違いを明かにするためである。チャンファー後の外周部の加工変質層の厚みはd=13μmである。同じメタルボンドの試料9(d=18μm)に比べdが下がっている(13μm)のはダイヤモンド砥粒が細かいことによる。試料2(d=0.5μm)より大きいのは、ゴムボンディングとメタルボンディングの違いによる。砥粒の番手、配合比が同じであるのにdが0.5μmと13μmというように大きく相違する。それは弾力性に富むゴムボンディングが優れて良いということである。外周研削後の外周部の面粗度はRa1μmであった。目の細かいダイヤモンド砥粒と酸化物砥粒を使うので面粗度は小さい。金属ボンドなので試料2より面粗度は大きくなった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=28μmである(R=80m)。クラック発生率Cは14%である。試料1〜8より大きく試料9より小さい。目の細かいダイヤモンド砥粒を使っても、メタルボンド砥石はボンド部分が硬すぎて外周研削に向かないということが分かる。発光ダイオードを作製した製品歩留まりはQ=52%であった。低い製品歩留まりである。要求製品歩留まりQを82%以上とするとdの範囲は1μm≦d≦3μm、70%以上とするとdの範囲は0.5μm≦d≦10μmとなり、試料10は不合格である。要求される製品歩留まりが50%以上とすると、0.3μm≦d≦13μmの範囲のdが許される。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、ダイヤモンド砥粒を電着した砥石を用いて外周研削した(チャンファーC)。電着砥石である。空孔率は0%である。固定砥粒は細かい3000番手ダイヤモンド砥粒100%である。試料10と違うのは酸化物を含まないこととボンディング材が違うことである。同じ番手のダイヤモンド砥石を固定したものであるがボンディング材を用いず電着する。チャンファー後の外周部の加工変質層の厚みはd=16μmである。試料10よりdが大きくなるのは、電着のため剛性が増えたのとダイヤモンド砥粒比率が高いからである。外周研削後の外周部の面粗度はRa2μmであった。電着なので試料3より面粗度は大きくなった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハーの反りはU=43μmである(R=46m)。クラック発生率Cは22%である。反り、クラック発生率Cとも、試料9に次いで大きく、加工変質層厚みdと強い相関があることを示唆する。目の細かいダイヤモンド砥粒を使っても電着砥石は硬過ぎて外周研削に向かないということが分かる。発光ダイオードを作製した製品歩留まりはQ=35%であった。許容できないほど低い製品歩留まりである。
試料12〜18はダイヤ砥粒は1000番手に、ゴム砥石のゴム硬度は50に固定し、酸化物を変えて外周研削し、外周部の酸素量、チッピング、デバイス歩留まりについて試験したものである。ウエハーの準備、加工の順、デバイス作製は実施例2と同じである。外周部の酸素濃度がウエハーやデバイスの出来具合にどのように影響するのかを調べた。表2にその結果を示す。外周部酸素量は原子比率(at%)で示す。チッピングというのは平面加工(研削、研磨)のときにウエハーの外周部が欠けたり割れたりするものである。デバイス歩留まりは、そのウエハー上に2mm角の発光ダイオードを作製し、通電試験して発光させたときの合否によって評価している。
これまでと同じ5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒をクロロプレンゴム(CR)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=5μm、面粗度はRa1.5μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=1at%である。この酸素はチャンファー砥石からの混入でなく、エッチング、平面加工、洗浄による酸化、および雰囲気により自然酸化した可能性がある。チッピング発生率pは25%である。25%のウエハーは無駄になる。発光ダイオードを作製した製品歩留まりはQ=73%であった。ミラーウエハーに加工できた後の歩留まりは高い。しかしその前段階での平面加工時のチッピング発生率が高いのは望ましくない。より一層の工夫が必要である。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒80wt%と三二酸化鉄Fe2O3砥粒20wt%の混合物をクロロプレンゴム(CR)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=2.5μm、面粗度はRa0.5μmであった。試料12に比べdが半減している。ダイヤモンド砥粒の量が少ないから機械的研削作用が弱くなりdが減った。試料12に比べ外周部面粗度も低い。柔らかい酸化物砥粒の作用で外周面がより平滑になった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=3at%である。試料12の酸素濃度(1at%)の3倍である。酸化物砥粒の影響と考えられる。チッピング発生率pは5%である。試料12に比べてチッピング発生率は1/5である。チッピング発生率が減ったのは外周部に酸化物が存在するからと考えられる。酸化物砥粒の化学作用でチャンファー時の内的な損傷を減らしそれがチッピングを抑えたということである。他の酸素残存試料でも同じことが言える。酸化物砥粒を使用する利点はここにある。発光ダイオードを作製した製品歩留まりはQ=78%であった。チッピングが低く製品歩留まりが高いので望ましい。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒80wt%と三二酸化クロムCr2O3砥粒20wt%の混合物をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。試料13と異なるのはクロムの酸化物砥粒を使うことだけである。外周研削後の外周部の加工変質層厚みはd=2μm、面粗度はRa0.5μmであった。試料12に比べdが少なく、外周部面粗度も低い。ダイヤモンド砥粒の量が少ないから機械的研削作用が弱くなりdが減り面粗度も低い。酸化物砥粒の作用で表面がより平滑になった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=5at%である。試料12の5倍、試料13の1.7倍である。チャンファーに酸化物砥粒を使用したので酸素濃度が高い。試料12、13の比較からFe2O3よりCr2O3の方が酸化効果が大きいことがわかる。チッピング発生率pは3%である。試料12に比べてチッピング発生率は1/8である。チッピング発生率が減ったのは外周部に酸化物が存在するからである。酸化物砥粒を使用する利点である。試料13(p=5%)より酸素量が多いのでチッピング発生率が少ないのであろう。発光ダイオードを作製した製品歩留まりはQ=85%であった。優れて高い歩留まりである。チッピングが低く製品歩留まりが高いので最も望ましい。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒70wt%とFe2O3砥粒30wt%の混合物をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=2μm、面粗度はRa0.5μmであった。試料14とほぼ同じである。Fe2O3を使うが試料13よりFe2O3砥粒が30%でダイヤモンド砥粒の量が少ないから機械的研削作用が弱くなりdが減り面粗度も低い。柔らかい酸化物砥粒の作用で表面がより平滑になった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=10at%である。Fe2O3を使う試料13に比べより酸素濃度が高いがFe2O3砥粒比率が多いからである。チッピング発生率pは2%である。酸化物砥粒を使わない試料12に比べてチッピング発生率は1/12である。酸化物砥粒を用いる試料13、14に比べてもチッピング発生率は低い。外周部酸素濃度がより高いからである。試料12〜15からチッピング発生を減らしているのはウエハー外周部に含まれた酸化物だということが分かる。酸化物砥粒を使用する利点である。発光ダイオードを作製した製品歩留まりはQ=84%であった。優れて高い歩留まりである。チッピング発生率が低く製品歩留まりが高いので最も望ましい。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒70wt%とCr2O3砥粒30wt%の混合物をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=1.5μm、面粗度はRa0.5μmであった。試料14と比べるとCr2O3砥粒比率が多いのでダイヤモンド砥粒比率が減り、機械的研削作用が弱くなり加工変質層厚みdは減る。面粗度Raは試料14、15と同じである。面粗度はダイヤモンド:酸化物砥粒比率で決まり、酸化物の種類にはよらないということがわかる。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=15at%である。Fe2O3を30%使う試料15に比べより酸素濃度が高いが、Fe2O3よりCr2O3の方が酸化効果が大きいのであろう。チッピング発生率pは3%である。発光ダイオードを作製した製品歩留まりはQ=85%であった。優れて高い歩留まりである。チッピング発生率が低く製品歩留まりが高いので最も望ましい。試料14、16を比べるとCr2O3砥粒の比率が20、30wt%であって相違するが、p、Qは変わらない。Cr2O3の好ましい添加量が20〜30wt%にあるということである。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒60wt%と二酸化マンガンMnO2砥粒40wt%の混合物をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=1.5μm、面粗度はRa0.5μmであった。試料12と比べるとダイヤモンド砥粒比率が減り、機械的研削作用が弱くなり加工変質層厚みdは減る。面粗度Raは試料13〜16と同じである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=20at%である。40%もの酸化物を含む砥粒を使うので酸素濃度が高い。チッピング発生率pは5%である。発光ダイオードを作製した製品歩留まりはQ=80%であった。優れて高い歩留まりである。チッピング発生率が低く製品歩留まりが高いので好ましい。試料12〜17の結果から二酸化マンガンの砥粒も外周研削砥石に利用できることがわかる。
5インチ径850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1000番手ダイヤモンド砥粒40wt%とFe2O3砥粒60wt%の混合物をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は50である。外周研削後の外周部の加工変質層厚みはd=1μm、面粗度はRa0.5μmであった。試料13、15と同じFe2O3を使うがFe2O3砥粒が多くダイヤモンド砥粒の量が少ない。機械的研削作用が弱くなりdが減る。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の酸素濃度はO=25at%である。試料13、15に比べより酸素濃度が高い。Fe2O3砥粒比率が多いからである。チッピング発生率pは15%である。発光ダイオードを作製した製品歩留まりはQ=61%であった。高い歩留まりではない。チッピング発生率が高く(p=15%)製品歩留まりが低い(Q=61%)ので不合格である。試料18は、外周部の酸素濃度が高すぎると却ってチッピング発生率が増え、製品歩留まりが下がるということを示唆する。試料12〜18の結果からチッピング発生率pが5%以下で製品歩留まりが70%以上であるためには、外周部酸素量Oは3at%〜20at%であるということが分かる。チッピング発生率pが5%以下で製品歩留まりが80%以上であるためには外周部酸素量はO=5at%〜20at%である。結果としての酸素量と酸化物砥粒の配合比の関係は酸化物の種類によって異なるが、酸化物砥粒は20〜40wt%がチッピングを減らすのに有効である。
図28を見ると、酸素量が3at%〜20at%であるとチッピングを5%以下に抑えることができるということが分かる。ダイヤモンド砥粒だけで加工して酸素量が1at%と少ない試料12の場合は特にチッピングが頻度高く起こる。
図29を見ると、酸素量が3at%〜20at%であると、デバイス歩留まりを78%以上にできるということが分かる。
GaNウエハー外周研削に関しクラック発生率と製品歩留まりの観点から加工変質層厚みがd=0.5μm〜10μm、特にd=1μm〜3μmが良いこと、ゴムボンディング砥石が適していることがわかった。チッピングを下げ、歩留まりを上げるための望ましい外周部酸素濃度Oが3at%〜20at%であることが分かった。外周部の酸素濃度を上げるためには砥石に酸化物砥粒を混合すると良いこともわかった。
これまでと同じ5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=9μm、面粗度はRa4μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=0at%である。金属酸化物を使わないので金属不純物が入らない。チッピング発生率pは22%である。22%のウエハーは無駄になる。発光ダイオードを作製した製品歩留まりはQ=90%であった。歩留まりはよいがその前段階での平面研削時のチッピング発生が高いので望ましくない。ダイヤモンド砥粒の粒径が比較的大きいために機械的な衝撃が強く現れ、内的な損傷を生じことが考えられる。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒を80wt%、Fe2O3砥粒20wt%の混合からなる砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=7μm、面粗度はRa2μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=0.1at%である。チッピング発生率pは8%である。これは受容できる値である。発光ダイオードを作製した製品歩留まりはQ=92%であった。チッピング発生率pは低く歩留まりQも高い。これは合格である。鉄酸化物を使うので鉄(Fe)が外周に0.1at%残留する。金属や酸素の存在はdを下げpを下げる。それは金属、酸素自体が結晶を補強すること、チャンファーにおける内的な損傷を緩和することが考えられる。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒を80wt%、Cr2O3砥粒20wt%の混合からなる砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=7μm、面粗度はRa2μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=0.2at%である。チッピング発生率pは4%である。これは受容できる値である。発光ダイオードを作製した製品歩留まりはQ=90%であった。チッピング発生率pは低く歩留まりQも高いからこれは合格である。酸化クロムを使うので、クロム(Cr)が外周に0.2at%残留する。金属、酸素の残留はpを下げdを減らす。酸素、金属の存在は結晶構造を補強するということ、チャンファーにおける内的な損傷を緩和することが考えられる。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒を80wt%、ZnO砥粒20wt%の混合からなる砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=7μm、面粗度はRa2μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=3at%である。チッピング発生率pは7%である。これは受容できる値である。発光ダイオードを作製した製品歩留まりはQ=88%であった。チッピング発生率pは低く歩留まりQも高いからこれは合格である。酸化亜鉛を使うので、亜鉛(Zn)が外周に3at%残留する。亜鉛、酸素の存在がpとdを下げる。酸素、金属の存在は結晶構造を補強すること、チャンファーにおける内的な損傷を緩和することが考えられる。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒を80wt%、CuO砥粒20wt%の混合からなる砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=7μm、面粗度はRa2μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=5at%である。チッピング発生率pは15%である。発光ダイオードを作製した製品歩留まりはQ=85%であった。チッピング発生率pは低いとはいえないが歩留まりQが高いのでこれは許容できる。
銅(Cu)は外周に5at%残留する。金属、酸素の存在はpを下げdを減らす。酸素、金属の残留は結晶構造を補強するということ、チャンファーにおける内的な損傷を緩和することが考えられる。試料20〜23を比べると同じように酸化物の比率は20wt%であるのに、残存金属量mは、Cu(5at%)、Zn(3at%)、Cr(0.2at%)、Fe(0.1at%)の順序で多い。これは化学反応の反応性や、砥粒の硬さ、洗浄での除去されやすさの影響がある。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、600番手ダイヤモンド砥粒を50wt%、CuO砥粒50wt%の混合からなる砥粒をCR(クロロプレンゴム)で基盤に固定した砥石を用いて外周研削した(チャンファーC)。空孔率は0%である。ゴム硬度は55である。外周研削後の外周部の加工変質層厚みはd=5μm、面粗度はRa2μmであった。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=8at%である。チッピング発生率pは15%である。発光ダイオードを作製した製品歩留まりはQ=65%であった。チッピング発生率pが高く歩留まりQが低いのでこれは不適である。CuOを50%も含ませると不純物が増加するのでデバイス歩留まりを下げるのであろう。チッピング発生率pを最小にする金属量はm=0.2at%、歩留まりQを最大にする金属量はm=0.1である。金属量が多ければ良いというものでもなくm=0.1〜5at%が良い。より好ましくはm=0.1〜3at%である。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1500番手ダイヤモンド砥粒を100wt%の砥粒を鉄(Fe)系のボンディング材で基盤に固定したメタルボンド砥石を用いて外周研削した(チャンファーC)。外周研削後の外周部の加工変質層厚みはd=12μm、面粗度はRa4μmであった。加工変質層厚みd、面粗度が大きいのはダイヤモンドの比率が高くてメタルボンドだからである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=10at%である。酸化物砥粒はないがボンディング材が鉄であるから外周部に10at%の鉄が残留する。チッピング発生率pは25%である。発光ダイオードを作製した製品歩留まりはQ=35%であった。チッピング発生率pは高く歩留まりQが低いのでこれは不適である。チッピング発生率が高く歩留まりが低いのは加工変質層dが厚過ぎる(d=12μm)のと金属濃度が高過ぎる(10at%)からである。その原因はメタルボンドだからである。メタルボンド砥石は不適だということである。
5インチ径、850μm厚のGaNウエハーを裏面研削(A)、裏面エッチング(B)の後、1500番手ダイヤモンド砥粒をニッケルを用いた電着によって基盤に固定した電着砥石を用いて外周研削した(チャンファーC)。外周研削後の外周部の加工変質層厚みはd=14μm、面粗度はRa4μmであった。加工変質層厚みd、面粗度が大きいのはダイヤモンドの比率が高くて剛性の高い電着砥石だからである。チャンファーのあと表面研削(D)し、表面を研磨(E)し、表面をエッチング(F)して表面の加工変質層を除去し表面を平滑にした。ウエハー外周部の金属濃度はm=12at%である。酸化物砥粒はないがニッケルを用いて電着しているので、ニッケルが一部削られ外周部に12at%のニッケルが残留する。チッピング発生率pは30%である。発光ダイオードを作製した製品歩留まりはQ=22%であった。チッピング発生率pは高く歩留まりQが低いのでこれは不適である。チッピング発生率が高く歩留まりが低いのは加工変質層dが厚過ぎるd=14μm)のと金属濃度が高過ぎる(12at%)からである。その原因は電着砥石を用いた加工だからである。電着砥石は不適だということである。
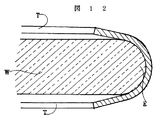
W ウエハー
M 加工変質層
E 外周部
S 側面
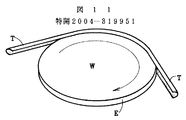
T テープ砥石
G ゴム砥石
H ゴム砥石
U 反り(周辺部に対する中心高さ)
Y 基板作製プロセス歩留まり
C クラック発生率
p チッピング発生率
m 外周部金属量
O 外周部酸素量
Q デバイス面内歩留まり
D ウエハー直径
Claims (7)
- 外周部に結晶構造が歪んだ層である加工変質層が残存し、残存する加工変質層の厚みが0.5μm〜10μmであり、表面が鏡面であることを特徴とする窒化物半導体ウエハー。
- 外周部の面粗度がRa0.07μm〜Ra3μmであることを特徴とする請求項1に記載の窒化物半導体ウエハー。
- 外周部の酸素量が3at%〜20at%であることを特徴とする請求項1又は請求項2の何れかに記載の窒化物半導体ウエハー。
- 外周部の金属量が0.1at%〜5%であることを特徴とする請求項1〜3の何れかに記載の窒化物半導体ウエハー。
- 外周部にゴム砥石によって形成された面取り部を有し、外周部の面取り部に結晶構造が歪んだ層である加工変質層が残存し、残存する加工変質層の厚みが1μm〜3μmであり、表面が鏡面であることを特徴とする窒化物半導体ウエハー。
- 請求項1〜5の何れかに記載の窒化物半導体ウエハーの上に窒化物半導体薄膜をエピタキシャル成長させ、電極を形成し、チップ分離して作製することを特徴とする窒化物半導体デバイスの製造方法。
- 請求項1〜5の何れかに記載の窒化物半導体ウエハーの上にエピタキシャル成長させた窒化物半導体薄膜と、電極を備えることを特徴とする窒化物半導体デバイス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009233252A JP5413116B2 (ja) | 2008-02-27 | 2009-10-07 | 窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008045425 | 2008-02-27 | ||
| JP2008045425 | 2008-02-27 | ||
| JP2009233252A JP5413116B2 (ja) | 2008-02-27 | 2009-10-07 | 窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009026834A Division JP4395812B2 (ja) | 2008-02-27 | 2009-02-09 | 窒化物半導体ウエハ−加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010705A true JP2010010705A (ja) | 2010-01-14 |
| JP5413116B2 JP5413116B2 (ja) | 2014-02-12 |
Family
ID=41246827
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009060362A Active JP4404162B2 (ja) | 2008-02-27 | 2009-03-13 | 窒化物半導体ウエハ− |
| JP2009233252A Active JP5413116B2 (ja) | 2008-02-27 | 2009-10-07 | 窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009060362A Active JP4404162B2 (ja) | 2008-02-27 | 2009-03-13 | 窒化物半導体ウエハ− |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP4404162B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011162364A (ja) * | 2010-02-05 | 2011-08-25 | Disco Abrasive Syst Ltd | サファイア基板の加工方法 |
| JP2011230998A (ja) * | 2010-03-11 | 2011-11-17 | Soraa Inc | 半絶縁性のiii族メタルナイトライドおよびその製造方法 |
| WO2011161906A1 (ja) * | 2010-06-21 | 2011-12-29 | 三菱電機株式会社 | 炭化珪素半導体素子の製造方法と製造装置 |
| JP2015119087A (ja) * | 2013-12-19 | 2015-06-25 | 古河機械金属株式会社 | マーク付き窒化物半導体基板の製造方法 |
| US9157167B1 (en) | 2008-06-05 | 2015-10-13 | Soraa, Inc. | High pressure apparatus and method for nitride crystal growth |
| US9175418B2 (en) | 2009-10-09 | 2015-11-03 | Soraa, Inc. | Method for synthesis of high quality large area bulk gallium based crystals |
| JP2016127051A (ja) * | 2014-12-26 | 2016-07-11 | 新日鐵住金株式会社 | 炭化珪素単結晶インゴットの側面加工方法 |
| US9543392B1 (en) | 2008-12-12 | 2017-01-10 | Soraa, Inc. | Transparent group III metal nitride and method of manufacture |
| US9564320B2 (en) | 2010-06-18 | 2017-02-07 | Soraa, Inc. | Large area nitride crystal and method for making it |
| JP2019016748A (ja) * | 2017-07-10 | 2019-01-31 | 株式会社Sumco | シリコンウェーハの製造方法 |
| WO2023176128A1 (ja) * | 2022-03-14 | 2023-09-21 | 日本碍子株式会社 | Iii族元素窒化物半導体基板および貼り合わせ基板 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5509806B2 (ja) * | 2009-11-19 | 2014-06-04 | 富士電機株式会社 | 半導体装置の製造方法 |
| CN105821435B (zh) | 2010-01-27 | 2018-10-16 | 耶鲁大学 | 用于GaN装置的基于导电性的选择性蚀刻和其应用 |
| JP5982971B2 (ja) | 2012-04-10 | 2016-08-31 | 住友電気工業株式会社 | 炭化珪素単結晶基板 |
| US11095096B2 (en) | 2014-04-16 | 2021-08-17 | Yale University | Method for a GaN vertical microcavity surface emitting laser (VCSEL) |
| JP6299369B2 (ja) * | 2014-04-18 | 2018-03-28 | 旭硝子株式会社 | 板状体の製造方法 |
| WO2016054232A1 (en) | 2014-09-30 | 2016-04-07 | Yale University | A METHOD FOR GaN VERTICAL MICROCAVITY SURFACE EMITTING LASER (VCSEL) |
| US11018231B2 (en) | 2014-12-01 | 2021-05-25 | Yale University | Method to make buried, highly conductive p-type III-nitride layers |
| WO2016187421A1 (en) | 2015-05-19 | 2016-11-24 | Yale University | A method and device concerning iii-nitride edge emitting laser diode of high confinement factor with lattice matched cladding layer |
| CN114236658B (zh) * | 2022-02-24 | 2022-06-03 | 季华实验室 | 一种高激光损伤阈值金刚石镜片及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63144966A (ja) * | 1986-12-08 | 1988-06-17 | Sumitomo Electric Ind Ltd | 3−5族化合物半導体ウエハ研削用ホイ−ル |
| JPS63150158A (ja) * | 1986-12-10 | 1988-06-22 | Sumitomo Electric Ind Ltd | 端面研削盤切込み装置 |
| JPH09168947A (ja) * | 1995-12-18 | 1997-06-30 | Takeshiyou:Kk | 超音波微振動によるワークの周縁研削加工方法 |
| JP2005136311A (ja) * | 2003-10-31 | 2005-05-26 | Matsushita Electric Ind Co Ltd | 窒化物半導体基板及びその製造方法 |
| JP2005136167A (ja) * | 2003-10-30 | 2005-05-26 | Sumitomo Electric Ind Ltd | 窒化物半導体基板の製造方法と窒化物半導体基板 |
| JP2006203058A (ja) * | 2005-01-21 | 2006-08-03 | Sumitomo Electric Ind Ltd | 発光装置およびその製造方法 |
| JP2007042748A (ja) * | 2005-08-01 | 2007-02-15 | Hitachi Cable Ltd | 化合物半導体ウェハ |
| JP2007254258A (ja) * | 2005-06-06 | 2007-10-04 | Sumitomo Electric Ind Ltd | 窒化物半導体基板とその製造方法 |
| JP2008028259A (ja) * | 2006-07-24 | 2008-02-07 | Mitsubishi Chemicals Corp | 単結晶GaN基板の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000265160A (ja) * | 1999-03-12 | 2000-09-26 | Sumitomo Osaka Cement Co Ltd | 高速鏡面研磨用研磨材 |
| JP4586704B2 (ja) * | 1999-08-17 | 2010-11-24 | 三菱マテリアル株式会社 | レジンボンド砥石 |
| JP2001138244A (ja) * | 1999-08-17 | 2001-05-22 | Mitsubishi Materials Corp | レジンボンド砥石 |
| US6287353B1 (en) * | 1999-09-28 | 2001-09-11 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| JP4056854B2 (ja) * | 2002-11-05 | 2008-03-05 | 新光電気工業株式会社 | 半導体装置の製造方法 |
| TWI247437B (en) * | 2003-07-28 | 2006-01-11 | Toyoda Gosei Kk | Light-emitting semiconductor device, manufacturing method thereof, and electrode forming method |
| JP2005302804A (ja) * | 2004-04-07 | 2005-10-27 | Toyoda Gosei Co Ltd | 発光ダイオード及びその製造方法 |
| DE602004010849T3 (de) * | 2003-12-23 | 2014-01-09 | Diamond Innovations, Inc. | Verfahren zum schleifen von rollen |
| JP5194334B2 (ja) * | 2004-05-18 | 2013-05-08 | 住友電気工業株式会社 | Iii族窒化物半導体デバイスの製造方法 |
| JP2008272835A (ja) * | 2005-08-05 | 2008-11-13 | Kurenooton Kk | レジノイド砥石及びその製造方法 |
| JP4903001B2 (ja) * | 2006-02-24 | 2012-03-21 | クレトイシ株式会社 | レジノイド砥石の製造方法 |
| JP4816229B2 (ja) * | 2006-05-09 | 2011-11-16 | 株式会社Sumco | ウェーハの枚葉式エッチング装置 |
-
2009
- 2009-03-13 JP JP2009060362A patent/JP4404162B2/ja active Active
- 2009-10-07 JP JP2009233252A patent/JP5413116B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63144966A (ja) * | 1986-12-08 | 1988-06-17 | Sumitomo Electric Ind Ltd | 3−5族化合物半導体ウエハ研削用ホイ−ル |
| JPS63150158A (ja) * | 1986-12-10 | 1988-06-22 | Sumitomo Electric Ind Ltd | 端面研削盤切込み装置 |
| JPH09168947A (ja) * | 1995-12-18 | 1997-06-30 | Takeshiyou:Kk | 超音波微振動によるワークの周縁研削加工方法 |
| JP2005136167A (ja) * | 2003-10-30 | 2005-05-26 | Sumitomo Electric Ind Ltd | 窒化物半導体基板の製造方法と窒化物半導体基板 |
| JP2005136311A (ja) * | 2003-10-31 | 2005-05-26 | Matsushita Electric Ind Co Ltd | 窒化物半導体基板及びその製造方法 |
| JP2006203058A (ja) * | 2005-01-21 | 2006-08-03 | Sumitomo Electric Ind Ltd | 発光装置およびその製造方法 |
| JP2007254258A (ja) * | 2005-06-06 | 2007-10-04 | Sumitomo Electric Ind Ltd | 窒化物半導体基板とその製造方法 |
| JP2007042748A (ja) * | 2005-08-01 | 2007-02-15 | Hitachi Cable Ltd | 化合物半導体ウェハ |
| JP2008028259A (ja) * | 2006-07-24 | 2008-02-07 | Mitsubishi Chemicals Corp | 単結晶GaN基板の製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9157167B1 (en) | 2008-06-05 | 2015-10-13 | Soraa, Inc. | High pressure apparatus and method for nitride crystal growth |
| US9543392B1 (en) | 2008-12-12 | 2017-01-10 | Soraa, Inc. | Transparent group III metal nitride and method of manufacture |
| US9175418B2 (en) | 2009-10-09 | 2015-11-03 | Soraa, Inc. | Method for synthesis of high quality large area bulk gallium based crystals |
| JP2011162364A (ja) * | 2010-02-05 | 2011-08-25 | Disco Abrasive Syst Ltd | サファイア基板の加工方法 |
| JP2011230998A (ja) * | 2010-03-11 | 2011-11-17 | Soraa Inc | 半絶縁性のiii族メタルナイトライドおよびその製造方法 |
| US9564320B2 (en) | 2010-06-18 | 2017-02-07 | Soraa, Inc. | Large area nitride crystal and method for making it |
| WO2011161906A1 (ja) * | 2010-06-21 | 2011-12-29 | 三菱電機株式会社 | 炭化珪素半導体素子の製造方法と製造装置 |
| JPWO2011161906A1 (ja) * | 2010-06-21 | 2013-08-19 | 三菱電機株式会社 | 炭化珪素半導体素子の製造方法と製造装置 |
| JP2015119087A (ja) * | 2013-12-19 | 2015-06-25 | 古河機械金属株式会社 | マーク付き窒化物半導体基板の製造方法 |
| JP2016127051A (ja) * | 2014-12-26 | 2016-07-11 | 新日鐵住金株式会社 | 炭化珪素単結晶インゴットの側面加工方法 |
| JP2019016748A (ja) * | 2017-07-10 | 2019-01-31 | 株式会社Sumco | シリコンウェーハの製造方法 |
| WO2023176128A1 (ja) * | 2022-03-14 | 2023-09-21 | 日本碍子株式会社 | Iii族元素窒化物半導体基板および貼り合わせ基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4404162B2 (ja) | 2010-01-27 |
| JP5413116B2 (ja) | 2014-02-12 |
| JP2009231833A (ja) | 2009-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4395812B2 (ja) | 窒化物半導体ウエハ−加工方法 | |
| JP5413116B2 (ja) | 窒化物半導体ウエハー及び窒化物半導体デバイスの製造方法並びに窒化物半導体デバイス | |
| JP4333820B1 (ja) | 化合物半導体基板 | |
| US9299890B2 (en) | III nitride semiconductor substrate, epitaxial substrate, and semiconductor device | |
| TWI463553B (zh) | Iii族氮化物結晶及其表面處理方法、iii族氮化物積層體及其製造方法、與iii族氮化物半導體裝置及其製造方法 | |
| JP2007103457A (ja) | ポリシングスラリー、iii族窒化物結晶の表面処理方法、iii族窒化物結晶基板、エピタキシャル層付iii族窒化物結晶基板、半導体デバイスおよびその製造方法 | |
| JP5636642B2 (ja) | 化合物半導体基板 | |
| JP2014157983A (ja) | Iii族窒化物複合基板およびその製造方法、積層iii族窒化物複合基板、ならびにiii族窒化物半導体デバイスおよびその製造方法 | |
| JP5648726B2 (ja) | GaN基板及びその製造方法、エピタキシャル基板、並びに、半導体デバイス | |
| JP5668769B2 (ja) | Iii族窒化物結晶およびその表面処理方法、iii族窒化物積層体およびその製造方法、ならびにiii族窒化物半導体デバイスおよびその製造方法 | |
| JP2010166017A (ja) | 化合物半導体基板及び半導体デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5413116 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |