JP2010010484A - 連結コイル形成装置および連結コイル形成制御方法 - Google Patents
連結コイル形成装置および連結コイル形成制御方法 Download PDFInfo
- Publication number
- JP2010010484A JP2010010484A JP2008169362A JP2008169362A JP2010010484A JP 2010010484 A JP2010010484 A JP 2010010484A JP 2008169362 A JP2008169362 A JP 2008169362A JP 2008169362 A JP2008169362 A JP 2008169362A JP 2010010484 A JP2010010484 A JP 2010010484A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- winding
- unit
- coil portion
- dimension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Landscapes
- Coil Winding Methods And Apparatuses (AREA)
Abstract
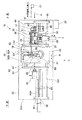
【解決手段】連結コイル形成装置10を、一方の端部に角筒状の第1コイル部を有する平角線の他方の端部に角筒状の第2コイル部を形成するコイル巻線機55と、コイル巻線機55による第2コイル部の巻線加工に際し平角線の所定寸法分ずつコイル巻線機を往復移動させるヘッド送りユニット40と、ヘッド送りユニット40を往復駆動するモータ45と、これらコイル巻線機55、ヘッド送りユニット40およびモータ45の各動作を制御する主制御部21を含む駆動制御手段20と、を備えた構成とした。
【選択図】図1
Description
従来、リアクトルは、昇圧回路、インバータ回路、アクティブフィルタ回路等に用いられている。このようなリアクトルとしては、コアと当該コアに巻回されたコイルとを他の絶縁部材等とともに金属等のケース内に収納するものが多く用いられるようになっている。
そして、例えば車載用の昇圧回路に用いられるリアクトルにおいては、高電流流域における高いインダクタンス値を得るために所定の巻径と巻数により形成した単独コイルを2個並列状に形成し、双方コイルを流れる電流の方向が互いに逆向きになるように連結(接続)した構成コイルが用いられている。
また、他の従来例として、並列状に並ぶ同一巻き方向の2個コイルを1本の平角線のエッジワイズ巻きによって形成すると共に、相互に連続する上記2個コイルの相互間に架かる平角線の連結部を長手方向に沿って二つ折りに返すようにして、双方コイルの端面による外形内に収める構成のものも知られている(例えば特許文献2参照)。
また、前記特許文献1のコイルでは、両コイルと連絡用ターミナルとの接続のために、まず各巻線や連絡用ターミナルの連結側端部の皮膜を剥がし、その上で、当該箇所を溶接するという作業が必要となり、その結果、製造作業が大変煩雑になっていた。
さらに、個別の巻線により形成された2個のコイルを、連絡用ターミナルを介した溶接により電気的に接続するため、どうしても溶接部の信頼性が問題となり、溶接の出来具合により、コイルの電気的特性にバラツキが生じてしまうという問題もあった。
さらに、両コイルと連絡用ターミナルと接続の工程は不要であるが、上述した折り返しのための作業工程が必要となるので、その分、製造作業が煩雑になるという問題が生じている。
連結コイル形成装置。
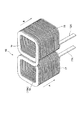
連結コイル16は、長尺素材である1本の平角線Wの長さ方向一方と他方との端部に、それぞれ角巻して当該角巻部が角筒状に積層された状態に形成された第1コイル部17および第2コイル部18を備えて形成されている。
また、平角線Wは、断面矩形形状の導線に被膜が施されたものである。
このため、第2コイル部18の角巻き工程中の各辺を形成するときの線材送り誤差の累積が、第1コイル部17の軸心と第2コイル部18の軸心との距離のバラツキとなって現れるおそれがある。
ここで、角巻きとは、コイルを角筒状に巻くことをいい、コイルを丸型に巻く丸巻きと対比されている。
なお、2つのコイル部17,18のリード部17A,18Aは、各コイル部17,18の軸方向の同じ側にあるから、リード部17A,18Aの先端部に、図示しない端子を取り付ける場合にも、端子の位置を揃えることが可能である。
そして、このオフセット部分19Aは第1コイル部17と第2コイル部18とを連結する連結部19を兼ねている。
このことは、連結部19のために、熱伝導性ケースの底面に形成される突起部の位置や形状を制限する必要がなくなり、これにより、設計の自由度が増す、という効果を得ることができるということである。
本願では、前述のように、第1コイル部17と第2コイル部18との連結部19を形成する第2コイル部18側のオフセット部分19Aを、第1コイル部17と第2コイル部18間の距離を調整するための余長部分として設けた状態で角巻しているので、第1コイル部17と第2コイル部18との軸心間の距離を高精度で維持することができる。
連結コイル形成装置10は巻線機架台30を備え、この巻線機架台30の上面30A上には、前記線送り機32やヘッド送りユニット40等が配置されている。
これにより、線送り機32では、一対のプーリ36で平角線導入側から供給された平角線Wの端部を挟み込み、一対のプーリ36をそれぞれ逆方向に回転させて、平角線Wを次に送り込むことができる。
なお、線送り機32は前述のようにY軸方向に移動可能となっているので、線送り機32に一体的に装備された第1のコイル受け部材60も、線送り機32がY軸方向に退避するとき同時に移動することになる。
このヘッド送りユニット40は、前記線送り機32がY軸方向に退避した場合に、当該線送り機32に代わって平角線Wを下流側に送り込み、巻線加工の実行を補助するために設けられているものである。
本体部41の裏面には、図6等に示すように、上記ボールネジ46と螺合するナット47と、スライド軸44をガイドするガイド部材48とが設けられている。これにより、パルスモータ45を駆動させるとボールネジ46とナット47との螺合により、本体部41がスライド軸44に沿って支持部材43間でスライドできるようになっている。
コイル巻線機55は、前記線送り機32、またはヘッド送りユニット40による1辺ずつの送りにより、平角線Wの他端部に、当該他端部を順次角巻して角筒状の前記第2コイル部18を形成するものである。
ここで、第1コイル部17の前記リード部17Aも、前記連結コイル形成装置10に導入されるときは、上記第2コイル部18と同様、すでに90°曲げられている(図2参照)。
固定治具56Aは、送られてくる平角線Wをガイドすると共に、その平角線Wの巻線加工時に幅方向一端側側面を固定するものである。
上面ガイド62Aは、コイル巻線機55による第2コイル部18の巻線加工が終了し、第1コイル部17との間で並列状の連結コイル16が完成した後、その連結コイル16を第2のコイル受け部材62から、平角線Wの送り方向先側に送り出して、あるいは固定治具56Aの上方に抜き出して取り出すとき、第2のコイル受け部材62および固定治具56Aのどこにも干渉せずに取り出せるように、連結コイル16の並列方向、かつ線送り機32の退避方向とは逆方向にスライドできるようになっている。
このコイル搬出ユニット84は、巻線機架台31の平角線Wの送り方向Kの両端のそれぞれ2箇所に所定間隔をおいて立設された2本の柱状部材85と、これらの柱状部材85間に架けわたされたチャックユニット用ガイド部材87とを備えて構成されている。
チャックユニット88は、矩形形状の箱状に形成されたスライド本体89を備えており、このスライド本体89の厚さ方向(上下方向)側面に、上記2本のチャックユニット用ガイド部材87に係合する水平な貫通穴89Aがあけられている。また、スライド本体89の側面で2本のチャックユニット用ガイド部材87の中間位置には、貫通穴89Aと平行に、かつスライド本体89の長さ方向略中央部に達するチャック移動シリンダ90のロッド90A用の穴89Bがあけられている。
したがって、チャック移動シリンダ90を駆動させ、そのロッド90Aを前後移動させることにより、スライド本体89がチャックユニット用ガイド部材87に沿って前後方向にスライドすることになる。
すなわち、スライド本体89の上面には支持ブロック93が設けられ、この支持ブロック93には、上下方向に貫通するシリンダ用穴と、チャック機構91の上下移動をガイドするガイド軸95用の貫通穴とがあけられている。
さらに、連結部96には、下方に延びてチャック部92が設けられている。チャック部92は、周知の構造により開閉可能となっている。
この移動ストッパ機構98は、スライド本体89の幅方向両側面に取り付けられたシリンダ98と、このシリンダ98のロッド先端に設けられた図略のストッパ部材とで構成されている。そして、上記ストッパ部材がロッドの前後動、つまりガイド部材87の径方向移動により前記ガイド部材87と接触・離隔可能となり、接近して当接することでガイド部材87を押圧し、これによりスライド本体89、ひいてはチャック機構91の移動をストップさせるようになっている。
そして、スライド本体89が平角線Wの送り方向に沿って移動する際、センサドグ102の移動を上記センサ101が検出し、その信号を前記主制御部21の演算制御部24に送信するようになっている。
図6に示すように、前記コイル巻線機55と前記線送り機32の連動により第2コイル部18の巻線が進むに連れて、平角線材Wの一方の端部に形成されている第1コイル部17は線送り機32に接近してくる。
スライド本体89は、その後、平角線導入側A(図3参照)の初期位置に戻り、そこで待機するようになっている。
この駆動制御手段20は、前記コイル巻線機55、ヘッド送りユニット40およびモータ45の各動作を制御する主制御部21を含んで構成されている。
また、主制御部21には各種情報を入力するための入力手段27が接続されている。
コイル部位置測定手段22は、巻線加工の進行と共に接近する前記第1コイル部17の予め設定された測定基準位置S(図11,13等参照)からの距離を、第2コイル部18の最後の巻線加工の3ターン前で測定するものである。
なお、本実施形態では、第2コイル部18の最後の巻線加工の3ターン前で測定しているが、3ターン以上手前で測定しても位置補正は可能である。ただし、位置測定後に発生する巻線加工による誤差の累積ということについては、3ターン前測定が一番有利である。
また、このメモリ手段23には、上記基準距離の他、主制御部21による制御に必要な各種の情報、例えば、予め設定された第1、第2コイル部17,18間の隙間の基準寸法(設定寸法)、平角線Wの幅および厚さ寸法、矩形形状の角筒状に巻き上げる積層段数、矩形角筒形状の長辺寸法、および短辺寸法、第1、2コイル部17,18を形成するのに必要な平角線Wの全長寸法、等の情報も記憶されている。
また、主制御部21は、予め設定されている第2コイル部18の基準の総巻線回数が記憶された巻線加工用回数記憶部26を備えている。
また、測定時期演算判定部28では、第2コイル部18の最後の巻線加工の3ターン前であることの判断を行なった後、測定開始時期の指令を前記コイル部位置測定手段22に発する機能を有している。
すなわち、コイル巻線機55における巻線部56の固定治具56Aと巻治具56Bとによる巻線のタイミング、戻りのタイミング等が駆動制御される。
すなわち、第2コイル部18の巻線加工が進むに連れ第2コイル部18側に接近する第1コイル部17が測定開始位置に到達したとき、線送り機32をY軸方向に退避させるタイミング、および退避速度等の制御が行われる。
本連結コイル形成制御方法は、一方の端部に形成された角筒状の第1コイル部17を有する平角線を他方の端部から導入すると共に、その端部を順次1辺ずつ巻線加工して角筒状の第2コイル部18を形成し、かつ当該第2コイル部18と第1コイル部17とを並列状態に配置し連結コイル16を形成する方法である。
一方、コイルズレYは最終巻線工程の1ターン手前の巻線動作においてゼロになるよう、すなわち第1コイル部17と第2コイル部18がズレなく並列となるように位置補正される。このコイルズレYは、第2コイル部18の巻線工程における平角線Wの送り誤差等の累積により生じるものである。
第2コイル部18の巻線加工が進むに連れ、図13に示すように、第1コイル部17は線送り方向Kに沿って移動し、第2コイル部18側に接近する。
前記図10のフローチャートは、この状態からスタートしている。
この演算は、前記演算制御部24により、メモリ手段23に記憶されている基準位置からの第1コイル部17までの距離と、コイル部位置測定手段22により測定された距離とを基に行われる。
この演算も、上記演算制御部24により行われる。
Pリード長補正=k×ΔP(k:設定パラメータ)として演算される。
この演算も、上記演算制御部24により行われる。
なお、第1コイル部17と第2コイル部18のズレYは、巻線動作時の機械的累積誤差以外に、平角線Wの硬さや線材ボビンに巻かれた線材の巻きグセの影響も受けるものと考えられ、また、これらの平角線Wの品質のバラツキは、連続的にゆるやかに変化するものと考えられる。
そういった品質のばらつきによる影響も、コイル位置の測定結果をフィードバックさせることで、ある程度低い範囲に抑えようとする目的で、次回の巻線の第2コイル用リード線の設定長さに対してk×ΔPという補正量を加減することもできるようにしたものである。
そして、上記式において、kはいわゆる重みの乗数で、k=1であれば、コイル位置の長短が次回巻線の第2コイルリード長さの長短にそのまま反映され、1以下であればそれがより緩やかになるといった、実際の稼動を通して求められる数値である。
そして、上記ステップ(ST)2からステップ(ST)7までが、連結コイル形成制御方法における第2の工程となる。
すなわち、この第1コイル位置監視工程では、パルスモータ45の稼動と共に出力される計測用パルスを、パルスモータ45の駆動開始から予め取り付けられたコイル位置測定センサ101が第1コイル部17側に取付けられたセンサドグ102を検知するまでカウントすることによって第1コイル部17の位置を監視するようになっている。
第2コイル部18は四角筒形状となっているので、1ターンは順次90度ずつ折曲げる際の最初の巻線加工であり、つまり1/4巻きである。
したがって、上記最後の巻線加工3ターン前の巻線動作が終了したときは、1つの角筒を形成するための最初の1/4巻線加工が終了したときである。
コイル部位置測定後の巻線動作により最後の巻線より2ターン手前の巻線(図11中2/4巻線加工)が終了する。次いで最後の巻線加工1ターン手前では、最後の巻線加工における3回目の巻線加工、つまり3/4巻線加工が実行される。この3/4巻線加工は図12におけるコイルのY方向のずれを前記コイル部位置測定のデータに基いて補正する巻線動作である。
ここで、最後の巻線加工2ターン前までは、1ターンごとに通常の送り寸法BP(パルス)送りと、AP(パルス)送りとが交互に繰り返されている。そして、BP送りは、前記第1コイル部17の長辺寸法をパルス数で表した寸法、AP送りは、前記第1コイル部17の短辺寸法をパルス数で表した寸法である。
そして、第2コイル部18の完成と同時に、第1コイル部17と第2コイル部18とのズレがなく、かつ両コイル部17,18間の隙間が予め設定されている寸法と等しい寸法となった連結コイル16が完成する。
このスライド本体89には第1コイル部17をチャックするチャック部92が設けられている。したがって、チャック部92に保持された第1コイル部17とセンサドグ102の位置関係は常に同じであるため、距離測定用基準位置Sからセンサドグ102までの距離を測定することで、第1コイル部17の位置情報を得ることができる。
この測定は、前述のように、最後の巻線加工3ターン手前で、次の曲げ工程のために平角線Wを送るときに行われる。
駆動パルス1個あたりのヘッド送りユニット40の移動量は、モータ部の減速比とボールネジ46のネジリード長さから算定され、駆動パルスとエンコーダ出力パルスは1:1に対応しているので、ヘッド送りユニット40が動作開始して、センサドグ102が測定センサ101に到達するまでに出力されるエンコーダパルス数をカウントすれば(図14の測定パルス数P)、これをセンサドグ102から距離測定用基準位置Sに固定された測定センサ101までの距離に換算することができる。
なお、図15(A)に示す両コイル部17,18の位置関係は、最後の巻線加工2ターン手前の状態である。
つまり、第1コイル部17が第2コイル部18に対して連結部19から離れる方向に位置しているということである。
そのため、図16(C)に示すように、上記ズレ分を+側にオフセットして(オフセット量を多くする位置補正)巻線することで、第1コイル部17と第2コイル部18間の距離、つまりコイルズレYを適正とすることができる。
つまり、第1コイル部17が第2コイル部18に対して連結部19に近づく方向に位置しているということである。
そのため、図17(C)に示すように、上記ズレ分を−側にオフセットして(オフセット量を少なくする位置補正)巻線することで、第1コイル部17と第2コイル部18間の距離、つまりコイルズレYを適正とすることができる。
ここで、オフセット部を設けて、位置補正なしで相互位置のズレなく巻線された場合のコイル間リード長を適正長さと設定したのは、適正リード長さより短いコイル間リード長のコイルを補正巻線したときに、調整代であるオフセット部がコイルの内径内に表れないようにするためである。
F=F0+(P1−P0)×L/2…(1)(F0は基準オフセット量)
この式(1)を図19(A)、(B)に基づいて補足説明すると、測定した2個の第1コイル部17において、オフセット部14のオフセット量が、図19(A)と図19(B)とでΔk違えば、その部分の線材長は2×Δkとなる。上記式(1)において(P1−P0)×Lを2で除すのはこの理由による。
その後、この補正送り寸法L1で第1コイル部17を送った後、図20(B)に示すように、前記巻治具56Bを90度回動させて、平角線Wを巻線加工したとき、その部分の第2コイル部18の長辺寸法が上記オフセット寸法Fを加えた寸法となって現れるようになる。
なお、上記隙間寸法L2は、両コイル部17,18の軸心W1、W2間の寸法が、前記図12に示したコイルピッチXと一致しているとき必然的に決まる寸法であり、また、そのコイルピッチXは、予め特定されている。
このとき、送り出した平角線Wがコイル巻線機55とともに戻らないようになっている。そして、巻線加工位置S2の位置で、図20(B)に示すように、90度の巻線加工が実施される。
なお、補正寸法L1は、図11に表示されているAP+オフセット寸法と同じである。
なお、補正寸法L3は、図11に表示されているBP+隙間寸法と同じである。
(1)第2コイル部18の巻線加工の進行と共に接近する第1コイル部17の位置が、第2コイル部18の最後の巻線加工の3ターン前で測定され、その距離が、演算制御部24により基準距離と比較演算され、第1コイル部17と第2コイル部18とのズレを調整するオフセット量Fとして求められる。そして、このオフセット量Fと第1コイル部17の一辺(長辺寸法)とをプラスした寸法で平角線Wを送り、第2コイル部18の最後の巻線加工1ターン手前の位置が設定され、その位置で巻線加工される。その結果、平角線Wの一方の端部に形成された角筒状の第1コイル部に対して平角線Wの他方の端部に角筒状の第2コイル部18をずれることなく並列状態に配設することができ、寸法精度の高い連結コイル16を得ることができる。
例えば、前記実施形態では、長尺素材として平角線Wを用い、この平角線Wの一端部と他短部とに、それぞれ第1コイル部17と第2コイル部18を形成するようにしたが、これに限らない。長尺素材として丸棒等の線材を用いてもよい。
例えば、架台上に固定され平角線Wを送り出す線送り機と、上記架台上に固定され上記線送り機から送り出された平角線Wを順次角巻するコイル巻線機とを備えてコイル巻線装置を構成すると共に、このコイル巻線装置で平角線Wの一端部に第1コイル部17を形成した後、前記連結コイル形成装置10に導入するようにしてもよい。
16 連結コイル
17 第1コイル部
18 第2コイル部
19 連結部
19A オフセット部分
20 駆動制御部
21 主制御部
22 コイル部位置測定手段
23 メモリ手段
24 演算制御部
25 巻数カウント部
26 巻数加工用回数記憶部
27 入力手段
28 測定時期演算判定部
40 ヘッド送りユニット
55 コイル巻線機
84 コイル搬出ユニット
88 チャックユニット
101 コイル位置測定センサ
102 センサドグ
Claims (8)
- 一方の端部に形成された角筒状の第1コイル部を有する長尺素材の他方の端部に当該端部を順次巻線加工して角筒状の第2コイル部を形成するコイル巻線機と、このコイル巻線機を装備すると共に当該コイル巻線機による前記第2コイル部の巻線加工に際し前記長尺素材の所定寸法分ずつ往復移動するヘッド送りユニットと、このヘッド送りユニットを往復駆動するユニット駆動手段と、前記コイル巻線機、ヘッド送りユニットおよびユニット駆動手段の各動作を制御する主制御部を含む駆動制御手段とを備え、
前記駆動制御手段を、
前記主制御部に接続されると共に前記巻線加工の進行と共に接近する前記第1コイル部の予め設定された測定基準位置からの距離を前記第2コイル部の最後の巻線加工の3ターン以上手前の巻線終了後に測定するコイル部位置測定手段と、
前記主制御部に接続されると共に予め前記測定基準位置から前記3ターン以上手前での前記第1コイル部までの基準距離を記憶するメモリ手段と、を備えた構成とし、
前記主制御部に、前記測定された距離と前記基準距離とを比較演算してその差をオフセット量として求めると共にそのオフセット量を加味して前記第2コイル部の最後より1ターン手前の巻線加工位置を設定する演算制御部を設けると共に、
この演算制御部が、前記ユニット駆動手段を介して前記ヘッド送りユニットおよび前記コイル巻線機による前記1ターン手前および最後の巻線加工を制御する巻線加工制御機能を有し、これにより前記第2コイル部を形成すると共に当該第2コイル部を前記前記第1コイル部に並列状に設定したことを特徴とする連結コイル形成装置。 - 前記請求項1に記載の連結コイル形成装置において、
前記主制御部は、
前記コイルの巻線加工回数をカウントする巻線カウント部と、
予め設定されている前記第2コイル部の巻線総加工回数および前記コイル部位置測定を実行する開始ポイントである最後の巻線加工の3ターン以上手前における予め設定された測定ポイントを特定するための巻始めからの巻線加工回数を記憶した巻線加工用回数記憶部と、を備えていることを特徴とする連結コイル形成装置。 - 前記請求項1または請求項2に記載の連結コイル形成装置において、
前記主制御部には、前記第2コイル部の巻線加工回数を前記巻線加工用回数記憶部に入力する入力手段が接続されていることを特徴とする連結コイル形成装置。 - 前記請求項1ないし請求項3のいずれか一つに記載の連結コイル形成装置において、
前記ユニット駆動手段がパルス駆動可能なパルスモータで構成され、
前記演算制御部は、前記第2コイル部の最終より1ターン手前の巻線加工のための平角線材送り長さを決定する際および前記最後の巻線加工のための平角線材送り長さを決定する際に、それぞれ前記長尺素材の一辺分の寸法に前記オフセット量を加味した距離および前記長尺素材の一辺と直交する一辺分の寸法に前記第1コイル部と前記第2コイル部との間隔寸法を加味した距離を前記パルス駆動モータ用のパルス数に変換し出力する機能を有することを特徴とする連結コイル形成装置。 - 一方の端部に形成された角筒状の第1コイル部を有する長尺素材を他方の端部から導入すると共にその端部を順次巻線加工して角筒状の第2コイル部を形成し前記第1コイル部に並列状態に配設する連結コイル形成制御方法であって、
前記第2コイル部の巻線加工の進行と共に接近する前記第1コイル部の予め設定された測定基準位置からの距離を前記第2コイル部の最後の巻線加工の3ターン以上手前で測定する第1の工程と、
前記測定された距離を当該測定基準位置における予め設定されている前記第1コイル部位置までの基準の距離と比較してその長短を判断すると共に、両距離の差を演算し前記第1コイル部と第2コイル部との連結部のオフセット量を決定する第2の工程と、
前記オフセット量に前記長尺素材を巻線加工する際の1辺分の寸法を加えた寸法で前記長尺素材を送り出して前記第2コイル部の最後の巻線加工の1ターン手前の巻線加工を行う第3の工程と、
予め設定されている前記第2コイル部と第1コイル部との間隔寸法に前記長尺素材を巻線加工する際の1辺分の寸法を加えた寸法で前記長尺素材を送り出して最後の巻線加工を行う第4の工程と、を備えていることを特徴とする連結コイル形成制御方法。 - 前記請求項5に記載の連結コイル形成制御方法において、
前記第3の工程では、前記第2コイル部を送るヘッド送りユニットのパルス駆動可能なパルスモータに、前記オフセット量に前記長尺素材を巻線加工する際の1辺分の寸法を加えた寸法に対応するパルス数を前記パルスモータ駆動用として設定し、
前記第4の工程では、前記第2コイル部を送るヘッド送りユニットのパルス駆動可能なパルスモータに、前記第2コイル部と第1コイル部との間隔寸法に前記長尺素材を巻線加工する際の1辺分の寸法を加えた寸法に対応するパルス数を前記パルスモータ駆動用として設定したことを特徴とする連結コイル形成制御方法。 - 前記請求項5または請求項6に記載の連結コイル形成制御方法において、
前記第1の工程の前工程として、前記第2コイル巻線途中での当該第2コイル部に対する前記第1コイルの位置を監視する第1コイル位置監視工程を設けたことを特徴とする連結コイル形成制御方法。 - 前記請求項7に記載の連結コイル形成制御方法において、
前記第1コイル位置監視工程では、前記パルスモータの稼動と共に出力される計測用パルスを、前記パルスモータの駆動開始から予め取り付けられた外部センサが前記第1コイル部側に取付けられたセンサドグを検知するまでカウントすることによって前記第1コイル部の位置を監視することを特徴とする連結コイル形成制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169362A JP4917577B2 (ja) | 2008-06-27 | 2008-06-27 | 連結コイル形成装置および連結コイル形成制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169362A JP4917577B2 (ja) | 2008-06-27 | 2008-06-27 | 連結コイル形成装置および連結コイル形成制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010484A true JP2010010484A (ja) | 2010-01-14 |
| JP4917577B2 JP4917577B2 (ja) | 2012-04-18 |
Family
ID=41590602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169362A Active JP4917577B2 (ja) | 2008-06-27 | 2008-06-27 | 連結コイル形成装置および連結コイル形成制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4917577B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009129961A (ja) * | 2007-11-20 | 2009-06-11 | Tamura Seisakusho Co Ltd | 連結コイルの形成方法および連結コイル形成装置 |
| US20140237807A1 (en) * | 2011-05-19 | 2014-08-28 | Chang Sung Co. | Production Method for a Figure-of-Eight-Shaped Laminated Coil |
| US9601273B2 (en) | 2013-09-30 | 2017-03-21 | Kabushiki Kaisha Toshiba | Winding device and winding method |
| CN114446632A (zh) * | 2022-01-17 | 2022-05-06 | 重庆雄帮汽车配件有限公司 | 一种线圈绕线机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000114088A (ja) * | 1998-08-06 | 2000-04-21 | Union Giken:Kk | 巻線機 |
| JP2004055920A (ja) * | 2002-07-22 | 2004-02-19 | Togo Seisakusho Corp | コイル部品及びコイル部品の成形方法 |
| WO2007132558A1 (ja) * | 2006-05-11 | 2007-11-22 | Tamura Corporation | コイル及びコイルの成形方法 |
| JP2008186980A (ja) * | 2007-01-30 | 2008-08-14 | Tamura Seisakusho Co Ltd | コイル及びコイルの成形方法 |
-
2008
- 2008-06-27 JP JP2008169362A patent/JP4917577B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000114088A (ja) * | 1998-08-06 | 2000-04-21 | Union Giken:Kk | 巻線機 |
| JP2004055920A (ja) * | 2002-07-22 | 2004-02-19 | Togo Seisakusho Corp | コイル部品及びコイル部品の成形方法 |
| WO2007132558A1 (ja) * | 2006-05-11 | 2007-11-22 | Tamura Corporation | コイル及びコイルの成形方法 |
| JP2008186980A (ja) * | 2007-01-30 | 2008-08-14 | Tamura Seisakusho Co Ltd | コイル及びコイルの成形方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009129961A (ja) * | 2007-11-20 | 2009-06-11 | Tamura Seisakusho Co Ltd | 連結コイルの形成方法および連結コイル形成装置 |
| US20140237807A1 (en) * | 2011-05-19 | 2014-08-28 | Chang Sung Co. | Production Method for a Figure-of-Eight-Shaped Laminated Coil |
| US9672982B2 (en) * | 2011-05-19 | 2017-06-06 | Chang Sung Co. | Production method for a figure-of-eight-shaped laminated coil |
| US9601273B2 (en) | 2013-09-30 | 2017-03-21 | Kabushiki Kaisha Toshiba | Winding device and winding method |
| CN104517719B (zh) * | 2013-09-30 | 2017-07-11 | 株式会社东芝 | 卷线装置及卷线方法 |
| CN114446632A (zh) * | 2022-01-17 | 2022-05-06 | 重庆雄帮汽车配件有限公司 | 一种线圈绕线机 |
| CN114446632B (zh) * | 2022-01-17 | 2023-03-24 | 重庆雄帮汽车配件有限公司 | 一种线圈绕线机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4917577B2 (ja) | 2012-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5142339B2 (ja) | 連結コイル形成装置および連結コイルの形成方法 | |
| JP4997074B2 (ja) | 連結コイルの形成方法および連結コイル形成装置 | |
| KR101191471B1 (ko) | 코일 및 코일의 성형 방법 | |
| JP4917577B2 (ja) | 連結コイル形成装置および連結コイル形成制御方法 | |
| EP2306473B1 (en) | Wire winding device | |
| CN101443860B (zh) | 线圈及形成线圈的方法 | |
| JP5400981B1 (ja) | 電線撚り合わせ装置、撚り合わせ電線製造装置、撚り合わせ電線製造方法 | |
| TWI606883B (zh) | Wire feed device | |
| JP2008277606A (ja) | 平角線の連結コイル巻線装置 | |
| EP2899860A1 (en) | Winding device and winding method | |
| CN1213448C (zh) | 用于电力变压器铁芯的连续绕线方法及设备 | |
| KR101948499B1 (ko) | 코일의 권선 방법 및 권선 장치 | |
| KR102394415B1 (ko) | 변압기용 평판형 코일 소자의 자동 제조 장치 | |
| JP5862288B2 (ja) | 平角線コイルの製造方法及び製造装置 | |
| JP5149680B2 (ja) | コイル搬出装置 | |
| JP2018098407A (ja) | 巻線及びその製造装置、並びに巻線の製造方法 | |
| KR102332123B1 (ko) | 권선 장치 | |
| CN211700010U (zh) | 一种用于加工线圈的绕线系统 | |
| CN115985659B (zh) | 一种自动化铜箔包胶机 | |
| CN105185572A (zh) | 一种绕线电感的全自动化绕线设备 | |
| JP2008178168A (ja) | 回転電機のロータコイル曲げ装置及びコイル成形方法 | |
| CN113488332B (zh) | 线圈成型机 | |
| JPWO2021024363A1 (ja) | 電線矯正装置、それを備えた電線処理装置、電線の矯正方法及び製造方法 | |
| EP4303900A1 (en) | Linear material manufacturing apparatus | |
| JP6946998B2 (ja) | コイル搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120124 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4917577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |