JP2010010352A - 表面実装機 - Google Patents
表面実装機 Download PDFInfo
- Publication number
- JP2010010352A JP2010010352A JP2008167317A JP2008167317A JP2010010352A JP 2010010352 A JP2010010352 A JP 2010010352A JP 2008167317 A JP2008167317 A JP 2008167317A JP 2008167317 A JP2008167317 A JP 2008167317A JP 2010010352 A JP2010010352 A JP 2010010352A
- Authority
- JP
- Japan
- Prior art keywords
- component
- camera
- small
- imaged
- head unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
【課題】吸着ヘッドに吸着された部品の画像認識を部品サイズにかかわらず効率よく行うことにより、部品の実装効率を効果的に向上させる。
【解決手段】本発明の表面実装機1は、部品Cを吸着可能な複数の吸着ヘッド20を備えた移動可能なヘッドユニット6により部品供給部4から部品Cを取り出して基板3上に実装するものであり、上記複数の吸着ヘッド20に吸着された部品Cを画像認識するための手段として、小型部品のサイズに対応した比較的高い倍率で部品Cを撮像する小型部品用カメラ21と、大型部品のサイズに対応した比較的低い倍率で部品Cを撮像する大型部品用カメラ22とが、上記吸着ヘッド20の配列方向に沿って移動可能に上記ヘッドユニット6に取り付けられている。
【選択図】図1
【解決手段】本発明の表面実装機1は、部品Cを吸着可能な複数の吸着ヘッド20を備えた移動可能なヘッドユニット6により部品供給部4から部品Cを取り出して基板3上に実装するものであり、上記複数の吸着ヘッド20に吸着された部品Cを画像認識するための手段として、小型部品のサイズに対応した比較的高い倍率で部品Cを撮像する小型部品用カメラ21と、大型部品のサイズに対応した比較的低い倍率で部品Cを撮像する大型部品用カメラ22とが、上記吸着ヘッド20の配列方向に沿って移動可能に上記ヘッドユニット6に取り付けられている。
【選択図】図1
Description
本発明は、部品を吸着可能な複数の吸着ヘッドを備えた移動可能なヘッドユニットにより部品供給部から部品を取り出して基板上に実装する表面実装機に関する。
従来、下記特許文献1に示されるように、複数の吸着ヘッド(実装用ヘッド)を具備したヘッドユニットにより、部品供給部から供給された部品を搬送して基板に実装する表面実装機において、上記吸着ヘッドに吸着された部品を撮像してその吸着状態を認識する手段として、上記ヘッドユニットに取り付けられた部品撮像用のカメラを備えた第1の部品認識手段と、実装機の基台上に固定的に取り付けられた部品撮像用のカメラを備えた第2の部品認識手段とを設けることが行われている。
そして、この特許文献1に開示された表面実装機においては、上記のような2種類の部品認識手段のうち、ヘッドユニットに取り付けられた第1の部品認識手段でIC等の小型のチップ部品を撮像し、基台上に固定的に取り付けられた第2の部品認識手段でQFP等の大型部品を撮像することにより、上記2種類の部品認識手段を使い分けるようにしている。
特開2005−150387号公報
ところで、上記特許文献1記載の表面実装機において、大型部品の撮像を行うには、上記ヘッドユニットにより部品供給部から部品を取り出した後、これを基板上に実装するまでの間に、実装機の基台上に設けられた固定式の第2の部品認識手段の上方に上記ヘッドユニットを移動させる必要があるため、上記部品供給部における部品取り出し位置、第2の部品認識手段、および基板の3者の位置関係によっては、部品を取り出してからこれを基板に実装するまでの間に、ヘッドユニットの移動経路を大きく迂回させなければならない場合がある。したがって、特に、基板に実装すべき部品の中に占める大型部品の割合が多くなると、ヘッドユニットのトータルの移動距離が長くなり、基板に全部品を実装し終えるのに要する時間が増大して実装効率が低下してしまうという問題が生じる。
本発明は、上記のような事情に鑑みてなされたものであり、吸着ヘッドに吸着された部品の画像認識を部品サイズにかかわらず効率よく行うことにより、部品の実装効率を効果的に向上させることが可能な表面実装機を提供することを目的とする。
上記課題を解決するためのものとして、本願の請求項1にかかる発明は、部品を吸着可能な複数の吸着ヘッドを備えた移動可能なヘッドユニットにより部品供給部から部品を取り出して基板上に実装する表面実装機であって、上記複数の吸着ヘッドに吸着された部品を画像認識するための手段として、小型部品のサイズに対応した比較的高い倍率で部品を撮像する小型部品用カメラと、大型部品のサイズに対応した比較的低い倍率で部品を撮像する大型部品用カメラとが、上記吸着ヘッドの配列方向に沿って移動可能に上記ヘッドユニットに取り付けられたことを特徴とするものである(請求項1)。
本発明によれば、小型部品に適した高倍率で撮像を行う小型部品用カメラ、および大型部品に適した低倍率で撮像を行う大型部品用カメラの両方をヘッドユニットに設けたため、これら各カメラのいずれかまたは両方を各吸着ヘッドの配列方向に沿って移動させることにより、上記各吸着ヘッドに吸着された部品のサイズにかかわらずその撮像を適正に行うことができる。このため、例えば実装機の基台上に固定カメラを設けてこの固定カメラにより大型部品を撮像するようにした場合と異なり、大型部品を撮像するたびに上記固定カメラの上方にヘッドユニットを移動させるといった必要がなく、部品供給部から基板に向かってヘッドユニットが移動する間に上記各カメラによって効率よく部品を撮像することができ、基板に対する部品の実装効率を効果的に向上させることができる。
本願の請求項2にかかる発明は、上記小型部品用カメラおよび上記大型部品用カメラが互いに独立して移動可能とされる。
この構成によれば、上記小型部品用カメラおよび上記大型部品用カメラを互いに独立して駆動させることでそれぞれのカメラを高速で移動させることができ、部品の撮像に要する時間を効果的に短縮できるという利点がある。
本願の請求項3にかかる発明は、上記小型部品用カメラで撮像すべき部品と、上記大型部品用カメラで撮像すべき部品とが、上記複数の吸着ヘッドに混在して吸着されている場合に、上記2つのカメラが同時又は略同時に移動を開始して部品の撮像を行う。
この構成によれば、例えば小型部品用カメラおよび大型部品用カメラのうちの一方の撮像動作が完了してから他方の撮像動作を開始するようにした場合と異なり、小型部品および大型部品の両方を略同時に撮像してその所要時間を効果的に短縮できるという利点がある。
本願の請求項4にかかる発明は、上記吸着ヘッドの配列方向に沿って延びる単一のボールねじ軸が上記ヘッドユニットに設けられ、このボールねじ軸に上記小型部品用カメラおよび上記大型部品用カメラがそれぞれ支持され、モータの回転により上記小型部品用カメラおよび上記大型部品用カメラが上記ボールねじ軸の軸方向に移動する。
この構成によれば、ボールねじ軸の部品点数を削減して装置のコンパクト化を図ることができるという利点がある。
本願の請求項5にかかる発明は、部品を吸着可能な複数の吸着ヘッドを備えた移動可能なヘッドユニットにより部品供給部から部品を取り出して基板上に実装する表面実装機であって、上記表面実装機の動作を統括的に制御する制御ユニットに、部品を小型部品と大型部品とに判別するための部品サイズ基準値データが記憶されており、この部品サイズ基準値データと上記基板上に実装される部品のサイズとが対比されることにより、上記基板上に実装される部品が、小型部品用カメラにて撮像される小型部品と大型部品用カメラにて撮像される大型部品とに判別され、その結果に基づいて、上記複数の吸着ヘッドに小型部品のみを吸着させて上記小型部品用カメラで撮像する動作と、大型部品のみを吸着させて上記大型部品用カメラで撮像する動作と、小型部品と大型部品を混在して吸着させて小型部品用カメラおよび大型部品用カメラの併用で撮像する動作とのいずれかが、上記制御ユニットにより設定されることを特徴とするものである。
この構成よれば、基板上に実装される部品サイズの判別を簡単に行うことができ、小型部品および大型部品の部品サイズにかかわらず適正な画像を短時間で得ることができる。
以上説明したように、本発明の表面実装機によれば、吸着ヘッドに吸着された部品の画像認識を部品サイズにかかわらず効率よく行うことができ、部品の実装効率を効果的に向上させることができる。
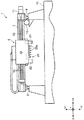
図1および図2は、本発明の一実施形態にかかる表面実装機1を概略的に示す図である。これら図1および図2に示すように、上記表面実装機1の基台10上には、プリント基板3(以下、単に基板3と略す)を搬送するためのコンベア2が配置され、このコンベア2に沿って所定の実装作業位置(図1の2点鎖線で示される位置)まで搬送されてきた基板3が図外のクランプ機構により位置決め・保持されるようになっている。なお、以下の説明では、コンベア2による基板3の搬送方向をX軸方向、このX軸と水平面上で直交する方向をY軸方向、X軸およびY軸に直交する方向(つまり上下方向)をZ軸方向として説明を進めることにする。
上記基台10のY方向両側部には、部品を供給するための部品供給部4がそれぞれ設けられており、これら各部品供給部4は、X軸方向に横並びに配置された多数列のテープフィーダー5により構成されている。各テープフィーダー5は、IC、トランジスタ、コンデンサ、抵抗等の小片状の部品が所定間隔(供給ピッチ)おきに収納されたテープと、これを導出するためのリール等を有しており、後述するヘッドユニット6により上記テープ内の部品がピックアップされるにつれて上記リールがテープを間欠的に繰り出すように構成されている。
上記基台10の上方には、部品搬送用のヘッドユニット6が設けられている。このヘッドユニット6は、基台10上においてX軸方向およびY軸方向に移動可能に支持されており、上記実装作業位置に位置決めされた基板3と上記部品供給部4とにわたって自在に移動し得るように構成されている。
すなわち、上記基台10上には、Y軸方向に延びる一対の固定レール9と、Y軸サーボモータ15により回転駆動されるボールねじ軸14とが配設され、上記ヘッドユニット6を支持するための支持部材7が上記固定レール9に沿ってY軸方向に移動可能に支持されるとともに、上記支持部材7に備わるナット部材16が上記ボールねじ軸14と螺合している。また、上記支持部材7には、X軸方向に延びるガイド部材13と、X軸サーボモータ11により回転駆動されるボールねじ軸12とが配設され、このボールねじ軸12と螺合するナット部材(図示省略)を備えた上記ヘッドユニット6が上記ガイド部材13に沿ってX軸方向に移動可能に支持されている。そして、Y軸サーボモータ15が作動してボールねじ軸14が回転駆動されることにより、上記支持部材7がねじ送りされてヘッドユニット6と一体にY軸方向に移動するとともに、X軸サーボモータ11が作動してボールねじ軸12が回転駆動されることにより、上記ヘッドユニット6が支持部材7に対しX軸方向に移動するように構成されている。
上記ヘッドユニット6には、部品を吸着して保持するための複数の吸着ヘッド20が搭載されており、当実施形態では、6本の吸着ヘッド20がX軸方向に一列に並べられた状態で搭載されている。
これら吸着ヘッド20は、それぞれ、ヘッドユニット6の本体部に対しZ軸方向の移動およびR軸(ヘッド中心軸)回りの回転が可能なように支持され、図外のサーボモータを駆動源とする昇降駆動機構および回転駆動機構によりそれぞれ上記各方向に駆動されるようになっている。
上記各吸着ヘッド20の先端部には、部品吸着用のノズル20aがそれぞれ設けられている。各ノズル20aは図外の負圧供給手段にそれぞれ接続されており、上記部品供給部4からの部品取出し時には、上記ノズル20aの先端に上記負圧供給手段から負圧が供給されることにより部品の吸着が行われるようになっている。
また、上記ヘッドユニット6には、その吸着ヘッド20の配列方向(X軸方向)に沿って移動可能なスキャン式の撮像手段としての2つのカメラ21,22が取り付けられており、これら各カメラ21,22により、上記各吸着ヘッド20に吸着された部品がその搬送途中に撮像されるようになっている。
上記各カメラ21,22は、吸着部品のサイズに応じて使い分けられ、例えばIC等のチップ部品からなる比較的小型の部品を撮像する場合にはカメラ21が用いられ、QFP等の比較的大型の部品を撮像する場合にはカメラ22が用いられる。なお、以下では、小型部品を撮像するためのカメラ21を小型部品用カメラ、大型部品を撮像するためのカメラ22を大型部品用カメラと称する。
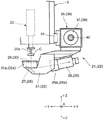
次に、上記小型部品用カメラ21および大型部品用カメラ22の具体的構成について図3および図4を用いて説明する。なお、図3は、ヘッドユニット6の下部を+Y側から見た背面図であり、図4は、当該部を+X側から見た側面断面図である。
まず、小型部品用カメラ21について説明する。この小型部品用カメラ21は、その主な構成要素として、例えば1次元のCCDイメージセンサ等からなるラインセンサを備えたカメラ本体25と、このカメラ本体25に吸着部品Cの像を導くための反射ミラー27と、上記吸着部品Cに照明光を当てるための照明体29と、これらカメラ本体25、反射ミラー27、および照明体29を支持するための支持フレーム31とを有している。
上記支持フレーム31には上向きに開口した窓部31aが設けられており、上記吸着ヘッド20に吸着された部品Cの像がこの窓部31aを通じてカメラ本体25へと導かれるようになっている。すなわち、部品Cの撮像時には、上記窓部31aが吸着ヘッド20の下方に配置された状態で上記照明体29が点灯されることにより、上記吸着ヘッド20の下端部(ノズル20a)に吸着された部品Cの下面の像が上記窓部31aを通じて反射ミラー27に入射され、この反射ミラー27で異なる向きに反射された上記部品Cの像がカメラ本体25に取り込まれるようになっている。なお、図4において符号25aは集光レンズ部であり、上記反射ミラー27で反射された部品Cの像は、この集光レンズ部25aを通過することで所定の倍率に拡大された後に上記カメラ本体25(より具体的にはその内部に設けられた受光素子)へと導かれるようになっている。
そして、このような小型部品用カメラ21による部品Cの撮像動作が、同カメラ21のX軸方向の移動(その駆動系については後で詳述する)に伴い順次行われることにより、上記各吸着ヘッド20に吸着された複数の部品Cがノンストップで撮像されるようになっている。
一方、上記大型部品用カメラ22も、上記小型部品用カメラ21の場合と同様、カメラ本体26、反射ミラー28、照明体30、支持フレーム32を有している。また、図中の符号32aは支持フレーム32の窓部であり、26aはカメラ本体26の集光レンズ部である。
以上のように、上記小型部品用カメラ21および大型部品用カメラ22は、基本的に同様の部品構成を有している。ただし、これら各カメラ21,22は、例えばそのカメラ本体25,26の集光レンズ部25a,26aに倍率や口径の異なるレンズが用いられる等により、撮像に適した部品Cのサイズが異なるように構成されている。具体的に、小型部品用カメラ21は、IC等の小型部品のサイズに対応した比較的高い倍率で部品Cを撮像するように構成され、もう一方の大型部品用カメラ22は、QFP等の大型部品のサイズに対応した比較的低い倍率で部品Cを撮像するように構成されている。すなわち、撮像対象が小型部品である場合には、その吸着状態を精度よく調べるために部品Cをある程度拡大して撮像する必要がある一方、撮像対象が大型部品である場合には、あまり拡大して撮像すると部品Cの全体像を取り込むことができないため、それぞれの部品のサイズに応じた適正な倍率(ズーム倍率)で撮像を行うべく、上記各カメラ21,22の光学系が設定されている。
なお、上述したように、ズーム倍率の異なる2種類のカメラ21,22では、撮像に適した部品Cのサイズが異なるが、その具体的な範囲は、上記集光レンズ部25a,26aの口径や倍率等の光学系に応じて適宜設定可能である。小型部品用カメラ21により撮像可能な部品Cの適正サイズは例えば正方形の場合は一辺の長さが0.2mm〜10mm程度に、大型部品用カメラ22により撮像可能な部品Cの適正サイズは例えば正方形の場合は一辺の長さが5mm〜30mm程度にそれぞれ設定される。
次に、上記小型部品用カメラ21および大型部品用カメラ22の駆動系について説明する。上記ヘッドユニット6には、X軸方向に延びるガイドレール41が取り付けられており、このガイドレール41に沿ってスライド自在に設けられたスライダ35,36に、上記小型部品用カメラ21および大型部品用カメラ22の各支持フレーム31,32がそれぞれ取り付けられている。
上記各スライダ35,36には、中空モータ37,38がそれぞれ内蔵されており、上記ガイドレール41と平行にX軸方向に延びる一本のボールねじ軸42が、上記中空モータ37,38をそれぞれ貫通する状態で設けられている。また、上記中空モータ37,38には、上記ボールねじ軸42と螺合する図外のナット部材が、X軸回りに回転可能な状態で一体的に連結されている。そして、上記中空モータ37,38が作動して上記ナット部材が正方向または逆方向に回転駆動され、これに伴い上記各スライダ35,36がボールねじ軸42に沿ってねじ送りされることにより、上記小型部品用カメラ21および大型部品用カメラ22が+X方向または−X方向に個別に移動するように構成されている。
次に、以上のように構成された表面実装機1の制御系について図5のブロック図を用いて説明する。本図に示すように、表面実装機1には、その各部の動作を統括的に制御するための制御ユニット50が内蔵されている。この制御ユニット50は、周知のCPUや各種メモリ(RAMやROM)等から構成されており、その主な機能要素として、主制御部51、画像処理部52、カメラ制御部53、および軸制御部54を有している。また、制御ユニット50には、部品のサイズを判別するための部品サイズ基準値データが記憶されている。
上記軸制御部54は、上記ヘッドユニット6を移動させるためのX軸サーボモータ11およびY軸サーボモータ15の駆動や、上記各吸着ヘッド20を上下方向等に移動させるための図外のサーボモータの駆動を制御するものである。
上記カメラ制御部53は、上記小型部品用カメラ21および大型部品用カメラ22の各カメラ本体25,26、照明体29,30、および中空モータ37,38の動作をそれぞれ制御することにより、上記各カメラ21,22による部品Cの撮像動作(つまり吸着ヘッド20の列に沿って移動しつつ部品Cを撮像する動作)を制御するものである。
上記画像処理部52は、上記カメラ本体25,26で撮像された各画像を取り込んでそれらの画像に対し所定の画像処理を施すものである。
上記主制御部51は、上記制御ユニット50の中枢機能を担うものであり、他の機能要素(52,53,54)との間で種々のデータの授受等を行いつつ各種演算を実行することにより、上記ヘッドユニット6や各カメラ21,22等の動作を統括的に制御するものである。
以上のように構成された制御ユニット50による制御の下、上記表面実装機1は、例えば以下のようにして部品の実装動作を行う。
実装動作が開始されると、まず、コンベア2により基板3が図1に示す実装作業位置まで搬入されて位置決めされる。次いで、ヘッドユニット6が部品供給部4の上方に移動し、当該部品供給部4内の所定のテープフィーダー5から上記ヘッドユニット6の各吸着ヘッド20により部品Cが吸着されて取り出される。
このようにして部品供給部4からの部品Cの取り出しが完了すると、この部品Cを基板3まで搬送すべく、上記ヘッドユニット6が基板3に向けて移動を開始する。そして、この移動の途中で、上記小型部品用カメラ21および大型部品用カメラ22のいずれかまたは両方が作動して上記各吸着ヘッド20に吸着された部品Cの撮像が行われる。
どのカメラによって撮像を行うかは、上記制御ユニット50により判別される部品サイズの大きさに基づき決定される。すなわち、上記制御ユニット50にあらかじめ記憶された部品サイズ基準値データと、上記基板3上に実装される部品Cのサイズとが対比される。そして、基板3上に実装される部品Cが、例えば正方形の一辺の長さが10mm未満のサイズであると、当該部品Cが、小型部品用カメラ21により撮像すべき小型部品であると判別され、正方形の一辺の長さが10mm以上のサイズであると、大型部品用カメラ22により撮像すべき大型部品であると判別される。なお、部品Cのサイズは、あらかじめ制御ユニット50に記憶された実装プログラム(部品の実装順序や各種動作パラメータ等が規定されたプログラム)に基づき求められる。
具体的に、上記部品Cの撮像は、上記各吸着ヘッド20に吸着された部品Cのサイズに応じて、例えば以下のようにして行われる。なお、以下では、吸着部品Cのうち、小型部品用カメラ21で撮像すべき部品(例えば正方形の部品の場合は一辺の長さが10mm未満のもの)を小型部品C1、大型部品用カメラ22で撮像すべき部品(例えば正方形の部品の場合は一辺の長さが10mm以上のもの)を大型部品C2と称する。
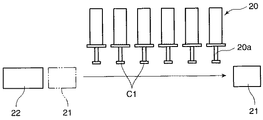
(1)吸着部品が小型部品のみである場合
図6に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品が全て小型部品C1になるように設定された場合(つまり制御ユニット50があらかじめ記憶された実装プログラム等に基づいて各吸着ヘッド20に小型部品C1のみを吸着させた場合)には、小型部品用カメラ21のみが吸着ヘッド20の列に沿って移動し、この小型部品用カメラ21によって上記各小型部品C1の撮像が行われる。このとき、作動する必要のない大型部品用カメラ22は、上記小型部品用カメラ21の移動範囲の外側にあらかじめ退避している。
図6に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品が全て小型部品C1になるように設定された場合(つまり制御ユニット50があらかじめ記憶された実装プログラム等に基づいて各吸着ヘッド20に小型部品C1のみを吸着させた場合)には、小型部品用カメラ21のみが吸着ヘッド20の列に沿って移動し、この小型部品用カメラ21によって上記各小型部品C1の撮像が行われる。このとき、作動する必要のない大型部品用カメラ22は、上記小型部品用カメラ21の移動範囲の外側にあらかじめ退避している。
(2)吸着部品が大型部品のみである場合
図7に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品が全て大型部品C2になるように設定された場合には、大型部品用カメラ22のみが吸着ヘッド20の列に沿って移動し、この大型部品用カメラ22によって上記各大型部品C2の撮像が行われる。このとき、作動する必要のない小型部品用カメラ21は、上記大型部品用カメラ22の移動範囲の外側にあらかじめ退避している。
図7に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品が全て大型部品C2になるように設定された場合には、大型部品用カメラ22のみが吸着ヘッド20の列に沿って移動し、この大型部品用カメラ22によって上記各大型部品C2の撮像が行われる。このとき、作動する必要のない小型部品用カメラ21は、上記大型部品用カメラ22の移動範囲の外側にあらかじめ退避している。
(3)吸着部品の中に小型部品と大型部品とが混在している場合
図8に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品の中に小型部品C1と大型部品C2とが混在するように設定された場合には、上記小型部品用カメラ21および大型部品用カメラ22の両方が近接して並んだ状態から移動して撮像を行う。具体的には、上記各カメラ21,22が、その移動範囲の一端から同時又はやや時間差をおいて移動を開始し、上記各吸着ヘッド20の列に沿って連なるように一緒に移動しながら上記小型部品C1および大型部品C2をそれぞれ分担して撮像する。なお、時間差をおいて移動を開始する場合は、小型部品用カメラ21が移動を開始した後、少し遅れて大型部品用カメラ22が移動を開始する。
図8に示すように、制御ユニット50により、各吸着ヘッド20に吸着されている部品の中に小型部品C1と大型部品C2とが混在するように設定された場合には、上記小型部品用カメラ21および大型部品用カメラ22の両方が近接して並んだ状態から移動して撮像を行う。具体的には、上記各カメラ21,22が、その移動範囲の一端から同時又はやや時間差をおいて移動を開始し、上記各吸着ヘッド20の列に沿って連なるように一緒に移動しながら上記小型部品C1および大型部品C2をそれぞれ分担して撮像する。なお、時間差をおいて移動を開始する場合は、小型部品用カメラ21が移動を開始した後、少し遅れて大型部品用カメラ22が移動を開始する。
そして、以上のようにして各吸着ヘッド20に吸着された部品C(小型部品C1および大型部品C2)の撮像が完了すると、各部品Cの基板3上への実装が、上記撮像により得られた画像から求まる各部品Cの吸着ずれ等を反映して行われる。すなわち、ヘッドユニット6が基板3上の各実装ポイントに移動する際に、上記各カメラ21,22の撮像画像に基づき調べられた各部品Cの吸着ずれ(つまり各吸着ヘッド20に吸着された部品Cの正規位置からの位置ずれ)等に応じて上記ヘッドユニット6の移動量が適宜補正されることにより、上記基板3への各部品Cの実装が適正に行われるようになっている。
以上説明したように、上記実施形態の表面実装機1は、部品Cを吸着可能な複数の吸着ヘッド20を備えた移動可能なヘッドユニット6により部品供給部4から部品Cを取り出して基板3上に実装するものであり、上記複数の吸着ヘッド20に吸着された部品Cを画像認識するための手段として、小型部品(例えば図6および図8に示される部品C1)のサイズに対応した比較的高い倍率で部品Cを撮像する小型部品用カメラ21と、大型部品(例えば図7および図8に示される部品C2)のサイズに対応した比較的低い倍率で部品Cを撮像する大型部品用カメラ22とが、上記吸着ヘッド20の配列方向に沿って移動可能に上記ヘッドユニット6に取り付けられている。このような構成によれば、吸着ヘッド20に吸着された部品Cの画像認識を部品サイズにかかわらず効率よく行うことができ、部品Cの実装効率を効果的に向上させることができるという利点がある。
すなわち、上記実施形態では、小型部品に適した高倍率で撮像を行う小型部品用カメラ21、および大型部品に適した低倍率で撮像を行う大型部品用カメラ22の両方をヘッドユニット6に設けたため、これら各カメラ21,22のいずれかまたは両方を各吸着ヘッド20の配列方向に沿って移動させることにより、上記各吸着ヘッド20に吸着された部品Cのサイズにかかわらずその撮像を適正に行うことができる。このため、例えば実装機1の基台10上に固定カメラを設けてこの固定カメラにより大型部品を撮像するようにした場合と異なり、大型部品を撮像するたびに上記固定カメラの上方にヘッドユニット6を移動させるといった必要がなく、部品供給部4から基板3に向かってヘッドユニット6が移動する間に上記各カメラ21,22によって効率よく部品Cを撮像することができ、基板3に対する部品Cの実装効率を効果的に向上させることができる。
また、上記実施形態では、小型部品用カメラ21で撮像すべき部品(図8に示される小型部品C1)と、大型部品用カメラ22で撮像すべき部品(図8に示される大型部品C2)とが、上記複数の吸着ヘッド20に混在して吸着されている場合に、上記2つのカメラ21,22が同時又はやや時間差をおいて(略同時に)移動を開始し、上記2つのカメラ21,22が密接又は一定の間隔をおいて連なるように一緒に移動して部品Cの撮像を行うように構成されているため、例えば上記各カメラ21,22のうちの一方の撮像動作が完了してから他方の撮像動作を開始するようにした場合と異なり、小型部品および大型部品の両方を略同時に撮像してその所要時間を効果的に短縮できるという利点がある。
また、上記実施形態では、表面実装機1の動作を統括的に制御する制御ユニット50に、部品Cを小型部品C1と大型部品C2とに判別するための部品サイズ基準値データが記憶されており、この部品サイズ基準値データと上記基板3上に実装される部品Cのサイズとが対比されることにより、上記基板3上に実装される部品Cが、小型部品用カメラ21にて撮像される小型部品C1と大型部品用カメラ22にて撮像される大型部品C2とに判別され、その結果に基づいて、上記複数の吸着ヘッド20に小型部品C1のみを吸着させて上記小型部品用カメラ21で撮像する動作と、大型部品C2のみを吸着させて上記大型部品用カメラ22で撮像する動作と、小型部品C1と大型部品C2を混在して吸着させて小型部品用カメラ21および大型部品用カメラ22の併用で撮像する動作とのいずれかが、上記制御ユニット50により設定されるようになっている。
この構成よれば、基板3上に実装される部品サイズの判別を簡単に行うことができ、小型部品C1および大型部品C2の部品サイズにかかわらず適正な画像を短時間で得ることができる。
なお、上記実施形態では、小型部品用カメラ21および大型部品用カメラ22を互いに独立して移動可能としたが、これとは異なる態様として、上記小型部品用カメラ21および大型部品用カメラ22の両方を同一の駆動系により一体に移動させることも可能である。図9は、このように構成した場合の一例を示す図である。この図9の例では、小型部品用カメラ21および大型部品用カメラ22が、ともに単一のスライダ101に取り付けられて一体化されている。上記スライダ101の内部には、ボールねじ軸42と螺合するナット部材102が設けられているとともに、上記ボールねじ軸42の一端部には、このボールねじ軸42を回転駆動するためのサーボモータ103が設けられている。そして、上記サーボモータ103が作動してボールねじ軸42が回転駆動されることにより、上記ナット部材102がねじ送りされて上記スライダ101およびこれに取り付けられた各カメラ21,22がX軸方向に一体的に移動するように構成されている。
このような構成によれば、1つのサーボモータ103を含む単一の駆動系により2つのカメラ21,22を移動させることができるため、装置の低コスト化を図ることができる等の利点がある。ただし、このようにすると、上記2つのカメラ21,22を含んだ被駆動体の重量が増大するため、その移動速度を高速化することが困難になることが懸念される。
これに対し、上記実施形態のように、上記小型部品用カメラ21および大型部品用カメラ22にそれぞれ中空モータ37,38を設け、これら各モータ37,38の駆動力により上記各カメラ21,22を個別に移動させるようにした場合には、上記各モータ37,38により駆動される被駆動体の重量(つまり各カメラ21,22の個別の重量)が少なくて済むため、上記各カメラ21,22を比較的高速で移動させることができる。これにより、部品Cの撮像に要する時間を効果的に短縮できるため、例えばヘッドユニット6により部品Cを基板3に実装する際に、上記カメラ21,22による撮像が完了するよりも前に上記ヘッドユニット6が基板3上に到達してしまい、そこで余計な待ち時間が発生すること等を効果的に抑制できるという利点がある。
また、上記実施形態では、図3および図4に示したように、単一のボールねじ軸42に沿って2つのカメラ21,22をそれぞれX軸方向に移動させるようにしたが、並列に設けられた2本のボールねじ軸42に沿って上記2つのカメラ21,22を個別に移動せるようにしてもよい。なお、このような構造を実現するための具体的構成としては、例えば、X軸方向に平行に延びる2本のボールねじ軸42をヘッドユニット6に設けるとともに、これら2本のボールねじ軸42を2個のサーボモータによりそれぞれ個別に回転駆動し、各ボールねじ軸42によりねじ送りされる各ナット部材とそれぞれ一体に上記各カメラ21,22を独立して移動させることが考えられる。
ただし、このような構成よりも、上記実施形態のように、吸着ヘッド20の配列方向(X軸方向)に沿って延びる単一のボールねじ軸42を上記ヘッドユニット6に設け、このボールねじ軸42に沿って設けられた2つの中空モータ37,38の駆動力に応じて、上記小型部品用カメラ21および大型部品用カメラ22をそれぞれ独立して移動させるようにした方が、部品点数をより削減して装置のコンパクト化を図れるという点で有利である。
また、上記実施形態では、上記小型部品用カメラ21および大型部品用カメラ22の各カメラ本体25,26を、ラインセンサを備えた1次元カメラによって構成したが、上記カメラ本体25,26は、CCDエリアセンサ等を備えた2次元カメラであってもよく、この場合には、部品Cを瞬間的に照らすストロボ照明を採用することにより、上記実施形態と同様に、各吸着ヘッド20に吸着された部品Cをノンストップで撮像することが可能である。
1 表面実装機
3 プリント基板(基板)
4 部品供給部
6 ヘッドユニット
20 吸着ヘッド
21 小型部品用カメラ
22 大型部品用カメラ
37,38 中空モータ(モータ)
42 ボールねじ軸
103 サーボモータ(モータ)
C 部品
C1 小型部品
C2 大型部品
3 プリント基板(基板)
4 部品供給部
6 ヘッドユニット
20 吸着ヘッド
21 小型部品用カメラ
22 大型部品用カメラ
37,38 中空モータ(モータ)
42 ボールねじ軸
103 サーボモータ(モータ)
C 部品
C1 小型部品
C2 大型部品
Claims (5)
- 部品を吸着可能な複数の吸着ヘッドを備えた移動可能なヘッドユニットにより部品供給部から部品を取り出して基板上に実装する表面実装機であって、
上記複数の吸着ヘッドに吸着された部品を画像認識するための手段として、小型部品のサイズに対応した比較的高い倍率で部品を撮像する小型部品用カメラと、大型部品のサイズに対応した比較的低い倍率で部品を撮像する大型部品用カメラとが、上記吸着ヘッドの配列方向に沿って移動可能に上記ヘッドユニットに取り付けられたことを特徴とする表面実装機。 - 請求項1記載の表面実装機において、
上記小型部品用カメラおよび上記大型部品用カメラが互いに独立して移動可能とされたことを特徴とする表面実装機。 - 請求項2記載の表面実装機において、
上記小型部品用カメラで撮像すべき部品と、上記大型部品用カメラで撮像すべき部品とが、上記複数の吸着ヘッドに混在して吸着されている場合に、上記2つのカメラが同時又は略同時に移動を開始して部品の撮像を行うことを特徴とする表面実装機。 - 請求項2または3記載の表面実装機において、
上記吸着ヘッドの配列方向に沿って延びる単一のボールねじ軸が上記ヘッドユニットに設けられ、このボールねじ軸に上記小型部品用カメラおよび上記大型部品用カメラがそれぞれ支持され、モータの回転により上記小型部品用カメラおよび上記大型部品用カメラが上記ボールねじ軸の軸方向に移動するように構成されたことを特徴とする表面実装機。 - 部品を吸着可能な複数の吸着ヘッドを備えた移動可能なヘッドユニットにより部品供給部から部品を取り出して基板上に実装する表面実装機であって、
上記表面実装機の動作を統括的に制御する制御ユニットに、部品を小型部品と大型部品とに判別するための部品サイズ基準値データが記憶されており、この部品サイズ基準値データと上記基板上に実装される部品のサイズとが対比されることにより、上記基板上に実装される部品が、小型部品用カメラにて撮像される小型部品と大型部品用カメラにて撮像される大型部品とに判別され、その結果に基づいて、上記複数の吸着ヘッドに小型部品のみを吸着させて上記小型部品用カメラで撮像する動作と、大型部品のみを吸着させて上記大型部品用カメラで撮像する動作と、小型部品と大型部品を混在して吸着させて小型部品用カメラおよび大型部品用カメラの併用で撮像する動作とのいずれかが、上記制御ユニットにより設定されることを特徴とする表面実装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167317A JP2010010352A (ja) | 2008-06-26 | 2008-06-26 | 表面実装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167317A JP2010010352A (ja) | 2008-06-26 | 2008-06-26 | 表面実装機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010010352A true JP2010010352A (ja) | 2010-01-14 |
Family
ID=41590498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008167317A Pending JP2010010352A (ja) | 2008-06-26 | 2008-06-26 | 表面実装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010010352A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014220269A (ja) * | 2013-05-01 | 2014-11-20 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| US9752479B2 (en) | 2012-07-05 | 2017-09-05 | Yanmar Co., Ltd. | Engine apparatus |
-
2008
- 2008-06-26 JP JP2008167317A patent/JP2010010352A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9752479B2 (en) | 2012-07-05 | 2017-09-05 | Yanmar Co., Ltd. | Engine apparatus |
| JP2014220269A (ja) * | 2013-05-01 | 2014-11-20 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5014083B2 (ja) | 吸着ノズルと被吸着部品の側面画像取得装置 | |
| JP5134740B2 (ja) | 部品実装装置及び部品実装方法 | |
| JP4809799B2 (ja) | 実装機、その実装方法および実装機における基板撮像手段の移動方法 | |
| JP2008311476A (ja) | 装着部品装着ヘッドおよび装着部品装着装置 | |
| JP5511912B2 (ja) | 装着部品装着装置 | |
| JP2009140945A (ja) | 部品吸着装置、その吸着位置補正方法および実装機 | |
| JP2007294727A (ja) | 撮像装置およびこれを用いた表面実装機、部品試験装置、ならびにスクリーン印刷装置 | |
| JP2010010352A (ja) | 表面実装機 | |
| JP2006140391A (ja) | 部品認識装置及び部品実装装置 | |
| JP2009170524A (ja) | 部品の実装方法および表面実装機 | |
| JP2009164530A (ja) | 表面実装機 | |
| JP4990804B2 (ja) | 表面実装機 | |
| JP4298462B2 (ja) | 部品認識装置、部品認識方法、表面実装機および部品試験装置 | |
| JP4386419B2 (ja) | 部品認識装置及び同装置を搭載した表面実装機並びに部品試験装置 | |
| JP4358015B2 (ja) | 表面実装機 | |
| JP2006073960A (ja) | 部品認識装置及び表面実装機並びに部品試験装置 | |
| JP4368709B2 (ja) | 表面実装機 | |
| JP4850693B2 (ja) | 部品認識装置、表面実装機および部品試験装置 | |
| JP2005093906A (ja) | 部品認識装置及び同装置を搭載した表面実装機並びに部品試験装置 | |
| JP4358012B2 (ja) | 部品搬送装置、表面実装機および部品試験装置 | |
| JP4408069B2 (ja) | 部品認識装置及びこれを備えた表面実装機 | |
| JP4386425B2 (ja) | 表面実装機 | |
| JP2008270719A (ja) | 実装機およびその部品撮像方法 | |
| JP4509537B2 (ja) | 部品認識装置、表面実装機および部品試験装置 | |
| JP4216114B2 (ja) | 表面実装機の部品認識装置 |