JP2010010325A - プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 - Google Patents
プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 Download PDFInfo
- Publication number
- JP2010010325A JP2010010325A JP2008166877A JP2008166877A JP2010010325A JP 2010010325 A JP2010010325 A JP 2010010325A JP 2008166877 A JP2008166877 A JP 2008166877A JP 2008166877 A JP2008166877 A JP 2008166877A JP 2010010325 A JP2010010325 A JP 2010010325A
- Authority
- JP
- Japan
- Prior art keywords
- solder resist
- printed wiring
- wiring board
- pads
- uneven portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【解決手段】3層塗の場合、予め塗布された1回目のソルダーレジストであって、2つのパッド間の隙間部分に塗布された1回目のソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成した1回目のソルダーレジストの表面に2回目のソルダーレジストを塗布し、この2回目のソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成した2回目のソルダーレジストの表面に3回目のソルダーレジストを塗布してなるものである。ソルダーレジストの表面の凹凸部は、縦溝のみ、横溝のみ、縦溝と横溝の組み合わせ、点在する凹部、蟻溝などからなるものとすることができる。
【選択図】図1
Description
内層銅張積層板を出発物質とし、「内層パターン作成」、「積層」(この工程で多層銅箔プリプレクも積層編成される)、「穴加工」(両面プリント配線板の場合、この工程で両面銅張積層板の穴加工を行う)、「無電解銅メッキ」、「パネル銅メッキ」、「外層パターン作成」、「ソルダーレジストマーキング形成」、「フラックス塗布などの後処理」、「外形加工・洗浄」の各工程を経て「多層プリント配線板完成」となる。
パターンやマーキング作成は、感光フィルムを出発物質とし、「レーザ描写」、「作業マスク完成」、「マスク検査」により行われる。
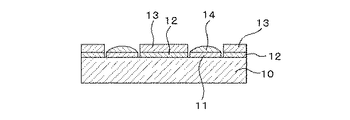
このソルダーレジスト塗布工程において、図4に示すようにプリント配線基板10の1回目のソルダーレジスト12の上にさらに2回目のソルダーレジスト13を塗布することが知られている(特許文献1)。
これは、次の工程により、プリント配線基板10が製造される。
(1)プリント配線基板10の銅箔に銅メッキを施す工程。
(2)不要な銅メッキと銅箔をエッチングしてパッド11を形成する工程。
(3)1回目のソルダーレジスト12を塗布する工程。
(4)1回目と同じ位置に重ねて2回目のソルダーレジスト13を塗布する工程。
この方法は、プリント配線基板10の裏面に接着剤層22によって電子部品21を搭載し、プリント配線基板10のスリット16を通して表面のデバイス側接続端子23にボンディングワイヤ17で接続し、電子部品21との接続部分が封止樹脂18のモールドにより封止されるようにした方法において、モールドされる領域のソルダーレジスト12に溝19及び/又は段差部20を形成して封止樹脂18が外部接続端子15側へ流れ込まないようにしたものである。
ところが、最近のプリント配線板では、実装の高密度化に伴い、パッド11の大きさ、パッド11のピッチ間隔が年々小さくなってきている。具体的には、パッド11とソルダーレジスト12の厚さが略同じ約50μmであるのに対し、2つのパッド11のピッチ間隔が150μmのように極めて狭くなってきている。
半面、ソルダーレジストによる、半田耐熱性、電気絶縁性、耐候性、耐メッキ性、その他の電気的、機械的特性を保持するためには、所定以上の厚さを必要とし、ソルダーレジストの2回重ね、3回重ね、さらにそれ以上重ねて塗布することが行われるようになってきた。そのため、2回以上重ねたソルダーレジスト部分の欠落が発生するという問題があった。
例えば、パッド11のピッチ間隔が150μmとすると、ソルダーレジストの厚さは、2回重ねで100μmとなり、3回重ねで150μmとなる。このように、幅に対する厚さの比が次第に大きくなり、パッド11の間のソルダーレジストに欠落の恐れがあった。
本発明は、プリント配線板における実装の高密度化に伴い、ソルダーレジストの解像度、パッド間に形成しうるパターンの位置合わせ精度、幅の狭いレジストで強度の高いものが必要となってきたことに鑑み、パッド間のピッチ間隔が極めて狭くなってきている場合において、2回以上重ねたソルダーレジスト部分の欠落のないプリント配線基板及びソルダーレジストの形成方法を提供することを目的とするものである。
(1)下層のソルダーレジスト表面の凹凸部に上層のソルダーレジストが入りこみ、両者の密着性が向上する。
(2)上層のソルダーレジストが下層のソルダーレジスト表面から欠落するのを防止するので、品質が向上する。
(3)下層のソルダーレジスト表面に凹凸部を形成してその上に重ねてソルダーレジストを塗布するだけなので、作業性にも優れている。
予め塗布されたソルダーレジストであって、2つのパッド間の隙間部分に塗布されたソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成したソルダーレジストの表面に重ねてソルダーレジストを塗布してなるものである。
具体的には、予め塗布された1回目のソルダーレジストであって、2つのパッド間の隙間部分に塗布された1回目のソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成した1回目のソルダーレジストの表面に2回目のソルダーレジストを塗布し、この2回目のソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成した2回目のソルダーレジストの表面に3回目のソルダーレジストを塗布してなるものである。
凹凸部は、縦溝のみ、横溝のみ、縦溝と横溝の組み合わせ、点在する凹部、蟻溝などからなるものとすることができる。
1.第1回目のソルダーレジスト塗布工程(図1の(a−1)(a−2))
プリント配線基板10のパッド11を残して1回目のソルダーレジスト12を塗布する。ソルダーレジストには、ドライフィルムと液状のものがあるが、本発明では、液状のものが使用される。液状レジストには、熱硬化型、紫外線硬化型と感光性型があり、熱硬化型、紫外線硬化型は、スクリーン印刷法でパターンを形成する。感光性型は、パネル全面にスクリーン印刷法、カーテンコート法、スプレーコート法などでコーティングされる。
このようにして、パッド11の部分を露出した状態に塗布される。外部接続端子15は、必要に応じて一部が露出される。
1回目のソルダーレジスト12は、厚さがパッド11と略同じ約50μm、幅が約150μmに塗布される。
2つのパッド11によって形成された隙間部分の1回目のソルダーレジスト12に凹凸部24を形成する。この凹凸部24は、1本の縦溝25と複数本の横溝26が交差するように形成した例を示している。
この凹凸部24を形成する具体的方法は、例えば、フォトマスクを介して露光、現像してパターニングする方法、レーザ加工による方法などが挙げられる。縦溝25と横溝26の深さは、20μm程度とし、幅は、25μm程度とする。
凹凸部24を形成した1回目のソルダーレジスト12の上に第2回目の2回目のソルダーレジスト13を塗布する。
2回目のソルダーレジスト12は、厚さが20〜50μm、幅が100〜150μm、長さが約1300μmに塗布される。縦溝25と横溝26の深さは、10〜20μm程度とし、幅は、25μm程度とする。
2回目のソルダーレジスト13に凹凸部24を形成する。この凹凸部24は、前記同様1本の縦溝25と複数本の横溝26が交差するように形成した例を示している。
凹凸部24を形成した2回目のソルダーレジスト13の上に第3回目の3回目のソルダーレジスト28を塗布する。
ソルダーレジスト12の厚さが目的の高さに達しない場合には、達するまで凹凸部24を形成する工程とソルダーレジスト塗布する工程を繰り返す。
図2(a−1)(a−2)は、凹凸部24が2本またはそれ以上の縦溝25からなる例を示している。形状が単純なので製作が容易である。
図2(b−1)(b−2)は、凹凸部24が複数個の4角形の凹部27を点線状に形成した例を示している。
図2(c−1)(c−2)は、凹凸部24が1本の縦溝25であって、内側が幅広い、いわゆる蟻溝からなる例を示している。内側が幅広いので、上下の層が互いにしっかりと保持される。
図2(d−1)(d−2)は、凹凸部24が複数個の円形の凹部27を連続的に連通して縦溝25とした例を示している。縦溝25の側壁に凹凸が形成されるので、しっかりと保持される。
Claims (7)
- パッドその他の半田付けをする部分を除いてソルダーレジストを塗布したプリント配線基板において、
予め塗布されたソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成したソルダーレジストの表面に重ねてソルダーレジストを塗布してなることを特徴とするプリント配線基板。 - 予め塗布されたソルダーレジストであって、2つのパッド間の隙間部分に塗布されたソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成したソルダーレジストの表面に重ねてソルダーレジストを塗布してなることを特徴とする請求項1記載のプリント配線基板。
- 予め塗布された1回目のソルダーレジストであって、2つのパッド間の隙間部分に塗布された1回目のソルダーレジストの表面に凹凸部を形成し、この凹凸部を形成した1回目のソルダーレジストの表面に2回目のソルダーレジストを塗布してなることを特徴とする請求項1記載のプリント配線基板。
- 凹凸部は、縦溝及び/又は横溝からなることを特徴とする請求項1、2又は3記載のプリント配線基板。
- プリント配線基板のパッドその他の半田付けをする部分を除いてソルダーレジストを塗布する方法において、
予め塗布されたソルダーレジストの表面に凹凸部を形成する工程と、
この凹凸部を形成した下層のソルダーレジストの表面に重ねてソルダーレジストを塗布する工程と
からなることを特徴とするプリント配線基板におけるソルダーレジストの形成方法。 - プリント配線基板のパッドその他の半田付けをする部分を除いてソルダーレジストを塗布する方法において、
隣接する前記パッド間の隙間部分に塗布されたソルダーレジストの表面に凹凸部を形成する工程と、
この凹凸部を形成したソルダーレジストの表面に重ねてソルダーレジストを塗布する工程と
からなることを特徴とするプリント配線基板におけるソルダーレジストの形成方法。 - プリント配線基板のパッドその他の半田付けをする部分を除いてソルダーレジストを塗布する方法において、
隣接する前記パッド間の隙間部分に塗布されたソルダーレジストの表面に凹凸部を形成する工程と、
この凹凸部を形成した下層のソルダーレジストの表面に重ねてソルダーレジストを塗布する工程と、
この凹凸部の形成と塗布とを繰り返してソルダーレジストを少なくとも3層としたことを特徴とするプリント配線基板におけるソルダーレジストの形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166877A JP5399012B2 (ja) | 2008-06-26 | 2008-06-26 | プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166877A JP5399012B2 (ja) | 2008-06-26 | 2008-06-26 | プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010325A true JP2010010325A (ja) | 2010-01-14 |
| JP5399012B2 JP5399012B2 (ja) | 2014-01-29 |
Family
ID=41590475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008166877A Active JP5399012B2 (ja) | 2008-06-26 | 2008-06-26 | プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5399012B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015226050A (ja) * | 2014-05-27 | 2015-12-14 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 印刷回路基板の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH038390A (ja) * | 1989-06-06 | 1991-01-16 | Ibiden Co Ltd | 電子部品搭載用基板の製造方法 |
| JPH0575240A (ja) * | 1991-09-12 | 1993-03-26 | Matsushita Electric Ind Co Ltd | プリント配線板の製造方法 |
| JPH08291231A (ja) * | 1996-05-01 | 1996-11-05 | Ibiden Co Ltd | 感光性樹脂絶縁材 |
| JPH10163608A (ja) * | 1996-11-29 | 1998-06-19 | Nec Corp | プリント配線板及びその製造方法 |
-
2008
- 2008-06-26 JP JP2008166877A patent/JP5399012B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH038390A (ja) * | 1989-06-06 | 1991-01-16 | Ibiden Co Ltd | 電子部品搭載用基板の製造方法 |
| JPH0575240A (ja) * | 1991-09-12 | 1993-03-26 | Matsushita Electric Ind Co Ltd | プリント配線板の製造方法 |
| JPH08291231A (ja) * | 1996-05-01 | 1996-11-05 | Ibiden Co Ltd | 感光性樹脂絶縁材 |
| JPH10163608A (ja) * | 1996-11-29 | 1998-06-19 | Nec Corp | プリント配線板及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015226050A (ja) * | 2014-05-27 | 2015-12-14 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 印刷回路基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5399012B2 (ja) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI538573B (zh) | 柔性電路板及其製作方法 | |
| CN206461833U (zh) | 软硬结合板结构 | |
| TWI479972B (zh) | Multi - layer flexible printed wiring board and manufacturing method thereof | |
| JP2016096292A (ja) | 配線基板及び電子部品装置と配線基板の製造方法及び電子部品装置の製造方法 | |
| JP2012060112A (ja) | 単層印刷回路基板及びその製造方法 | |
| KR101219905B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| TWI536879B (zh) | 軟性電路板及其製造方法 | |
| US20150068791A1 (en) | Printed wiring board and method for manufacturing the same | |
| WO2014045491A1 (ja) | 配線基板及びその製造方法 | |
| JP5399012B2 (ja) | プリント配線基板及びプリント配線基板におけるソルダーレジストの形成方法 | |
| JP2007214230A (ja) | プリント配線板 | |
| JP2009283502A (ja) | フレキシブルプリント配線板 | |
| CN104105340A (zh) | 一种封装基板导通孔结构及制作方法 | |
| KR20130046716A (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| JP2005175185A (ja) | フレキシブル配線基板 | |
| JP2013219284A (ja) | 電子部品実装基板の製造方法 | |
| JP2009123916A (ja) | 部品内蔵型多層プリント配線板及びその製造方法 | |
| US8720053B2 (en) | Process of fabricating a circuit board | |
| JP2007299842A (ja) | 多層配線基板の製造方法及び半導体パッケージ並びに長尺配線基板 | |
| JP2008244336A (ja) | プリント配線板の製造方法、及びプリント配線板 | |
| JP6259045B2 (ja) | 配線基板の製造方法 | |
| JP2016024371A (ja) | プリント配線基板及びその製造方法 | |
| KR101154588B1 (ko) | 인쇄회로기판 및 이의 제조 방법 | |
| TWI594675B (zh) | 電路板及其製作方法 | |
| KR20100107936A (ko) | 박형 패키지 기판 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131023 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5399012 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |