JP2010007683A - Vacuum thermal insulating material - Google Patents
Vacuum thermal insulating material Download PDFInfo
- Publication number
- JP2010007683A JP2010007683A JP2008164158A JP2008164158A JP2010007683A JP 2010007683 A JP2010007683 A JP 2010007683A JP 2008164158 A JP2008164158 A JP 2008164158A JP 2008164158 A JP2008164158 A JP 2008164158A JP 2010007683 A JP2010007683 A JP 2010007683A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fibers
- diameter
- insulating material
- heat insulating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011810 insulating material Substances 0.000 title claims abstract description 52
- 239000000835 fiber Substances 0.000 claims abstract description 261
- 239000000463 material Substances 0.000 claims abstract description 21
- 239000011162 core material Substances 0.000 claims abstract description 18
- 239000012784 inorganic fiber Substances 0.000 claims description 6
- 239000012774 insulation material Substances 0.000 claims 1
- 239000000203 mixture Substances 0.000 claims 1
- 238000010030 laminating Methods 0.000 abstract description 4
- 239000007787 solid Substances 0.000 abstract description 2
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 238000009413 insulation Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 14
- 239000003365 glass fiber Substances 0.000 description 13
- 238000000034 method Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- -1 polyethylene terephthalate Polymers 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 239000003463 adsorbent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
Abstract
Description
この発明は、真空断熱材に関するものである。 The present invention relates to a vacuum heat insulating material.
従来、真空断熱材の断熱性能の向上を図るために、伝熱方向へ積層された多数枚の繊維シートをパネル内に配設し、内部を高真空として封止した真空断熱材が提案されている。この真空断熱材においては、繊維シートを繊維径分布のピーク値が、1μm以下、0.1μm以上である無機繊維材料で構成することによって、繊維から伝わる固体熱伝導を抑制して断熱性の向上化が図られている(例えば、特許文献1参照)。 Conventionally, in order to improve the heat insulation performance of a vacuum heat insulating material, a vacuum heat insulating material has been proposed in which a large number of fiber sheets laminated in the heat transfer direction are arranged in a panel and the inside is sealed with a high vacuum. Yes. In this vacuum heat insulating material, the fiber sheet is composed of an inorganic fiber material having a fiber diameter distribution peak value of 1 μm or less and 0.1 μm or more, thereby suppressing heat conduction from the fibers and improving heat insulation. (For example, refer to Patent Document 1).
また、別の真空断熱材として、破断歪限界を大きくして、外力による変形に対して破断し難いガラス繊維を長さ方向と伝熱方向を略垂直にした真空断熱材が提案されている。この真空断熱材においては、紡糸条件によって強度が高めたガラス繊維を、伝熱方向にガラス繊維同士が交差するように層状に積層することで繊維破断を防止して高性能化が図られている(例えば、特許文献2参照)。 Further, as another vacuum heat insulating material, a vacuum heat insulating material has been proposed in which the breaking strain limit is increased and the length direction and the heat transfer direction are made substantially perpendicular to the glass fiber that is difficult to break against deformation due to external force. In this vacuum heat insulating material, high-performance is achieved by preventing fiber breakage by laminating glass fibers whose strength is increased by spinning conditions so that the glass fibers intersect in the heat transfer direction. (For example, refer to Patent Document 2).
しかしながら、1μmより径が細い無機繊維で構成された真空断熱材においては、製法上繊維長さが限定されてしまい、長尺繊維でシートを作製することは困難である。したがって短尺繊維は、繊維長手方向とシートを形成する平面方向との繊維角度が大きくなり易く、伝熱方向と繊維方向が同じ方向を向いてしまう。これによって、伝熱方向への熱伝導が大きくなることから、真空断熱材の断熱性能が低下してしまうという問題があった。 However, in a vacuum heat insulating material composed of inorganic fibers having a diameter smaller than 1 μm, the fiber length is limited due to the manufacturing method, and it is difficult to produce a sheet with long fibers. Therefore, the short fiber tends to have a large fiber angle between the longitudinal direction of the fiber and the plane direction forming the sheet, and the heat transfer direction and the fiber direction are directed in the same direction. As a result, the heat conduction in the heat transfer direction is increased, so that the heat insulating performance of the vacuum heat insulating material is deteriorated.
また、ガラス繊維を長さ方向と伝熱方向を略垂直にした真空断熱材においては、繊維強度を高めるために紡糸時の製造条件などについての記載はあるものの繊維同士が交差するように層状に積層する具体的な手法についてはなんら言及がなされていない。さらに、交差層状に積層した場合、真空断熱材の内部に伝熱方向に貫通する空間が存在し易くなり、外被材内部に残留する気体分子の平均自由行程より伝熱方向への空間距離が長くなる。その結果、気体伝導が増加して、むしろ断熱性能が悪くなるなどの問題があった。そして、織物製法で作製したとき、生産性が悪くなるばかりか、高速化すると、繊維が破断し易く、さらに性能が低下してしまうなどの問題があった。 In addition, in the vacuum heat insulating material in which the length direction and the heat transfer direction are made substantially perpendicular to the glass fiber, although there is a description about the production conditions at the time of spinning in order to increase the fiber strength, it is layered so that the fibers cross each other. No mention is made of the specific method of stacking. Furthermore, when laminated in an intersecting layer, a space penetrating in the heat transfer direction is likely to exist inside the vacuum heat insulating material, and the spatial distance in the heat transfer direction is greater than the mean free path of gas molecules remaining inside the jacket material. become longer. As a result, there has been a problem that gas conduction increases and rather the heat insulation performance deteriorates. And when it produced with the textile manufacturing method, productivity worsened, and when it speeded up, there existed a problem that a fiber will be easy to fracture | rupture and a performance will fall further.
この発明は、上記のような課題を解決するためになされたものであり、断熱性能の向上を図ることができる真空断熱材を得ることを目的とする。 The present invention has been made to solve the above-described problems, and an object of the present invention is to obtain a vacuum heat insulating material capable of improving the heat insulating performance.
この発明に係る真空断熱材は、繊維径の異なる複数の繊維で構成した繊維シートとこの繊維シートを複数枚積層した芯材を真空密閉して外被材で覆ったものである。 In the vacuum heat insulating material according to the present invention, a fiber sheet composed of a plurality of fibers having different fiber diameters and a core material obtained by laminating a plurality of fiber sheets are vacuum-sealed and covered with a jacket material.
この発明に係る真空断熱材においては、繊維シートを繊維径の異なる複数の繊維で構成しているので、細い繊維径をもつ繊維でシート化された繊維シートの引張強度を確保させつつ、太い繊維径をもつ繊維によって、伝熱方向と繊維長さ方向の傾斜角を直角に近づけることが可能となる。このため、繊維自体を通じて移動する固体熱伝導の抑制を図ることができ、真空断熱材の断熱性能の向上を図ることができる。 In the vacuum heat insulating material according to the present invention, since the fiber sheet is composed of a plurality of fibers having different fiber diameters, a thick fiber is obtained while ensuring the tensile strength of the fiber sheet formed of fibers having a thin fiber diameter. The fiber having a diameter makes it possible to make the inclination angle in the heat transfer direction and the fiber length direction close to a right angle. For this reason, it is possible to suppress the heat conduction of the solid moving through the fiber itself, and to improve the heat insulating performance of the vacuum heat insulating material.
実施の形態1.
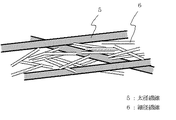
図1は、この発明を実施するための実施の形態1における真空断熱材を示す断面模式図である。真空断熱材1は、繊維シート2を積層して構成された芯材3と、芯材3を覆って密閉する外被材4とを有している。図2は、本実施の形態における繊維シート2の拡大断面模式図である。図2において、繊維シートは、太径繊維5とこの太径繊維の繊維径よりも細い繊維径をもつ細径繊維6とが混在して構成されている。
FIG. 1 is a schematic cross-sectional view showing a vacuum heat insulating material in
次に、本実施の形態における、真空断熱材1の製造方法について説明する。まず、繊維シート2の作製方法については、例えば水に太径繊維5および細径繊維6を分散させ、自動送り式抄紙機で抄紙してシート状に形成した後、乾燥工程を経てロール状に巻き取られたシートロールを作製する。次に、このシートロールからシートを引き出して必要なサイズに裁断して繊維シート2とし、この繊維シート2を複数枚重ねた芯材3を作製する。この後、芯材3を2枚もしくは1枚を折り返した外被材4で覆い、外被材4で覆われた芯材3を真空チャンバ内に配置する。この後、真空チャンバ内を減圧することにより、外被材4で覆われた空間を減圧して外被材4で覆われた空間を真空状態にする。この後、外被材4で覆われた空間が所定の圧力、例えば0.1〜3Pa程度の真空圧になっている状態で外被材4の外周部を密閉した後、真空チャンバ内の圧力を大気圧状態にまで戻す。これにより、真空断熱材1が完成する。完成した真空断熱材1の内部空間は真空状態に保持され、外被材4および芯材3は外部との圧力差による圧縮力を受けている。また、必要に応じて外被材4で覆われた空間には、適当なガス吸着剤を挿入する。
Next, the manufacturing method of the vacuum
なお、繊維シート2に含有される水分については、抄紙時の乾燥工程とは別に、裁断前後などに繊維シート2を加熱しながら減圧するような工程を設けてこの水分を除去してもよい。また、外被材4で覆われた芯材3が真空チャンバ内で減圧された状態において、真空チャンバ内を加熱するような機構を設けて、繊維シート2自体に熱収縮や熱分解などの熱負荷がからない温度で、かつ真空放電などを誘発しない圧力に設定するなどして、適切な条件を設定して繊維シート2の水分を除去してもよい。 In addition, about the water | moisture content contained in the fiber sheet 2, you may provide the process of decompressing, heating the fiber sheet 2 before and behind cutting, etc. separately from the drying process at the time of papermaking, and may remove this water | moisture content. Further, in a state where the core material 3 covered with the jacket material 4 is decompressed in the vacuum chamber, a mechanism for heating the inside of the vacuum chamber is provided so that the fiber sheet 2 itself has heat such as heat shrinkage and thermal decomposition. The moisture of the fiber sheet 2 may be removed by setting appropriate conditions, for example, by setting the pressure at a temperature at which no load is applied and not inducing vacuum discharge.
また、本実施の形態における、構成材料について説明する。繊維シートに用いる太径繊維および細径繊維は、例えばガラス繊維を用いることができる。太径繊維の繊維径として例えば約φ6μm、細径繊維の繊維径として例えば約φ1μmとすることができる。また、外被材としては、例えばアルミラミネートシートを用いることができる。 In addition, constituent materials in the present embodiment will be described. Glass fiber can be used for the large diameter fiber and small diameter fiber which are used for a fiber sheet, for example. The fiber diameter of the large fiber can be set to, for example, about φ6 μm, and the fiber diameter of the thin fiber can be set to, for example, about φ1 μm. Further, as the jacket material, for example, an aluminum laminate sheet can be used.
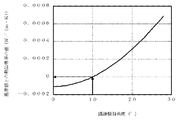
次に、本実施の形態の真空断熱材において、繊維シートに繊維径の異なる繊維を混在させことの効果について説明する。図3は、繊維の繊維径とその繊維のみで繊維シートを構成した真空断熱材の熱伝導率との関係をシュミレーションした特性図である。図3は、本実施の形態と異なり、単一の繊維が互いに接触したモデルで、芯材充填率を一定として繊維シートが構成されたものに相当し、熱伝導率は真空断熱材の厚さ方向の熱伝導率を計算したものである。図3において、縦軸の熱伝導率の差は、繊維径がφ4μmのときの真空断熱材の熱伝導率を基準値として、その基準値との熱伝導率の差を表している。図3からは、繊維径が細くなるほど真空断熱シートの断熱性能は向上することがわかる。これは、繊維径が細くなるほど熱抵抗が大きくなるからである。しかしながら、その数値的な影響を調べたところ、例えばφ10μmとφ1μmの繊維での熱伝導率の差は、0.0001W/(m・K)のオーダで大きな差異はないことがわかった。 Next, the effect of mixing fibers with different fiber diameters in the fiber sheet in the vacuum heat insulating material of the present embodiment will be described. FIG. 3 is a characteristic diagram that simulates the relationship between the fiber diameter of a fiber and the thermal conductivity of a vacuum heat insulating material that forms a fiber sheet with only the fiber. FIG. 3 is a model in which single fibers are in contact with each other unlike the present embodiment, which corresponds to a fiber sheet configured with a constant core material filling rate, and the thermal conductivity is the thickness of the vacuum heat insulating material. The thermal conductivity in the direction is calculated. In FIG. 3, the difference in thermal conductivity on the vertical axis represents the difference in thermal conductivity from the reference value with the thermal conductivity of the vacuum heat insulating material when the fiber diameter is φ4 μm as the reference value. FIG. 3 shows that the heat insulation performance of a vacuum heat insulation sheet improves, so that a fiber diameter becomes thin. This is because the thermal resistance increases as the fiber diameter decreases. However, when the numerical influence was examined, it was found that, for example, the difference in thermal conductivity between the fibers of φ10 μm and φ1 μm was not significantly different on the order of 0.0001 W / (m · K).
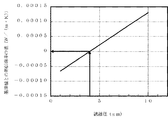
図4は、繊維径および充填率を一定として、繊維傾斜角度と真空断熱材の熱伝導率との関係をシュミレーションした特性図である。ここで、繊維傾斜角度とは、繊維シートの平面方向と繊維の長手方向との角度であり、この角度はある程度分布をもつことから、平均値で表している。図4において、縦軸の熱伝導率の差は、繊維傾斜角度が10度のときの真空断熱材の熱伝導率を基準値として、その基準値との熱伝導率の差を表している。
図4から、繊維傾斜角度が10度より大きくなると熱伝導率の増加率がより顕著になることが明らかになった。したがって、繊維傾斜角度を10度程度以下にすることによって断熱性能の向上が図れることがわかった。つまり、図3および図4から、繊維径を細くすることよりも、繊維傾斜角度を10度以下になるようにすることで、断熱性能が顕著に向上するという知見が得られ、この発明に到ったものである。
FIG. 4 is a characteristic diagram simulating the relationship between the fiber inclination angle and the thermal conductivity of the vacuum heat insulating material with the fiber diameter and the filling rate being constant. Here, the fiber inclination angle is an angle between the planar direction of the fiber sheet and the longitudinal direction of the fiber, and since this angle has a certain distribution, it is expressed as an average value. In FIG. 4, the difference in thermal conductivity on the vertical axis represents the difference in thermal conductivity from the reference value with the thermal conductivity of the vacuum heat insulating material when the fiber tilt angle is 10 degrees as the reference value.
From FIG. 4, it became clear that the increase rate of the thermal conductivity becomes more remarkable when the fiber inclination angle becomes larger than 10 degrees. Therefore, it was found that the heat insulation performance can be improved by setting the fiber inclination angle to about 10 degrees or less. That is, from FIG. 3 and FIG. 4, the knowledge that the heat insulation performance is remarkably improved by reducing the fiber inclination angle to 10 degrees or less rather than reducing the fiber diameter can be obtained. It is a thing.
図5は、繊維シートの内部の太径繊維の状態を示した模式図である。例えば、図5に示すように、φ6μmmの太径繊維5の繊維長さ(L)を6mmとし、繊維シート2の厚み(t)を0.4mmとした場合、太径繊維が最も立ち上がった状態、つまり太径繊維の一方の端部が繊維シートの一方の面に到達し、太径繊維の他方の端部が繊維シートの他方に面に到達した状態の理論上の繊維傾斜角度θは、sinθ=0.4/6となる。ゆえに、最大繊維傾斜角度は4度となり、太径繊維の繊維傾斜角度は4度以下になる。一方で、細径繊維については、例えばφ1μm程度の細径繊維をガラス繊維とすると、通常このサイズでは火炎法にて繊維を製造するために、繊維長さは1mm程度になる。したがって、φ1μm×長さ1μm程度の繊維のみの繊維傾斜角度を同様に計算すると、最大繊維傾斜角度は約24度となる。したがって、繊維長さは1mmのガラス繊維の繊維傾斜角度は0〜24度になる。実際にこのガラス繊維には、繊維長さは1mmよりも短いものが多数含まれること、繊維強度や配向性などの影響を受けることなどから、ランダムで多様な傾斜角度分布を示すが、図4のからも明らかなように、この範囲の繊維傾斜角度では性能向上を阻害する要因になる。一方で、太径かつ長尺繊維は、傾斜角度の抑制を実現できる可能性が認められる。
FIG. 5 is a schematic diagram showing a state of the large-diameter fiber inside the fiber sheet. For example, as shown in FIG. 5, when the fiber length (L) of the
図4および図5の関係から、繊維長さ(L)とシート厚み(t)との関係が、t/L<sin(10°)であれば、断熱性能が顕著に向上することとなる。sin(10°)は、約0.174であるので、t/Lが0.174より小さいときに、断熱性能が顕著に向上することとなる。 4 and 5, if the relationship between the fiber length (L) and the sheet thickness (t) is t / L <sin (10 °), the heat insulation performance is remarkably improved. Since sin (10 °) is about 0.174, when t / L is smaller than 0.174, the heat insulation performance is remarkably improved.
それを実証するために、実施例として、細径繊維として繊維径φ1μm×繊維長さ1mmのガラス繊維を50wt%、太径繊維として繊維径φ6μm×繊維長さ6mmのガラスチョップを50wt%の比率で混合させ、厚さ0.4mmの繊維シートを試作した。 In order to demonstrate that, as an example, a glass fiber having a fiber diameter of φ1 μm × fiber length of 1 mm as a thin fiber is 50 wt%, and a glass chop having a fiber diameter of φ6 μm × fiber length of 6 mm as a thick fiber is a ratio of 50 wt%. A fiber sheet having a thickness of 0.4 mm was made as a prototype.
ここで、繊維シート作製には、例えば自動送り式抄紙機を用いた場合、繊維シートとなるシートロールの流れ方向に適度な引張強度が確保されなければロール化ならびにロールからの巻き戻しが不可能になる。特に、断熱性能を悪化させないように、バインダー等の結着材を全く添加しない場合は、シートの薄膜化には限界がある。量産化を想定した場合、今回の0.4mmはこれに近い数値であった。作製した繊維シートを約30枚積層して芯材とし、外被材であるアルミラミネートシート(ナイロン15μm+ポリエチレンテレフタレート12μm+アルミシート6μm+ポリエチレン50μm)に吸着剤とともに挿入して、真空チャンバ内で約1Paまで減圧させて、外被材の間口部を熱融着によって密閉し、真空断熱材を作製した。ここで、吸着剤は、外被材のシール部やアルミラミネートシート自体の欠陥などを通じて内部に侵入してくる水分や外部気体もしくは芯材から発生するアウトガスなどを吸着して真空度を保持するためのもので、CaO系、活性炭系、ゼオライト系やさらにこれらにLiやBaを混合させたものなどがある。 Here, for fiber sheet production, for example, when an automatic paper machine is used, it is impossible to roll and unwind from the roll unless an appropriate tensile strength is secured in the flow direction of the sheet roll serving as the fiber sheet. become. In particular, when no binder such as a binder is added at all so as not to deteriorate the heat insulation performance, there is a limit to thinning the sheet. When mass production is assumed, the current 0.4 mm is close to this value. About 30 sheets of the produced fiber sheets are laminated to form a core material, which is inserted into an aluminum laminated sheet (nylon 15 μm + polyethylene terephthalate 12 μm + aluminum sheet 6 μm + polyethylene 50 μm) with an adsorbent and up to about 1 Pa in a vacuum chamber. The vacuum was applied to seal the opening of the outer cover material by heat sealing, and a vacuum heat insulating material was produced. Here, the adsorbent retains the degree of vacuum by adsorbing moisture, external gas, or outgas generated from the core material that penetrates into the interior through defects such as the sealing material of the jacket material or the aluminum laminate sheet itself. There are CaO type, activated carbon type, zeolite type, and those in which Li or Ba is mixed.
この実施例の真空断熱材の熱伝導率λを測定した結果、λ=0.0017W/(m・K)が得られた。一方、比較例として、繊維径φ1μm×繊維長さ1mmのガラス繊維のみで実施例と同様の条件にて、真空断熱材を製作して熱伝導率を測定した結果は、λ=0.0022W/(m・K)と、上記実施例よりも断熱性能が劣ることがわかった。このときの真空状態を模擬して芯材の断面観察をしたところ、実施例においては、太径繊維の繊維傾斜角度はほぼ10度未満であった。一方、細径繊維のみの比較例においては、繊維傾斜角度が10度を超えるものが多く見られ、繊維傾斜角度の大きなものでは20度前後のものも観察された。したがって、太径長尺繊維の混合によって繊維長手方向を伝熱方向に対して直角に近づけることができ、熱伝導率の低減が図れ、高性能な断熱材を得ることができた。 As a result of measuring the thermal conductivity λ of the vacuum heat insulating material of this example, λ = 0.417 W / (m · K) was obtained. On the other hand, as a comparative example, the result of measuring the thermal conductivity by manufacturing a vacuum heat insulating material under the same conditions as in the Examples using only glass fiber having a fiber diameter of 1 μm × fiber length of 1 mm is λ = 0.0002 W / It was found that the heat insulation performance was inferior to (m · K) and the above examples. When the cross-section of the core material was observed by simulating the vacuum state at this time, in the examples, the fiber inclination angle of the large-diameter fiber was almost less than 10 degrees. On the other hand, in comparative examples using only small-diameter fibers, fibers having a fiber inclination angle exceeding 10 degrees were often observed, and those having a large fiber inclination angle were observed at around 20 degrees. Therefore, by mixing the large-diameter long fibers, the longitudinal direction of the fibers can be made to be perpendicular to the heat transfer direction, the thermal conductivity can be reduced, and a high-performance heat insulating material can be obtained.
なお、真空状態を模擬して芯材の断面観察する方法とは、真空チャンバ内に入れる前の真空断熱材を両面から1気圧相当の圧力で圧縮し、これを樹脂で固めたのちに断面を電子顕微鏡で観察する方法である。 The method of observing the cross section of the core material by simulating the vacuum state is that the vacuum heat insulating material before being put in the vacuum chamber is compressed from both sides with a pressure equivalent to 1 atm, and this is solidified with resin and then the cross section is This is a method of observing with an electron microscope.
一方、繊維シートを全て太径繊維で構成した場合の性能評価を実施した。断熱性能を低下させるバインダー等の結着剤を全く添加しないで、φ6μmの繊維径の繊維だけで繊維シートを試作した結果、繊維シートとなるシートロールの巻き戻しが不可能で、ハンドリングが困難になるなど、製造上の問題が生じた。また、強引に巻き取ったロールシートを切開する形で強制的に芯材とし、これを上記方法と同様に真空断熱材にして熱伝導率を測定した結果、λ=0.0019W/(m・K)と、上記実施例よりも断熱性能が劣ることがわかった。この原因は、繊維シートの積層境界が不確定になり、太径繊維が繊維シート間を越えて傾斜したために繊維傾斜角度が大きくなり、さらに、繊維シートを構成する繊維と繊維の間隔が大きくなったことによって、外被材内部の気体分子が移動し易くなり、気体熱伝導が促進されたと推定される。 On the other hand, performance evaluation was performed when the fiber sheet was composed of all thick fibers. As a result of trial production of a fiber sheet using only fibers having a fiber diameter of φ6 μm without adding a binder such as a binder that lowers the heat insulation performance, it is impossible to unwind the sheet roll that becomes the fiber sheet, making handling difficult. A manufacturing problem occurred. Further, as a result of measuring the thermal conductivity by forcibly forming a core material in the form of incising the roll sheet that was forcibly wound, and using this as a vacuum heat insulating material in the same manner as described above, λ = 0.0019 W / (m · K) and the heat insulation performance were inferior to those of the above examples. This is because the fiber sheet stacking boundary becomes uncertain, the large-diameter fibers are inclined beyond the fiber sheets, the fiber inclination angle is increased, and further, the fiber-to-fiber spacing is increased. Therefore, it is presumed that gas molecules inside the jacket material are easily moved and gas heat conduction is promoted.
なお、本実施の形態においては、繊維シートに用いる太径繊維および細径繊維として、ガラス繊維を用いているが、ガラス繊維以外の無機材料で構成された、例えばセラミック繊維などの無機繊維を用いることもできる。 In the present embodiment, glass fibers are used as the large diameter fibers and the small diameter fibers used in the fiber sheet, but inorganic fibers such as ceramic fibers made of an inorganic material other than glass fibers are used. You can also.
なお、本実施の形態においては、繊維シートを作製する方法として、抄紙法を適用した湿式法を用いたが、これに限定されるものではなく、繊維シートを形成できるのであれば乾式などの別の製法を用いてもよい。 In this embodiment, a wet method using a papermaking method is used as a method for producing a fiber sheet. However, the method is not limited to this, and a dry sheet or the like can be used as long as the fiber sheet can be formed. The following manufacturing method may be used.
実施の形態2.
図6は、実施の形態2における真空断熱シートに用いる繊維シートの拡大断面模式図である。図6において、繊維シートは、太径繊維5とこの太径繊維の繊維径よりも細い繊維径をもつ細径繊維6と、さらに太径繊維5の繊維径よりも細く、かつ細径繊維6の繊維径よりも太い繊維径をもつ中径繊維7とが混在して構成されている。これらの繊維の構成としては、例えば、太径繊維は繊維径がφ10μmで繊維長さを10mmとし、細径繊維は繊維径がφ1μmで繊維長さを1mmとし、さらに中径繊維は繊維径がφ4μmで長さは4mm程度である。これらの繊維を、細径繊維を50wt%、中径繊維を25wt%、太径繊維を25wt%として繊維シートの試作を試みたところ、シート厚みは0.2mmまで薄膜化することができた。
Embodiment 2. FIG.
FIG. 6 is an enlarged schematic cross-sectional view of a fiber sheet used for the vacuum heat insulating sheet in the second embodiment. In FIG. 6, the fiber sheet includes a large-
本実施の形態において、実施の形態1の図5を用いて説明した繊維傾斜角度を計算したところ、中径繊維の繊維傾斜角度は3度程度、太径繊維の繊維傾斜角度は約1度、細径繊維の繊維傾斜角度は約12度となる。
この繊維シートをそれぞれ約60枚積層し、実施の形態1の実施例と同様に真空断熱材を作製して熱伝導率(λ)を測定した結果、λ=0.0014W/(m・K)であった。また、この真空断熱材の真空状態を模擬した断面観察を実施したところ、太径繊維の繊維傾斜角度は5度未満であり、また中径繊維の繊維傾斜角度も10度未満であり、さらに細径繊維の繊維傾斜角度も、最大で15度程度の傾斜があるものが極微量観察されたが、大部分は約10度程度で、1度程度のものもあった。
In the present embodiment, when the fiber inclination angle described with reference to FIG. 5 of
About 60 sheets of each of these fiber sheets were laminated, a vacuum heat insulating material was produced in the same manner as in the example of
比較例として、細径繊維のみで繊維シートを構成した真空断熱材を作製して熱伝導率(λ)を測定した結果、λ=0.0019W/(m・K)と、上記実施例よりも断熱性能が劣ることがわかった。また、この比較例の真空断熱材の真空状態を模擬した断面観察を実施したところ、繊維傾斜角度は12〜15度が多かった。 As a comparative example, as a result of producing a vacuum heat insulating material comprising a fiber sheet with only small-diameter fibers and measuring the thermal conductivity (λ), λ = 0.0019 W / (m · K), which is more than the above example. It was found that the heat insulation performance was inferior. Moreover, when cross-sectional observation which simulated the vacuum state of the vacuum heat insulating material of this comparative example was implemented, there were many fiber inclination angles 12-15 degree | times.
本実施の形態のように、中径繊維を混合することによって、繊維シートの引張強度を高めることができ、それによって繊維シートを薄膜化させることができる。その結果、混合した太径長尺繊維ならびに中径繊維の繊維長手方向が伝熱方向に対して直角に近づけることが可能となり、実施の形態1よりもさらに断熱性能が向上した真空断熱材が得られた。 As in the present embodiment, by mixing medium diameter fibers, the tensile strength of the fiber sheet can be increased, thereby making the fiber sheet thinner. As a result, it is possible to make the longitudinal direction of the mixed large-diameter long fibers and medium-diameter fibers closer to a right angle with respect to the heat transfer direction, thereby obtaining a vacuum heat insulating material with further improved heat insulating performance as compared with the first embodiment. It was.
なお、本実施の形態においては、3種類の繊維径の異なる繊維を用いて繊維シートを構成したが、4種類以上の繊維径の異なる繊維を用いてもよい。その場合、最も繊維径の細い繊維以外の少なくとも1種類の繊維の繊維長さが、最も繊維径の細い繊維の繊維長さより長ければ、同様な効果が得られる。 In the present embodiment, the fiber sheet is configured using three types of fibers having different fiber diameters, but four or more types of fibers having different fiber diameters may be used. In that case, if the fiber length of at least one kind of fiber other than the fiber with the smallest fiber diameter is longer than the fiber length of the fiber with the smallest fiber diameter, the same effect can be obtained.
実施の形態3.
実施の形態1においては、繊維シートに用いる太径繊維および細径繊維としてガラス繊維を用いていたが、実施の形態3においては有機繊維を用いたものである。
Embodiment 3 FIG.
In
本実施の形態においては、繊維シートに用いる太径繊維および細径繊維としてポリエチレンテレフタレート繊維を用いたものである。太径繊維の繊維径として約φ11μm、細径繊維の繊維径として約φ3μmとした。繊維の材料以外の構成は実施の形態1と同様である。 In this embodiment, polyethylene terephthalate fibers are used as the large diameter fibers and the small diameter fibers used in the fiber sheet. The fiber diameter of the large fiber was about φ11 μm, and the fiber diameter of the small fiber was about φ3 μm. The configuration other than the fiber material is the same as that of the first embodiment.
このように構成された真空断熱材において、熱伝導率(λ)を測定した結果は、λ=0.0018W/(m・K)であった。なお、比較のために、細径繊維のみで構成した繊維シートを用いた真空断熱材において、熱伝導率(λ)を測定した結果はλ=0.0023W/(m・K)であり、実施の形態1と同様に、太径繊維と細径繊維とで繊維シートを構成することにより、真空断熱材の断熱性能を向上させることができる。
In the thus configured vacuum heat insulating material, the result of measuring the thermal conductivity (λ) was λ = 0.018 W / (m · K). For comparison, in a vacuum heat insulating material using a fiber sheet composed only of small-diameter fibers, the result of measuring the thermal conductivity (λ) is λ = 0.0023 W / (m · K), which was carried out. Similarly to
なお、本実施の形態においては、繊維の材料としてポリエチレンテレフタレート繊維を用いたが、ポリエステル系やそれ以外の有機繊維、例えばポリプロピレン、ポリスチレン、ポリエチレンなどの有機繊維を用いることもできる。また、無機繊維と有機繊維とを混在させても同様の効果が得られることは明らかであり、製造方法やコストの面から適宜繊維の材料を選択することが可能である。 In this embodiment, polyethylene terephthalate fiber is used as the fiber material. However, polyester-based or other organic fibers such as polypropylene, polystyrene, polyethylene, and the like can also be used. Further, it is clear that the same effect can be obtained even if inorganic fibers and organic fibers are mixed, and it is possible to appropriately select a fiber material from the viewpoint of the manufacturing method and cost.
1 真空断熱材
2 繊維シート
3 芯材
4 外被材
5 太径繊維
6 細径繊維
7 中径繊維
DESCRIPTION OF
Claims (6)
この繊維シートが複数枚積層された芯材を真空密閉して覆う外被材とを備えた真空断熱材。 A vacuum heat insulating material comprising: a fiber sheet composed of a plurality of fibers having different fiber diameters; and a jacket material that covers a core material in which a plurality of fiber sheets are laminated in a vacuum-sealed manner.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164158A JP5169531B2 (en) | 2008-06-24 | 2008-06-24 | Vacuum insulation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164158A JP5169531B2 (en) | 2008-06-24 | 2008-06-24 | Vacuum insulation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007683A true JP2010007683A (en) | 2010-01-14 |
| JP5169531B2 JP5169531B2 (en) | 2013-03-27 |
Family
ID=41588433
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008164158A Active JP5169531B2 (en) | 2008-06-24 | 2008-06-24 | Vacuum insulation |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5169531B2 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012112065A (en) * | 2010-11-24 | 2012-06-14 | Mitsubishi Electric Corp | Apparatus for manufacturing vacuum heat insulation core material and method of manufacturing vacuum heat insulation core material by use of the same |
| CN104373751A (en) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | Different-length-diameter-ratio VIP (vacuum insulated panel) glass fiber core material |
| CN104373750A (en) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | Laminated VIP (vacuum insulation panel) fiberglass core material |
| KR20150060582A (en) * | 2013-11-26 | 2015-06-03 | 삼성전자주식회사 | Vaccum insulating material and refregerator comprising the same |
| WO2015115149A1 (en) * | 2014-02-03 | 2015-08-06 | 三菱電機株式会社 | Vacuum heat-insulating material, heat-insulating box using vacuum heat-insulating material, and method for manufacturing vacuum heat-insulating material |
| JP2016169823A (en) * | 2015-03-13 | 2016-09-23 | 株式会社東芝 | Heat insulation material, core material, refrigerator, and manufacturing method of heat insulation material |
| EP2982897A4 (en) * | 2013-04-05 | 2016-12-14 | Mitsubishi Electric Corp | Vacuum heat-insulating material, thermal insulation tank provided with same, thermal insulator, and heat pump hot water heater |
| JP2019067581A (en) * | 2017-09-29 | 2019-04-25 | 株式会社Gsユアサ | Power storage module and power storage pack |
| CN110778852A (en) * | 2015-03-10 | 2020-02-11 | 东芝生活电器株式会社 | Heat insulating material, core material, refrigerator, and method for manufacturing heat insulating material |
| JPWO2018211906A1 (en) * | 2017-05-15 | 2020-05-14 | パナソニックIpマネジメント株式会社 | Heat insulating material and heat insulating structure using the same |
| CN115142181A (en) * | 2022-07-01 | 2022-10-04 | 福建省谷鸿新材料科技有限公司 | Ice-cool and skin-friendly fabric |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58127085A (en) * | 1982-01-25 | 1983-07-28 | 松下電器産業株式会社 | Heat insulating structure and its manufacture |
| JP2002228086A (en) * | 2001-02-01 | 2002-08-14 | Kanebo Ltd | Heat insulation material |
| JP2004060794A (en) * | 2002-07-30 | 2004-02-26 | Matsushita Refrig Co Ltd | Vacuum heat insulating material, and manufacturing method of its core material |
| JP2007239931A (en) * | 2006-03-10 | 2007-09-20 | Nippon Sheet Glass Co Ltd | Vacuum heat insulation material |
| JP2007321925A (en) * | 2006-06-02 | 2007-12-13 | Asahi Fiber Glass Co Ltd | Vacuum heat insulating material and its manufacturing method |
| JP2008062413A (en) * | 2006-09-05 | 2008-03-21 | Daiwa:Kk | Heat insulating material and its manufacturing method |
-
2008
- 2008-06-24 JP JP2008164158A patent/JP5169531B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58127085A (en) * | 1982-01-25 | 1983-07-28 | 松下電器産業株式会社 | Heat insulating structure and its manufacture |
| JP2002228086A (en) * | 2001-02-01 | 2002-08-14 | Kanebo Ltd | Heat insulation material |
| JP2004060794A (en) * | 2002-07-30 | 2004-02-26 | Matsushita Refrig Co Ltd | Vacuum heat insulating material, and manufacturing method of its core material |
| JP2007239931A (en) * | 2006-03-10 | 2007-09-20 | Nippon Sheet Glass Co Ltd | Vacuum heat insulation material |
| JP2007321925A (en) * | 2006-06-02 | 2007-12-13 | Asahi Fiber Glass Co Ltd | Vacuum heat insulating material and its manufacturing method |
| JP2008062413A (en) * | 2006-09-05 | 2008-03-21 | Daiwa:Kk | Heat insulating material and its manufacturing method |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012112065A (en) * | 2010-11-24 | 2012-06-14 | Mitsubishi Electric Corp | Apparatus for manufacturing vacuum heat insulation core material and method of manufacturing vacuum heat insulation core material by use of the same |
| US9574701B2 (en) | 2013-04-05 | 2017-02-21 | Mitsubishi Electric Corporation | Vacuum heat insulator, heat retaining tank including same, heat retaining structure, and heat pump water heater |
| EP2982897A4 (en) * | 2013-04-05 | 2016-12-14 | Mitsubishi Electric Corp | Vacuum heat-insulating material, thermal insulation tank provided with same, thermal insulator, and heat pump hot water heater |
| CN104373751A (en) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | Different-length-diameter-ratio VIP (vacuum insulated panel) glass fiber core material |
| CN104373750A (en) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | Laminated VIP (vacuum insulation panel) fiberglass core material |
| KR20150060582A (en) * | 2013-11-26 | 2015-06-03 | 삼성전자주식회사 | Vaccum insulating material and refregerator comprising the same |
| KR102196200B1 (en) | 2013-11-26 | 2020-12-31 | 삼성전자주식회사 | Vaccum insulating material and refregerator comprising the same |
| JP2016035320A (en) * | 2013-11-26 | 2016-03-17 | 三星電子株式会社Samsung Electronics Co.,Ltd. | Vacuum insulator, insulating box, and refrigerator |
| CN105992902A (en) * | 2014-02-03 | 2016-10-05 | 三菱电机株式会社 | Vacuum heat-insulating material, heat-insulating box using vacuum heat-insulating material, and method for manufacturing vacuum heat-insulating material |
| JP2015145696A (en) * | 2014-02-03 | 2015-08-13 | 三菱電機株式会社 | Vacuum heat-insulating material, heat-insulating box using vacuum heat-insulating material, and method for manufacturing vacuum heat-insulating material |
| RU2658725C1 (en) * | 2014-02-03 | 2018-06-22 | Мицубиси Электрик Корпорейшн | Vacuum heat insulating material, heat-insulating box, which uses the heat-insulating material, and method of manufacturing of heat-insulating material |
| WO2015115149A1 (en) * | 2014-02-03 | 2015-08-06 | 三菱電機株式会社 | Vacuum heat-insulating material, heat-insulating box using vacuum heat-insulating material, and method for manufacturing vacuum heat-insulating material |
| CN110778852A (en) * | 2015-03-10 | 2020-02-11 | 东芝生活电器株式会社 | Heat insulating material, core material, refrigerator, and method for manufacturing heat insulating material |
| JP2016169823A (en) * | 2015-03-13 | 2016-09-23 | 株式会社東芝 | Heat insulation material, core material, refrigerator, and manufacturing method of heat insulation material |
| JPWO2018211906A1 (en) * | 2017-05-15 | 2020-05-14 | パナソニックIpマネジメント株式会社 | Heat insulating material and heat insulating structure using the same |
| JP2019067581A (en) * | 2017-09-29 | 2019-04-25 | 株式会社Gsユアサ | Power storage module and power storage pack |
| CN115142181A (en) * | 2022-07-01 | 2022-10-04 | 福建省谷鸿新材料科技有限公司 | Ice-cool and skin-friendly fabric |
| CN115142181B (en) * | 2022-07-01 | 2024-03-29 | 福建省谷鸿新材料科技有限公司 | Ice refreshing skin-friendly fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5169531B2 (en) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5169531B2 (en) | Vacuum insulation | |
| CN101910702B (en) | Core material for vacuum insulation material, vacuum insulation material, and processes for producing these | |
| JP4789886B2 (en) | Vacuum insulation and insulation box | |
| EP2994311A1 (en) | Method for manufacturing vacuum insulation panels | |
| JP2009041592A5 (en) | ||
| KR20070100384A (en) | Vacuum heat insulator and testing method for the glass fiber laminate to be used in the insulator | |
| WO2010109894A1 (en) | Core material for vacuum insulation material, vacuum insulation material, and processes for producing these | |
| JP2011174524A (en) | Heat insulating material | |
| JP6073005B1 (en) | Vacuum heat insulating material and method for manufacturing vacuum heat insulating material | |
| JP2009210072A (en) | Vacuum heat insulating material | |
| EP2105648B1 (en) | Vacuum heat insulating material and heat insulating box using the same | |
| JP2010106876A (en) | Vacuum heat insulating material and insulated box using the same | |
| KR20130078005A (en) | Core for vacuum insulation panel with excellent heat insulation property and pinhole resistance | |
| EP3534054B1 (en) | Vacuum thermal insulating material, method for producing vacuum thermal insulating material, and apparatus for producing vacuum thermal insulating material | |
| KR20160113452A (en) | Core material for vacuum insulation panel and vacuum insulation panel | |
| JP2012092870A (en) | Vacuum heat insulating material and heat insulating box using the same | |
| WO2012164888A1 (en) | Vacuum heat insulator and heat-insulating box formed using same | |
| CN108551761B (en) | Preparation method of vacuum insulation board | |
| JP2015137688A (en) | Vacuum insulation material and process for manufacture of vacuum insulation material | |
| JP2008057793A5 (en) | ||
| JP5093129B2 (en) | Vacuum heat insulating material, manufacturing apparatus and manufacturing method thereof | |
| JP6444375B2 (en) | Vacuum insulation core material containing organic synthetic fiber and vacuum insulation material containing the same | |
| JP4591288B2 (en) | Manufacturing method of vacuum insulation | |
| JP2006064091A (en) | Vacuum heat insulating material | |
| JP2009074604A (en) | Vacuum heat insulating material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121017 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121217 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5169531 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160111 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |