JP2010005652A - 絶縁導線の被覆剥離方法 - Google Patents
絶縁導線の被覆剥離方法 Download PDFInfo
- Publication number
- JP2010005652A JP2010005652A JP2008167068A JP2008167068A JP2010005652A JP 2010005652 A JP2010005652 A JP 2010005652A JP 2008167068 A JP2008167068 A JP 2008167068A JP 2008167068 A JP2008167068 A JP 2008167068A JP 2010005652 A JP2010005652 A JP 2010005652A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- peeling
- insulating
- insulating coating
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011248 coating agent Substances 0.000 title claims abstract description 109
- 238000000576 coating method Methods 0.000 title claims abstract description 109
- 238000000034 method Methods 0.000 title claims abstract description 41
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 title abstract description 10
- 238000010438 heat treatment Methods 0.000 claims abstract description 12
- 230000001678 irradiating effect Effects 0.000 claims abstract description 6
- 239000004020 conductor Substances 0.000 claims description 24
- 230000008569 process Effects 0.000 claims description 21
- 238000004299 exfoliation Methods 0.000 claims 1
- 241001391944 Commicarpus scandens Species 0.000 abstract 1
- 238000012546 transfer Methods 0.000 description 18
- 238000009413 insulation Methods 0.000 description 12
- 238000002844 melting Methods 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 230000005540 biological transmission Effects 0.000 description 8
- 239000004962 Polyamide-imide Substances 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 7
- 229920002312 polyamide-imide Polymers 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 6
- 239000000428 dust Substances 0.000 description 5
- 238000005286 illumination Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 239000011527 polyurethane coating Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images








Landscapes
- Coil Winding Methods And Apparatuses (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Removal Of Insulation Or Armoring From Wires Or Cables (AREA)
- Laser Beam Processing (AREA)
Abstract
【解決手段】芯線と、芯線を覆う絶縁被覆とから構成される絶縁導線の絶縁被覆を剥離する剥離方法であって、絶縁導線を炉内に入れて加熱し絶縁被覆を脆化させ、絶縁被覆を破断し易くする脆化工程と、絶縁導線の脆化した絶縁被覆に短パルスレーザを照射し、芯線と絶縁被覆との界面に気泡を発生させ、気泡を膨張させて脆化した絶縁被覆を破断して細分化した状態に破裂させ、芯線の表面から除去する被覆剥離工程と、を備えた絶縁導線の被覆剥離方法を提供する。
【選択図】図5
Description
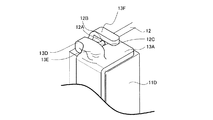
また図10に示されるように、被覆導線12に直接ヒータチップ99等の発熱体を当接させ、その熱により脆化工程を行っても良い。この時にヒータチップ99は、被覆導線12の外形に添った当接面99Aを備えることが好ましい。この様な構成によると、当接面99Aの全体で絶縁被覆12Bを加熱することができ、より好適に脆化工程を行うことができる。また被覆導線12の剥離不要な箇所は加熱されないため、好適に剥離が必要な箇所のみ剥離させることができる。
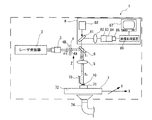
4A・・透過領域 4B・・透過領域周縁部 5・・転写レンズ
6・・ダイクロイックミラー 7・・保持台 8・・観察装置 9・・反射鏡
10・・コイル部品 11・・コア 11A・・巻芯部 11B・・鍔部
11C・・主胴部 11D・・副胴部 12・・被覆導線 12A・・芯線
12B・・絶縁被覆 12C・・継線箇所 12a・・界面 12b・・気泡
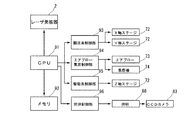
13・・金属端子 13A・・脚部 13B・・基部 13C・・脚部
13D・・切片 13E・・溶融部 13F・・固定部 71・・パレット
72・・ステージ 73・・エアブロー 74・・集塵機 81・・ミラー
82・・補正レンズ 83・・カメラレンズ 84・・リアコンバータレンズ
85・・カメラ 86・・画像処理装置 87・・モニタ 88・・照明
91・・CPU 92・・メモリ 93・・搬送系制御部
94・・エアブロー集塵制御部 95・・駆動系制御部 96・・照明制御部
Claims (2)
- 芯線と、該芯線を覆う被覆とから構成される絶縁導線の被覆を剥離する剥離方法であって、
該絶縁導線を加熱するか紫外線を照射して該被覆を脆化させる脆化工程と、
該絶縁導線の脆化した該被覆に短パルスレーザを照射し、該芯線と該被覆との界面に気泡を発生させ、該気泡を膨張させて脆化した該被覆を破裂し飛散させて該芯線表面から除去する被覆剥離工程と、を備えることを特徴とする絶縁導線の被覆剥離方法。 - 該脆化工程において、被覆剥離したい箇所のみ脆化させる選択脆化工程を含むことを特徴とする請求項1に記載の被覆剥離方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167068A JP5305223B2 (ja) | 2008-06-26 | 2008-06-26 | 絶縁導線の被覆剥離方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167068A JP5305223B2 (ja) | 2008-06-26 | 2008-06-26 | 絶縁導線の被覆剥離方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005652A true JP2010005652A (ja) | 2010-01-14 |
| JP5305223B2 JP5305223B2 (ja) | 2013-10-02 |
Family
ID=41586718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008167068A Active JP5305223B2 (ja) | 2008-06-26 | 2008-06-26 | 絶縁導線の被覆剥離方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5305223B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012096271A (ja) * | 2010-11-03 | 2012-05-24 | Trinity Industrial Co Ltd | レーザー加工装置 |
| JP2018015765A (ja) * | 2016-07-25 | 2018-02-01 | 株式会社村田製作所 | 粉塵対策装置 |
| CN108598782A (zh) * | 2018-06-01 | 2018-09-28 | 东莞铭普光磁股份有限公司 | 一种sfp-dd高速信号电连接器及其组装方法 |
| CN111540600A (zh) * | 2020-04-29 | 2020-08-14 | 安徽英杰精工机械有限公司 | 一种带有防护组件的盘式多绕线辊筒缠绕机 |
| WO2023176738A1 (ja) * | 2022-03-18 | 2023-09-21 | 株式会社村田製作所 | コイル部品およびコイル部品の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295609A (ja) * | 1988-05-24 | 1989-11-29 | Matsushita Electric Ind Co Ltd | 絶縁性被覆膜の除去方法および除去装置 |
| JPH05227629A (ja) * | 1992-02-14 | 1993-09-03 | Furukawa Electric Co Ltd:The | 電気絶縁電線の端末処理方法 |
| JPH0638330A (ja) * | 1992-07-17 | 1994-02-10 | Furukawa Electric Co Ltd:The | 絶縁電線のエナメル皮膜の剥離方法 |
| JPH09174263A (ja) * | 1995-12-22 | 1997-07-08 | Miyachi Technos Corp | 被覆線の絶縁被膜除去方法及び装置 |
| JP2004063204A (ja) * | 2002-07-26 | 2004-02-26 | Aisin Seiki Co Ltd | 導線の接合構造 |
| JP2007151319A (ja) * | 2005-11-29 | 2007-06-14 | Tdk Corp | 被覆剥離装置及び被覆剥離方法 |
-
2008
- 2008-06-26 JP JP2008167068A patent/JP5305223B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295609A (ja) * | 1988-05-24 | 1989-11-29 | Matsushita Electric Ind Co Ltd | 絶縁性被覆膜の除去方法および除去装置 |
| JPH05227629A (ja) * | 1992-02-14 | 1993-09-03 | Furukawa Electric Co Ltd:The | 電気絶縁電線の端末処理方法 |
| JPH0638330A (ja) * | 1992-07-17 | 1994-02-10 | Furukawa Electric Co Ltd:The | 絶縁電線のエナメル皮膜の剥離方法 |
| JPH09174263A (ja) * | 1995-12-22 | 1997-07-08 | Miyachi Technos Corp | 被覆線の絶縁被膜除去方法及び装置 |
| JP2004063204A (ja) * | 2002-07-26 | 2004-02-26 | Aisin Seiki Co Ltd | 導線の接合構造 |
| JP2007151319A (ja) * | 2005-11-29 | 2007-06-14 | Tdk Corp | 被覆剥離装置及び被覆剥離方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012096271A (ja) * | 2010-11-03 | 2012-05-24 | Trinity Industrial Co Ltd | レーザー加工装置 |
| JP2018015765A (ja) * | 2016-07-25 | 2018-02-01 | 株式会社村田製作所 | 粉塵対策装置 |
| CN108598782A (zh) * | 2018-06-01 | 2018-09-28 | 东莞铭普光磁股份有限公司 | 一种sfp-dd高速信号电连接器及其组装方法 |
| CN108598782B (zh) * | 2018-06-01 | 2024-03-26 | 广东拓亿达电子科技有限公司 | 一种sfp-dd高速信号电连接器及其组装方法 |
| CN111540600A (zh) * | 2020-04-29 | 2020-08-14 | 安徽英杰精工机械有限公司 | 一种带有防护组件的盘式多绕线辊筒缠绕机 |
| WO2023176738A1 (ja) * | 2022-03-18 | 2023-09-21 | 株式会社村田製作所 | コイル部品およびコイル部品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5305223B2 (ja) | 2013-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5305223B2 (ja) | 絶縁導線の被覆剥離方法 | |
| JP2007151319A (ja) | 被覆剥離装置及び被覆剥離方法 | |
| US8283592B2 (en) | Laser welding method | |
| JP2009164310A (ja) | 電子部品リペア装置および電子部品リペア方法 | |
| JP6108047B2 (ja) | 樹脂製チューブの接合方法 | |
| JP2007067206A (ja) | コイル部品の製造方法及び製造装置 | |
| KR20090097103A (ko) | 엑시머 램프 및 그 엑시머 램프의 제조 방법 | |
| JP2005349477A (ja) | メタルピンにメタルフォイルを溶接するための方法及び密閉ランプ容器を貫く電流リードスルーを有するランプ | |
| JP2009016502A (ja) | ワイヤ被膜剥離方法、コイル部品の製造方法、ワイヤ被膜剥離装置およびコイル部品の製造装置 | |
| JP2007068343A (ja) | 絶縁導線の被覆剥離方法 | |
| JP2007260706A (ja) | はんだ付け方法、装置、及びワーク処理装置 | |
| WO2007004259A1 (ja) | 超微細部品の取り外し方法、及び装置 | |
| JP2005294823A (ja) | 電子部品等の接続バンプの製造システムおよび製造方法並びに導電性ボールの接合装置および接合方法 | |
| JP2011222568A (ja) | 半田層形成方法、配線基板の接続方法及び配線基板の接続装置 | |
| US20150033545A1 (en) | Method for manufacturing antenna part | |
| JP2009026478A (ja) | 高圧放電ランプ,高圧放電ランプの製造方法及び高圧放電ランプを用いた光照射装置 | |
| JP6583176B2 (ja) | 粉塵対策装置 | |
| JP7002230B2 (ja) | 電子デバイスの製造方法 | |
| JP2002079384A (ja) | 銅張り積層基板のマーキング装置およびその方法 | |
| JP5702556B2 (ja) | レーザ加工方法 | |
| JP5216934B1 (ja) | 高圧放電ランプおよび当該高圧放電ランプを用いたプロジェクタ | |
| JP2001047222A (ja) | レーザによる被覆細線のリフローソルダリング法 | |
| KR102410304B1 (ko) | 칩 리워크 장치 | |
| JP2004079323A (ja) | 放電管の製造方法 | |
| EP4238684A1 (en) | Welding method and laser device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130603 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5305223 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130616 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |