JP2010005264A - 食器洗い機の合成樹脂製洗浄槽 - Google Patents
食器洗い機の合成樹脂製洗浄槽 Download PDFInfo
- Publication number
- JP2010005264A JP2010005264A JP2008170455A JP2008170455A JP2010005264A JP 2010005264 A JP2010005264 A JP 2010005264A JP 2008170455 A JP2008170455 A JP 2008170455A JP 2008170455 A JP2008170455 A JP 2008170455A JP 2010005264 A JP2010005264 A JP 2010005264A
- Authority
- JP
- Japan
- Prior art keywords
- rib
- side wall
- reinforcing
- synthetic resin
- cleaning tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005406 washing Methods 0.000 title claims abstract description 21
- 229920003002 synthetic resin Polymers 0.000 title claims abstract description 16
- 239000000057 synthetic resin Substances 0.000 title claims abstract description 16
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 54
- 238000004140 cleaning Methods 0.000 claims description 38
- 239000002184 metal Substances 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 238000001816 cooling Methods 0.000 description 8
- 238000000465 moulding Methods 0.000 description 7
- 230000002787 reinforcement Effects 0.000 description 6
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 230000008961 swelling Effects 0.000 description 5
- 230000003111 delayed effect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images





Landscapes
- Washing And Drying Of Tableware (AREA)
Abstract
食器洗い機の合成樹脂製洗浄槽について、側壁を一体成形のリブで補強するについて、側壁を広範囲に補強してその強度、剛性を十分に高めることができるように、補強リブの構造及び側壁の構造を工夫すること。
【解決手段】
食器洗い機の合成樹脂製洗浄槽であってその外面に補強リブを一体に突設している洗浄槽について、上記補強リブが中空リブであり、上記中空リブの内面側肉厚が洗浄槽の側壁の厚さと同等であり、側壁の上端部と上下方向中央部と、当該中央部と上端との中間部に横方向補強リブをそれぞれ設けていること。
【選択図】図1
Description
洗浄槽10は大きくて深く、上方に開口した箱形の容器であるので、これをステンレスなどの金属板を絞り加工して成形することは容易でなく、絞り加工で成形するには極めて高度な加工技術が必要であり、生産性が低く、製作コストが極めて高い。このようなことから、例えば、ポリプロピレン樹脂などの合成樹脂製のものが多用されており、合成樹脂製のものは射出成形で比較的容易に成形でき、その製作コストは金属製のものに比して遙かに低い。
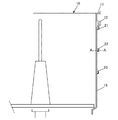
洗浄槽の側壁下部は外側への膨らみに対しては底部で支持されているが、その上部については外方への膨らみに対してこれを支持するものはなく、また補強するものもない。したがって、この側壁上部については、外方への膨らみに対する特別の補強構造が必要である。
また、補強金属板16による従来の補強構造では、その製作及びその取付けのコストが高い。
なお、上記の補強リブの幅Bを小さくし、高さhを低くして、その部分の内壁面に「ひけ」が生じることがないようにすることは可能であるが、そのようなリブでは十分な補強効果は得られない。
(イ)上記補強リブが中空リブであり、
(ロ)上記中空リブの内面側肉厚が洗浄槽の側壁の厚さと同等であること、
(ハ)側壁の上端部と上下方向中央部と、当該中央部と上端部との中間部に横方向補強リブをそれぞれ設けていること。
さらに、具体的には次の(ニ)、(ホ)の構成を備えていることである。
(ニ)上記補強リブの外面側肉厚が内面側肉厚よりも大であり、
(ホ)側壁の前後方向中央部に縦方向リブを設けてあること。
そして、補強リブの内面側の厚さが洗浄槽の側壁と略等しい(図3)ので、この内面側が側壁とほぼ同じ速さで冷却され、硬化される。したがって、補強リブを設けた部分の冷却が遅れて、内面側に「ひけ」が生じることはない。外面側が内面側より肉厚であると、この外面側に「ひけ」が生じる可能性があるが、仮に外面側に「ひけ」が生じても、それによって洗浄槽の内面の成形精度が害されることはなく、洗浄槽全体の形状精度を損なわれることもない。したがって、補強リブの幅B及び高さh(図3)を大きくとることができ、それだけ補強効果の大きいリブを形成することができる。
そして、複数の横方向リブと縦方向リブが設けられているので、側壁の外側への膨らみに対する補強効果が顕著であり、上端から上下方向中央部までの膨らみが効果的に抑制される。
さらに、複数の横方向リブと縦方向リブで補強構造が構成されるので、複数の横方向リブだけで補強された構造に比して、側壁全体に対する補強効果が大幅に向上し、殊に、洗浄槽の捩れに対する補強効果が大幅に向上する。このように、洗浄槽の側壁上部から中央部までの領域が十分に補強されるので、この補強効果が底部と中央部との間の領域にも及び、この補強効果と底部やガイドレールによる下部に対する補強効果と相まって、側壁の中央部から下方の膨らみも効果的に抑制される。
また、補強リブによって洗浄槽の側壁及び洗浄槽全体の強度、剛性が大幅に向上するので、洗浄槽の出し入れ操作がスムーズになる。また、洗浄槽の内蓋に対するシール面の変形が抑制されるから、内蓋のパッキンによるシール効果が上記シール面の変形によって低下することが防止される。
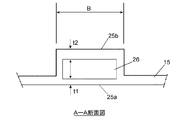
横方向リブ21,22,23及び縦方向リブ31は中空リブであり、中央の中空部aの前後端部は幅狭の中実部b,bになっている。この中実部b,bの高さは中空部aの高さと同じである。側壁15に対する補強効果の点からは前後両端部が中実部である必要はないが、この実施例では、前後端部は洗浄槽の側壁に当たる部分ではないのでリブによる補強効果が特に高い必要はないので中実になっている。
3つの横方向リブ21,22,23は洗浄槽10の厚さ3mmの側壁15に付加された断面コ形の構造を有するものである。
洗浄槽10の側壁15を成形する金型D1,D2によってリブ形成室41が形成されており、金型D1にガス注入ノズル42があり、また樹脂充填ノズル43がある。金型D2にリブ形成室41aが設けられている。
金型D1,D2が閉じられた状態で樹脂Pが充填される。このとき、上記ガスノズルからN2ガスが上記リブ形成室41aに向けて圧入される(図4(a))。
これにより、充填された樹脂PにN2ガスが充填されこれを膨らませる(図4(b))。このとき、樹脂Pは金型の成形室の壁面に沿った形に成形され、その中にN2ガスの圧力に中空部26が形成される(図4(c))。そして、補強リブの内側部(底部)25a、外側部(頂部)25bの厚さは、充填されるN2ガスの圧力、金型D1,D2の温度等によって左右される。
冷却された後、型が開かれる(図4(d))。
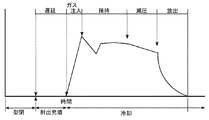
ガスインジェクション方法によって中空リブが形成され、冷却される過程におけるリブ形成部における金型温度の変化は図5に示すとおりであり、これは洗浄槽の側壁15の成形部における金型温度の変遷とほとんど違いはないので、洗浄槽の射出成形のタイムサイクルを低下させることはない。
なお、この実施例では補強リブを側壁の上方半分に設けてあって、下方半分には設けていない。それは、洗浄槽の側壁の下方半分については底部やガイドレールなどによる補強効果が及ぶ領域であり、上部に比して側壁が外側に膨らむ傾向が小さいからである。しかし、例えば、洗浄槽が特に大型である場合のようにその側壁の下半分についても補強する必要がある場合は、この領域にも横方向リブ及び縦方向リブを設ければよい。
2:内蓋
3:パッキン
10:洗浄槽
11:フランジ
12:付属部
15:側壁
16:補強金属板
21,22,23:横方向リブ
25a:内側部
25b:外側部
26:中空部
31:縦方向リブ
Claims (4)
- 食器洗い機の合成樹脂製洗浄槽でありその外面に補強リブを一体に突設している洗浄槽であって、
上記補強リブが中空リブであることを特徴とする食器洗い機の合成樹脂製洗浄槽。 - 洗浄槽の側壁の上端部と、下端部の間に複数の補強リブが設けられていることを特徴とする請求項1の食器洗い機の合成樹脂製洗浄槽。
- 上記中空リブの内面側肉厚が洗浄槽の側壁の厚さと同等であり、
側壁の上端部と上下方向中央部と、当該中央部と上端部との中間部に横方向補強リブをそれぞれ設けていることを特徴とする請求項1の食器洗い機の合成樹脂製洗浄槽。 - 上記補強リブの外面側肉厚が内面側肉厚よりも大であり、
側壁の前後方向中央部に縦方向リブを設けてあることを特徴とする請求項1乃至請求項3の食器洗い機の合成樹脂製洗浄槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008170455A JP4958311B2 (ja) | 2008-06-30 | 2008-06-30 | 食器洗い機の合成樹脂製洗浄槽 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008170455A JP4958311B2 (ja) | 2008-06-30 | 2008-06-30 | 食器洗い機の合成樹脂製洗浄槽 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005264A true JP2010005264A (ja) | 2010-01-14 |
| JP4958311B2 JP4958311B2 (ja) | 2012-06-20 |
Family
ID=41586416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008170455A Active JP4958311B2 (ja) | 2008-06-30 | 2008-06-30 | 食器洗い機の合成樹脂製洗浄槽 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4958311B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012019807A (ja) * | 2010-07-12 | 2012-02-02 | Panasonic Corp | 食器洗い機 |
| US9155443B2 (en) | 2011-09-21 | 2015-10-13 | Whirlpool Corporation | Dishwasher with multi-piece tub |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06328486A (ja) * | 1993-05-18 | 1994-11-29 | Asahi Chem Ind Co Ltd | 開口部を有する薄肉射出成形体 |
| JP2006326156A (ja) * | 2005-05-30 | 2006-12-07 | Sanyo Electric Co Ltd | 食器洗い機 |
| JP2007097780A (ja) * | 2005-10-03 | 2007-04-19 | Toto Ltd | 食器洗浄機 |
-
2008
- 2008-06-30 JP JP2008170455A patent/JP4958311B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06328486A (ja) * | 1993-05-18 | 1994-11-29 | Asahi Chem Ind Co Ltd | 開口部を有する薄肉射出成形体 |
| JP2006326156A (ja) * | 2005-05-30 | 2006-12-07 | Sanyo Electric Co Ltd | 食器洗い機 |
| JP2007097780A (ja) * | 2005-10-03 | 2007-04-19 | Toto Ltd | 食器洗浄機 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012019807A (ja) * | 2010-07-12 | 2012-02-02 | Panasonic Corp | 食器洗い機 |
| TWI513444B (zh) * | 2010-07-12 | 2015-12-21 | Panasonic Corp | Tableware cleaning machine |
| US9155443B2 (en) | 2011-09-21 | 2015-10-13 | Whirlpool Corporation | Dishwasher with multi-piece tub |
| US9510724B2 (en) | 2011-09-21 | 2016-12-06 | Whirlpool Corporation | Dishwasher with multi-piece tub |
| US9549657B2 (en) | 2011-09-21 | 2017-01-24 | Whirlpool Corporation | Dishwasher with multi-piece tub |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4958311B2 (ja) | 2012-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4958311B2 (ja) | 食器洗い機の合成樹脂製洗浄槽 | |
| RU2013142938A (ru) | Упаковка, способ ее изготовления и формующий инструмент | |
| JP6232170B2 (ja) | カップ容器 | |
| JP5299659B2 (ja) | 合成樹脂製カップ状容器 | |
| US20230150712A1 (en) | Plastic container with reinforced corner portions | |
| JP5810964B2 (ja) | 樹脂成形品の成形方法 | |
| JP5557485B2 (ja) | 一体成形型容器成形方法 | |
| JP4687529B2 (ja) | 便器 | |
| JP2016169928A (ja) | 冷蔵庫の断熱扉及びその製造方法 | |
| JP6880395B2 (ja) | 射出成形体の製造方法 | |
| JP7373875B2 (ja) | 合成樹脂製ケース | |
| JP5200846B2 (ja) | 樹脂発泡成形品の製造方法 | |
| JP2010196246A (ja) | 便器装置 | |
| JP5909341B2 (ja) | 包装袋の製造方法 | |
| JP6062638B2 (ja) | 輸液ボトル | |
| JP5413975B2 (ja) | 搬送容器の壁構造 | |
| JP6358555B2 (ja) | 便座の製造方法 | |
| JP5332332B2 (ja) | ミラーキャビネット本体の射出成形方法 | |
| JP2005289004A (ja) | 発泡成形用金型 | |
| JP2017030179A (ja) | 発泡樹脂成形体用金型 | |
| JP2012200910A (ja) | 注型成形用金型、及び注型成形品の製造方法 | |
| JP2019198965A (ja) | 繊維強化樹脂構造部材 | |
| JP2010214830A (ja) | 射出成形方法 | |
| JP5633912B2 (ja) | 搬送容器の壁構造 | |
| JP5097391B2 (ja) | 樹脂製中空二重壁構造体のリブ構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120316 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150330 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4958311 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |