JP2010000596A - ブレードの製造方法 - Google Patents
ブレードの製造方法 Download PDFInfo
- Publication number
- JP2010000596A JP2010000596A JP2009148697A JP2009148697A JP2010000596A JP 2010000596 A JP2010000596 A JP 2010000596A JP 2009148697 A JP2009148697 A JP 2009148697A JP 2009148697 A JP2009148697 A JP 2009148697A JP 2010000596 A JP2010000596 A JP 2010000596A
- Authority
- JP
- Japan
- Prior art keywords
- steel strip
- manufacturing
- hard material
- blade according
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
- B23P15/40—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools shearing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D65/00—Making tools for sawing machines or sawing devices for use in cutting any kind of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0086—Welding welding for purposes other than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0093—Welding characterised by the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
- B23K31/025—Connecting cutting edges or the like to tools; Attaching reinforcements to workpieces, e.g. wear-resisting zones to tableware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/32—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C
- B23K35/327—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C comprising refractory compounds, e.g. carbides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/20—Tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/002—Materials or surface treatments therefor, e.g. composite materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【解決手段】切削工具のブレードを製造する方法であって、硬質材料により被覆された鋼帯を形成するため、硬質材料を含む混合物を移動可能な鋼帯の縁部に被着させる工程と、硬質材料により被覆された鋼帯の縁部を研削する工程と、研削に続いて、硬質材料により被覆された鋼帯から個々のブレードを形成する工程とを含む方法。
【選択図】図7
Description
プレスされたブレード素材の鋼帯のコイルは、次に、ステップ50aで、鋼帯材を硬化するため、熱処理ラインを通される。このプロセスでは、鋼はコイルから巻き出され、遷移温度を上回る温度まで鋼を加熱する硬化炉に通される。遷移温度は、鋼の組織が、室温で安定な体心立方構造から、高温即ち遷移温度を上回る温度で安定なオーステナイト(オーステナイト組織)として知られる面心立方構造へ変化する温度である。遷移温度は使用される鋼材に応じて変わる。本発明の一実施例では、鋼帯を硬化するための加熱は約800℃〜900℃の温度で行われる。例えば、等級C1095の鋼の場合、遷移温度は約820℃(約1508F)である。この実例では、鋼帯を硬化するための加熱は約820℃を上回る温度で行われる。
別の実施例では、鋼帯が硬化され焼き戻される前に、硬質材料(例えば、炭化タングステン/結合剤)粉末の被着(ステップ50b)が行われる。硬化及び焼戻し工程は、ステップ60b〜90bに示され、ステップ50a〜80aの工程にほぼ類似している。具体的には、硬質材料(例えば、炭化タングステン)を被着させた後、鋼帯は、ステップ60bで硬化され、ステップ70bで急冷される。次に、鋼帯は、ステップ80bで焼き戻され、ステップ90bで急冷される。
Claims (23)
- 切削工具のブレードを製造する方法において、該方法が、
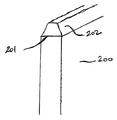
硬質材料により被覆された鋼帯を形成するために、前記硬質材料を含む混合物を移動可能な鋼帯の縁部に被着させる工程と、
前記硬質材料により被覆された鋼帯の前記縁部を研削する工程と、
前記研削する工程に続いて、前記硬質材料により被覆された鋼帯から個々のブレードを形成する工程と
を含む、ブレードを製造する方法。 - 前記被着させる工程の前に、
前記個々のブレードを画定する間隔を空けた複数のスコアリング線を形成するために、前記移動可能な鋼帯をスコアリングする工程と
スコアリングされた前記移動可能な鋼帯を加熱および急冷する工程と
を更に含む、請求項1に記載されたブレードを製造する方法。 - 前記被着させる工程が、
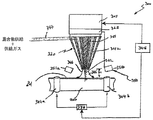
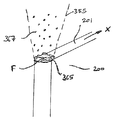
前記鋼帯の一部分を融解させるために、前記移動可能な鋼帯を放射線ビームで照射する工程と、
前記硬質材料及び結合剤元素を含む前記混合物を前記鋼帯の融解部分に供給する工程と
を含む、請求項1に記載されたブレードを製造する方法。 - 前記放射線ビームがレーザーによって形成される、請求項3に記載されたブレードを製造する方法。
- 前記放射線ビームが電子ビームである、請求項3に記載されたブレードを製造する方法。
- 刃付けの前に前記鋼帯の融解部分を冷却する工程を更に含む、請求項3に記載されたブレードを製造する方法。
- 前記結合剤がコバルト結合剤である、請求項3に記載されたブレードを製造する方法。
- 前記硬質材料が炭化タングステンである、請求項1に記載されたブレードを製造する方法。
- 空隙を含まない硬質材料の被着体を形成するために、前記硬質材料及び前記結合剤元素の前記混合物が前記鋼帯の前記融解部分に供給される、請求項3に記載されたブレードを製造する方法。
- 前記硬質材料及び前記結合剤元素の前記混合物が、照射の間、前記鋼帯の前記融解部分に供給される、請求項3に記載されたブレードを製造する方法。
- 前記硬質材料及び前記結合剤元素の前記混合物が、重力の作用を受けて前記鋼帯の前記融解部分に供給される、請求項3に記載されたブレードを製造する方法。
- 前記鋼帯上の前記硬質材料の被着体の厚さが、前記融解部分への前記硬質材料及び前記結合剤元素の前記混合物の供給速度、又は前記硬質材料及び前記結合剤元素の前記混合物の粒径、又は前記鋼帯と前記放射線ビームとの相対的変位速度、或いはその任意の組み合わせを調整することによって制御される、請求項3に記載されたブレードを製造する方法。
- 前記ブレードの母材上の前記硬質材料の被着体の厚さが約1mm未満である、請求項3に記載されたブレードを製造する方法。
- 前記硬質材料及び前記結合剤元素の前記混合物がディスペンサーを通じて供給され、前記ディスペンサーが、前記放射線ビームの進行する開口部を有する、請求項3に記載されたブレードを製造する方法。
- 前記ディスペンサーが実質的に環状の形状を有する、請求項14に記載されたブレードを製造する方法。
- 前記ブレードの酸化を防ぐため、前記被着が保護雰囲気中で行われる、請求項3に記載されたブレードを製造する方法。
- 前記保護雰囲気が、窒素、アルゴン、又は窒素およびアルゴンの混合気体を含む、請求項16に記載されたブレードを製造する方法。
- 前記ブレード上に形成されるあらゆる酸化物を除去するために、前記研削する工程の後に前記鋼帯を研磨する工程を更に含む、請求項1に記載されたブレードを製造する方法。
- 前記鋼帯が炭素鋼又は低合金鋼でできている、請求項1に記載されたブレードを製造する方法。
- 前記被着する工程に続いて、前記硬質材料により被覆された鋼帯を加熱及び急冷する工程を更に含む、請求項1に記載されたブレードを製造する方法。
- 前記被着する工程が、
前記鋼帯の一部分を融解するために、前記移動可能な鋼帯を複数の放射線ビームで照射する工程と、
複数の被覆材料層を形成するように、複数の硬質材料及び結合剤元素の混合物を前記鋼帯の前記融解部分に供給する工程とを含む、請求項1に記載されたブレードを製造する方法。 - 前記複数の放射線ビーム及び前記複数の混合物が、複数の被着ヘッドによって供給される、請求項21に記載されたブレードを製造する方法。
- 前記被着ヘッドが独立して制御可能である、請求項22に記載されたブレードを製造する方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US7487508P | 2008-06-23 | 2008-06-23 | |
| US61/074,875 | 2008-06-23 | ||
| US12/486,529 US8505414B2 (en) | 2008-06-23 | 2009-06-17 | Method of manufacturing a blade |
| US12/486,529 | 2009-06-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000596A true JP2010000596A (ja) | 2010-01-07 |
| JP5534720B2 JP5534720B2 (ja) | 2014-07-02 |
Family
ID=41198568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009148697A Expired - Fee Related JP5534720B2 (ja) | 2008-06-23 | 2009-06-23 | ブレードの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8505414B2 (ja) |
| EP (1) | EP2138263B1 (ja) |
| JP (1) | JP5534720B2 (ja) |
| AU (1) | AU2009202494B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090314136A1 (en) * | 2008-06-23 | 2009-12-24 | The Stanley Works | Method of manufacturing a blade |
| JP2012066070A (ja) * | 2010-09-10 | 2012-04-05 | Stanley Black & Decker Inc | ユーティリティナイフ用の刃 |
| JP2017507793A (ja) * | 2013-11-25 | 2017-03-23 | フェスタルピーネ プリシジョン ストリップ ゲーエムベーハー | 加工工具の予備材料の製造方法、および対応する予備材料 |
| JP2017507794A (ja) * | 2013-11-25 | 2017-03-23 | フェスタルピーネ プリシジョン ストリップ ゲーエムベーハー | 加工工具の予備材料の製造方法、および対応する予備材料 |
| JP2017064898A (ja) * | 2015-07-15 | 2017-04-06 | シーフォー・カーバイズ・リミテッドC4 Carbides Limited | 工具刃、工具刃の製造方法、およびコンピュータ読取可能な媒体 |
| JP2018015878A (ja) * | 2016-07-29 | 2018-02-01 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
| JP2018016875A (ja) * | 2016-07-29 | 2018-02-01 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
| CN108356537A (zh) * | 2012-07-16 | 2018-08-03 | 混合制造技术有限责任公司 | 多轴线机床、处理头和套件 |
| JP2020166133A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社フジクラ | 光ファイバカッタ用刃体の製造方法 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120144680A1 (en) | 2010-12-10 | 2012-06-14 | Stanley Black & Decker, Inc. | Cutting blade and method of manufacturing the same |
| EP2855078B1 (en) * | 2012-05-25 | 2020-08-12 | European Space Agency | Multi-wire feeder method for alloy sample formation and additive manufacturing |
| WO2014063910A1 (en) * | 2012-10-24 | 2014-05-01 | Nv Bekaert Sa | A flat fixed abrasive sawing wire |
| US8884407B2 (en) * | 2012-12-04 | 2014-11-11 | Infineon Technologies Ag | Devices for providing an electrical connection |
| US9833785B2 (en) * | 2012-12-17 | 2017-12-05 | Kooima Company | Method of making a processor disk |
| EP2774714A1 (de) * | 2013-03-06 | 2014-09-10 | Siemens Aktiengesellschaft | Laserauftragsschweißen mit geringem Energieeintrag im Substrat |
| CN103707024B (zh) * | 2013-12-25 | 2016-04-13 | 安徽日升机械制造有限公司 | 一种高精度纵剪分条刀片的制备方法 |
| CN103639676B (zh) * | 2013-12-25 | 2016-02-10 | 安徽日升机械制造有限公司 | 一种具有高耐磨性和强抗冲击性的月牙剪刀片加工方法 |
| WO2015189600A2 (en) | 2014-06-09 | 2015-12-17 | Ex Scintilla Ltd | Material processing methods and related apparatus |
| JP6092467B2 (ja) * | 2015-03-24 | 2017-03-08 | 技術研究組合次世代3D積層造形技術総合開発機構 | 加工ノズル、加工ヘッド、加工装置 |
| US10648051B2 (en) * | 2015-04-24 | 2020-05-12 | Kondex Corporation | Reciprocating cutting blade with cladding |
| GB2540385B (en) * | 2015-07-15 | 2017-10-11 | C4 Carbides Ltd | Improvements in or relating to tool blades and their manufacture |
| CN107486690B (zh) * | 2015-08-14 | 2019-05-17 | 安徽省凌锋冶金机械有限公司 | 一种圆盘剪刀片的制造方法 |
| US10688596B2 (en) * | 2015-12-18 | 2020-06-23 | Illinois Tool Works Inc. | Wire manufactured by additive manufacturing methods |
| US10321633B1 (en) * | 2016-11-10 | 2019-06-18 | Ronald J. Kile | Threshing bars with reinforced spikes and cutting blades |
| US10457035B2 (en) | 2017-03-07 | 2019-10-29 | General Electric Company | Apparatuses and systems for net shape manufacturing |
| CN107130239B (zh) * | 2017-06-28 | 2019-12-31 | 苏州大学 | 局部气氛保护金属或合金激光熔覆成形的方法 |
| US10994379B2 (en) * | 2019-01-04 | 2021-05-04 | George H. Lambert | Laser deposition process for a self sharpening knife cutting edge |
| DE102019117796A1 (de) * | 2019-07-02 | 2021-01-07 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Zerspanungswerkzeug mit Pufferpartikeln |
| CN111673193B (zh) * | 2020-06-15 | 2021-04-23 | 浙江津灿工贸有限公司 | 一种电锯用锯齿平面加工机构 |
| CN112123285B (zh) * | 2020-09-09 | 2021-12-24 | 阳江市睿盈科技有限公司 | 一种焊接刀具及其制作方法 |
| US20220347876A1 (en) * | 2021-05-03 | 2022-11-03 | The Gillette Company Llc | Metals for razor blade applications |
| WO2023220770A1 (en) * | 2022-05-17 | 2023-11-23 | Commonwealth Scientific And Industrial Research Organisation | Process of forming a cutting tool with additively deposited cutting edge |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62224529A (ja) * | 1986-03-25 | 1987-10-02 | Daido Steel Co Ltd | 工具の製造方法 |
| JPH06226554A (ja) * | 1993-02-09 | 1994-08-16 | N T Kk | 刃体の製造方法 |
| JPH06304820A (ja) * | 1993-04-23 | 1994-11-01 | Matsushita Electric Works Ltd | 刃物およびその製造方法 |
| JP2001038534A (ja) * | 1999-07-09 | 2001-02-13 | Zwilling Ja Henckels Ag | 切削具の刃体の製造方法及び切削具の刃体 |
| JP2007524520A (ja) * | 2004-02-18 | 2007-08-30 | ソシエテ デクスプロワタシオン タレリア ボンジャン | 切断刃の製造方法及び切断刃 |
Family Cites Families (105)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US476531A (en) * | 1892-06-07 | Thomas a | ||
| US1639335A (en) * | 1924-06-24 | 1927-08-16 | Autostrop Patents Corp | Blade holder |
| US1823976A (en) * | 1927-03-11 | 1931-09-22 | Gillette Safety Razor Co | Safety razor |
| US1855478A (en) * | 1927-03-12 | 1932-04-26 | Gillette Safety Razor Co | Safety razor |
| US1849919A (en) * | 1929-02-11 | 1932-03-15 | Gillette Safety Razor Co | Safety razor |
| US1821578A (en) * | 1929-04-25 | 1931-09-01 | Fedco System Inc | Process of making identification plates |
| US2073501A (en) * | 1932-10-08 | 1937-03-09 | Gillette Safety Razor Co | Coloring and hardening steel |
| US2137817A (en) * | 1934-03-30 | 1938-11-22 | Windsor Mfg Co | Process of coloring metal |
| US2032963A (en) * | 1934-09-29 | 1936-03-03 | Rockwell W S Co | Method of coloring and hardening steel |
| US2244053A (en) * | 1935-06-22 | 1941-06-03 | Gregory J Comstock | Hard cemented carbide composite |
| US2073502A (en) * | 1936-04-08 | 1937-03-09 | Gillette Safety Razor Co | Safety razor blade and blade strip |
| US2131505A (en) * | 1938-08-16 | 1938-09-27 | Henry M Garsson | Treating steel |
| US2326774A (en) * | 1939-07-11 | 1943-08-17 | Benjamin H Freedman | Safety razor |
| US2964420A (en) | 1955-06-14 | 1960-12-13 | Union Carbide Corp | Refractory coated body |
| US3283117A (en) * | 1965-04-22 | 1966-11-01 | Philip Morris Inc | Method for coating cutting edges of sharpened instruments |
| US3480483A (en) * | 1965-05-06 | 1969-11-25 | Wilkinson Sword Ltd | Razor blades and methods of manufacture thereof |
| GB1147393A (en) * | 1966-02-14 | 1969-04-02 | Wilkinson Sword Ltd | Improvements in or relating to the marking of metal surfaces by electrolytic action |
| GB1149781A (en) | 1966-06-09 | 1969-04-23 | Gillette Industries Ltd | Improvements in or relating to razor blades |
| US3490314A (en) * | 1967-03-01 | 1970-01-20 | Gillette Co | Cutting instruments |
| US3496973A (en) * | 1967-04-12 | 1970-02-24 | Robert L Ballard | Cutting tool edge construction |
| US3652342A (en) * | 1967-06-07 | 1972-03-28 | Gillette Co | Razor blades and processes for the preparation thereof |
| US3754329A (en) * | 1967-11-06 | 1973-08-28 | Warner Lambert Co | Razor blade with rf sputtered coating |
| US3664884A (en) * | 1968-03-11 | 1972-05-23 | Concept Research Corp | Method of coloring metals by the application of heat |
| US3916523A (en) * | 1969-09-29 | 1975-11-04 | Warner Lambert Co | Coated razor blade |
| BR7102060D0 (pt) * | 1970-04-17 | 1973-04-05 | Wilkinson Sword Ltd | Lamina de barbear e processo para a fabricacao da mesma |
| US3751283A (en) * | 1971-03-08 | 1973-08-07 | Remington Arms Co Inc | Armored metal tools and production thereof |
| US4015100A (en) * | 1974-01-07 | 1977-03-29 | Avco Everett Research Laboratory, Inc. | Surface modification |
| US3952180A (en) * | 1974-12-04 | 1976-04-20 | Avco Everett Research Laboratory, Inc. | Cladding |
| US4004042A (en) * | 1975-03-07 | 1977-01-18 | Sirius Corporation | Method for applying a wear and impact resistant coating |
| GB2052566B (en) * | 1979-03-30 | 1982-12-15 | Rolls Royce | Laser aplication of hard surface alloy |
| US4323756A (en) * | 1979-10-29 | 1982-04-06 | United Technologies Corporation | Method for fabricating articles by sequential layer deposition |
| US4299860A (en) * | 1980-09-08 | 1981-11-10 | The United States Of America As Represented By The Secretary Of The Navy | Surface hardening by particle injection into laser melted surface |
| DE3202697A1 (de) * | 1982-01-28 | 1983-08-04 | Kapp & Co Werkzeugmaschinenfabrik, 8630 Coburg | Verfahren und vorrichtung zum feinprofilieren von mit superharten werkstoffen beschichteten werkzeugen |
| JPS58177238A (ja) * | 1982-04-05 | 1983-10-17 | Toshiba Corp | 刃物の製造方法 |
| DE3216456A1 (de) | 1982-05-03 | 1983-11-03 | Robert Bosch Gmbh, 7000 Stuttgart | Verfahren zum einbetten von hartstoffen in die oberflaeche von spanabhebenden werkzeugen |
| SE437682B (sv) | 1982-10-13 | 1985-03-11 | Inventing Ab | Sett och anleggning for att applicera en notningsbestendig beleggning pa ett tunnt metalliskt, bandformigt berarmaterial |
| US4547649A (en) * | 1983-03-04 | 1985-10-15 | The Babcock & Wilcox Company | Method for superficial marking of zirconium and certain other metals |
| CA1265209A (en) * | 1984-02-17 | 1990-01-30 | Robert Langen | Process to remove contaminants, particularly rust/from metallic surfaces |
| IT1179061B (it) * | 1984-08-20 | 1987-09-16 | Fiat Auto Spa | Procedimento per l'effettuazione di un trattamento su pezzi metallici con l'aggiunta di un materiale d'apporto e con l'impiego di un laser di potenza |
| US4653373A (en) * | 1986-01-08 | 1987-03-31 | Gerber Scientific Inc. | Knife blade and method for making same |
| US6083570A (en) * | 1987-03-31 | 2000-07-04 | Lemelson; Jerome H. | Synthetic diamond coatings with intermediate amorphous metal bonding layers and methods of applying such coatings |
| US4724299A (en) * | 1987-04-15 | 1988-02-09 | Quantum Laser Corporation | Laser spray nozzle and method |
| US5204167A (en) * | 1989-02-23 | 1993-04-20 | Toshiba Tungaloy Co., Ltd. | Diamond-coated sintered body excellent in adhesion and process for preparing the same |
| US4981756A (en) * | 1989-03-21 | 1991-01-01 | Vac-Tec Systems, Inc. | Method for coated surgical instruments and tools |
| US5066553A (en) * | 1989-04-12 | 1991-11-19 | Mitsubishi Metal Corporation | Surface-coated tool member of tungsten carbide based cemented carbide |
| US5368947A (en) * | 1991-08-12 | 1994-11-29 | The Penn State Research Foundation | Method of producing a slip-resistant substrate by depositing raised, bead-like configurations of a compatible material at select locations thereon, and a substrate including same |
| FR2685922B1 (fr) * | 1992-01-07 | 1995-03-24 | Strasbourg Elec | Buse coaxiale de traitement superficiel sous irradiation laser, avec apport de materiaux sous forme de poudre. |
| US5295305B1 (en) * | 1992-02-13 | 1996-08-13 | Gillette Co | Razor blade technology |
| US5304771A (en) * | 1992-02-18 | 1994-04-19 | D. A. Griffin Corporation | Apparatus for precisely metering powder for welding |
| US5476531A (en) | 1992-02-20 | 1995-12-19 | The Dow Chemical Company | Rhenium-bound tungsten carbide composites |
| GB9208952D0 (en) | 1992-04-24 | 1992-06-10 | Mcphersons Ltd | Knife blades |
| US5453329A (en) * | 1992-06-08 | 1995-09-26 | Quantum Laser Corporation | Method for laser cladding thermally insulated abrasive particles to a substrate, and clad substrate formed thereby |
| US5449536A (en) * | 1992-12-18 | 1995-09-12 | United Technologies Corporation | Method for the application of coatings of oxide dispersion strengthened metals by laser powder injection |
| US5620754A (en) * | 1994-01-21 | 1997-04-15 | Qqc, Inc. | Method of treating and coating substrates |
| US5731046A (en) * | 1994-01-18 | 1998-03-24 | Qqc, Inc. | Fabrication of diamond and diamond-like carbon coatings |
| US5477026A (en) | 1994-01-27 | 1995-12-19 | Chromalloy Gas Turbine Corporation | Laser/powdered metal cladding nozzle |
| DE4437911A1 (de) | 1994-10-22 | 1996-04-25 | Zwilling J A Henckels Ag | Messer und Verfahren zur Herstellung eines Messers |
| US5486676A (en) * | 1994-11-14 | 1996-01-23 | General Electric Company | Coaxial single point powder feed nozzle |
| US5543183A (en) * | 1995-02-17 | 1996-08-06 | General Atomics | Chromium surface treatment of nickel-based substrates |
| GB9506494D0 (en) * | 1995-03-30 | 1995-05-17 | Mcphersons Ltd | Knife blades |
| US5722803A (en) * | 1995-07-14 | 1998-03-03 | Kennametal Inc. | Cutting tool and method of making the cutting tool |
| US5728434A (en) | 1995-08-08 | 1998-03-17 | Pacific/Hoe Saw And Knife Company | Method of applying a wear-resistant coating on a thin, metallic strip-shaped carrier |
| US5837960A (en) * | 1995-08-14 | 1998-11-17 | The Regents Of The University Of California | Laser production of articles from powders |
| EA000943B1 (ru) * | 1995-10-05 | 2000-06-26 | Блц Байеришес Лазерцентрум Гемайннютциге Форшунгсгезелльшафт Мбх | Способ изготовления режущего инструмента |
| US5724868A (en) * | 1996-01-11 | 1998-03-10 | Buck Knives, Inc. | Method of making knife with cutting performance |
| US6293020B1 (en) * | 1997-02-14 | 2001-09-25 | Nitinol Technologies, Inc. | Cutting instruments |
| US5736709A (en) * | 1996-08-12 | 1998-04-07 | Armco Inc. | Descaling metal with a laser having a very short pulse width and high average power |
| US5906053A (en) * | 1997-03-14 | 1999-05-25 | Fisher Barton, Inc. | Rotary cutting blade having a laser hardened cutting edge and a method for making the same with a laser |
| CA2207579A1 (fr) * | 1997-05-28 | 1998-11-28 | Paul Caron | Piece frittee a surface anti-abrasive et procede pour sa realisation |
| US6146476A (en) * | 1999-02-08 | 2000-11-14 | Alvord-Polk, Inc. | Laser-clad composite cutting tool and method |
| US6396025B1 (en) * | 1999-07-01 | 2002-05-28 | Aeromet Corporation | Powder feed nozzle for laser welding |
| US6534745B1 (en) * | 1999-09-27 | 2003-03-18 | Mathew T. J. Lowney | Nozzle particularly suited to direct metal deposition |
| US6756561B2 (en) * | 1999-09-30 | 2004-06-29 | National Research Council Of Canada | Laser consolidation apparatus for manufacturing precise structures |
| JP4741056B2 (ja) | 2000-06-05 | 2011-08-03 | 株式会社貝印刃物開発センター | 刃部材及びその刃先の製造方法 |
| US6497772B1 (en) | 2000-09-27 | 2002-12-24 | Molecular Metallurgy, Inc. | Surface treatment for improved hardness and corrosion resistance |
| US6805944B2 (en) * | 2001-03-26 | 2004-10-19 | Mitsubishi Materials Corporation | Coated cemented carbide cutting tool |
| US7140113B2 (en) | 2001-04-17 | 2006-11-28 | Lazorblades, Inc. | Ceramic blade and production method therefor |
| AT411654B (de) * | 2001-06-25 | 2004-04-26 | Boehler Ybbstal Band Gmbh & Co | Verfahren zur herstellung eines zerspanungswerkzeuges |
| US7712222B2 (en) * | 2001-07-26 | 2010-05-11 | Irwin Industrial Tool Company | Composite utility blade, and method of making such a blade |
| US6701627B2 (en) * | 2001-07-26 | 2004-03-09 | American Saw & Mfg. Company, Inc. | Composite utility knife blade |
| EP1340583A1 (en) * | 2002-02-20 | 2003-09-03 | ALSTOM (Switzerland) Ltd | Method of controlled remelting of or laser metal forming on the surface of an article |
| US6617271B1 (en) * | 2002-03-19 | 2003-09-09 | Vladimir Yurievich Kodash | Tungsten carbide cutting tool materials |
| US6857255B1 (en) * | 2002-05-16 | 2005-02-22 | Fisher-Barton Llc | Reciprocating cutting blade having laser-hardened cutting edges and a method for making the same with a laser |
| KR101056487B1 (ko) * | 2002-08-28 | 2011-08-11 | 더 피.오.엠. 그룹 | 다층 디엠디 프로세스용 부품 기하학적 독립 실시간 폐쇄루프 용접 풀 온도 제어 시스템 |
| US7139633B2 (en) * | 2002-08-29 | 2006-11-21 | Jyoti Mazumder | Method of fabricating composite tooling using closed-loop direct-metal deposition |
| EP1396556A1 (en) * | 2002-09-06 | 2004-03-10 | ALSTOM (Switzerland) Ltd | Method for controlling the microstructure of a laser metal formed hard layer |
| JP4204293B2 (ja) | 2002-09-30 | 2009-01-07 | アイシン軽金属株式会社 | アルミニウム合金表面への画像形成方法 |
| US7111376B2 (en) * | 2003-01-13 | 2006-09-26 | The Stanley Works | Tool with inserted blade members |
| EP1454705A1 (de) * | 2003-03-05 | 2004-09-08 | Trumpf Werkzeugmaschinen GmbH + Co. KG | Verfahren zur thermischen Bearbeitung eines Werkstückes mit einem Werkstückgrundkörper aus Metall, insbesondere aus Aluminium |
| DE10320652A1 (de) * | 2003-05-07 | 2004-12-02 | Kennametal Widia Gmbh & Co.Kg | Werkzeug, insbesondere Schneidwerkzeug und Verfahren zur CVD-Abscheidung einer zweiphasigen Schicht auf einem Substratkörper |
| SE527180C2 (sv) | 2003-08-12 | 2006-01-17 | Sandvik Intellectual Property | Rakel- eller schaberblad med nötningsbeständigt skikt samt metod för tillverkning därav |
| US6995334B1 (en) * | 2003-08-25 | 2006-02-07 | Southern Methodist University | System and method for controlling the size of the molten pool in laser-based additive manufacturing |
| US20050056628A1 (en) * | 2003-09-16 | 2005-03-17 | Yiping Hu | Coaxial nozzle design for laser cladding/welding process |
| JP4299157B2 (ja) * | 2004-02-03 | 2009-07-22 | トヨタ自動車株式会社 | 粉末金属肉盛ノズル |
| US7673541B2 (en) * | 2004-06-03 | 2010-03-09 | The Gillette Company | Colored razor blades |
| US20060049153A1 (en) * | 2004-09-08 | 2006-03-09 | Cahoon Christopher L | Dual feed laser welding system |
| US7259353B2 (en) * | 2004-09-30 | 2007-08-21 | Honeywell International, Inc. | Compact coaxial nozzle for laser cladding |
| US7284461B2 (en) * | 2004-12-16 | 2007-10-23 | The Gillette Company | Colored razor blades |
| US8322253B2 (en) * | 2005-07-08 | 2012-12-04 | Stanley Black & Decker, Inc. | Method of manufacturing a utility knife blade having an induction hardened cutting edge |
| US20070131060A1 (en) | 2005-12-14 | 2007-06-14 | The Gillette Company | Automated control of razor blade colorization |
| ATE500725T1 (de) | 2006-05-10 | 2011-03-15 | Fraunhofer Ges Forschung | Schneidevorrichtung |
| EP1953004B1 (de) | 2007-01-24 | 2012-03-07 | KUM Limited | Spitzerklinge |
| US20080189957A1 (en) * | 2007-02-12 | 2008-08-14 | The Stanley Works | Bi-metal chisel blade |
| US8505414B2 (en) * | 2008-06-23 | 2013-08-13 | Stanley Black & Decker, Inc. | Method of manufacturing a blade |
| US8592711B2 (en) * | 2009-10-01 | 2013-11-26 | George H. Lambert | Apparatus and method of electronically impregnating a wear-resistant cutting edge |
-
2009
- 2009-06-17 US US12/486,529 patent/US8505414B2/en not_active Expired - Fee Related
- 2009-06-22 AU AU2009202494A patent/AU2009202494B2/en not_active Ceased
- 2009-06-22 EP EP09163418.8A patent/EP2138263B1/en active Active
- 2009-06-23 JP JP2009148697A patent/JP5534720B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62224529A (ja) * | 1986-03-25 | 1987-10-02 | Daido Steel Co Ltd | 工具の製造方法 |
| JPH06226554A (ja) * | 1993-02-09 | 1994-08-16 | N T Kk | 刃体の製造方法 |
| JPH06304820A (ja) * | 1993-04-23 | 1994-11-01 | Matsushita Electric Works Ltd | 刃物およびその製造方法 |
| JP2001038534A (ja) * | 1999-07-09 | 2001-02-13 | Zwilling Ja Henckels Ag | 切削具の刃体の製造方法及び切削具の刃体 |
| JP2007524520A (ja) * | 2004-02-18 | 2007-08-30 | ソシエテ デクスプロワタシオン タレリア ボンジャン | 切断刃の製造方法及び切断刃 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090314136A1 (en) * | 2008-06-23 | 2009-12-24 | The Stanley Works | Method of manufacturing a blade |
| US8505414B2 (en) * | 2008-06-23 | 2013-08-13 | Stanley Black & Decker, Inc. | Method of manufacturing a blade |
| JP2012066070A (ja) * | 2010-09-10 | 2012-04-05 | Stanley Black & Decker Inc | ユーティリティナイフ用の刃 |
| US8769833B2 (en) | 2010-09-10 | 2014-07-08 | Stanley Black & Decker, Inc. | Utility knife blade |
| US9393984B2 (en) | 2010-09-10 | 2016-07-19 | Stanley Black & Decker, Inc. | Utility knife blade |
| US11433495B2 (en) | 2012-07-16 | 2022-09-06 | Hybrid Manufacturing Technologies Limited | Machine tool |
| CN108356537A (zh) * | 2012-07-16 | 2018-08-03 | 混合制造技术有限责任公司 | 多轴线机床、处理头和套件 |
| US11654518B2 (en) | 2012-07-16 | 2023-05-23 | Hybrid Manufacturing Technologies Limited | Apparatus for workpiece processing having integrated energy guide and media storage and related system and method |
| JP2017507793A (ja) * | 2013-11-25 | 2017-03-23 | フェスタルピーネ プリシジョン ストリップ ゲーエムベーハー | 加工工具の予備材料の製造方法、および対応する予備材料 |
| JP2017507794A (ja) * | 2013-11-25 | 2017-03-23 | フェスタルピーネ プリシジョン ストリップ ゲーエムベーハー | 加工工具の予備材料の製造方法、および対応する予備材料 |
| US10300560B2 (en) | 2013-11-25 | 2019-05-28 | Voestalpine Precision Strip Gmbh | Method for producing a preliminary material for a machining tool, and corresponding preliminary material |
| JP2017064898A (ja) * | 2015-07-15 | 2017-04-06 | シーフォー・カーバイズ・リミテッドC4 Carbides Limited | 工具刃、工具刃の製造方法、およびコンピュータ読取可能な媒体 |
| JP2023134656A (ja) * | 2015-07-15 | 2023-09-27 | シーフォー・カーバイズ・リミテッド | 工具刃の製造方法 |
| JP7344251B2 (ja) | 2015-07-15 | 2023-09-13 | シーフォー・カーバイズ・リミテッド | 工具刃の製造方法 |
| JP2021169151A (ja) * | 2015-07-15 | 2021-10-28 | シーフォー・カーバイズ・リミテッドC4 Carbides Limited | 工具刃の製造方法 |
| JP2018016875A (ja) * | 2016-07-29 | 2018-02-01 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
| JP7099800B2 (ja) | 2016-07-29 | 2022-07-12 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
| JP2018015878A (ja) * | 2016-07-29 | 2018-02-01 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
| JP7227826B2 (ja) | 2019-03-29 | 2023-02-22 | 株式会社フジクラ | 光ファイバカッタ用刃体の製造方法 |
| JP2020166133A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社フジクラ | 光ファイバカッタ用刃体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2009202494A1 (en) | 2010-01-14 |
| EP2138263A2 (en) | 2009-12-30 |
| AU2009202494B2 (en) | 2014-08-14 |
| US20090314136A1 (en) | 2009-12-24 |
| EP2138263A3 (en) | 2010-02-17 |
| US8505414B2 (en) | 2013-08-13 |
| JP5534720B2 (ja) | 2014-07-02 |
| EP2138263B1 (en) | 2017-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5534720B2 (ja) | ブレードの製造方法 | |
| US9393984B2 (en) | Utility knife blade | |
| CN202480108U (zh) | 刀片 | |
| US9764442B2 (en) | Cutting/polishing tool and manufacturing method thereof | |
| US20180229332A1 (en) | Foil-based additive manufacturing system and method | |
| AU2017266268B2 (en) | Laser cutting and machining method for plated steel plate, laser cut-and-machined product, thermal cutting and machining method, thermal cut-and-machined product, surface-treated steel plate, laser cutting method, and laser machining head | |
| AU781334B2 (en) | Method for producing a surface-alloyed cylindrical, partially cylindrical or hollow cylindrical component and a device for carrying out said method | |
| WO2018089080A1 (en) | Foil-based additive manufacturing system and method | |
| US20220288688A1 (en) | Cladded tool and method of making a cladded tool | |
| CN109434570A (zh) | 一种曲面金属零件的微束等离子抛光装置及方法 | |
| US7401537B1 (en) | Cutter insert gum modification method and apparatus | |
| WO1997004914A1 (en) | Pulsed laser cladding arrangement | |
| US20250353114A1 (en) | Method for coating metal workpieces | |
| JP7531211B2 (ja) | タービンロータの突起部の補修方法 | |
| CN120700483A (zh) | 基于激光雕刻和熔覆技术的双色表面图案成型方法 | |
| Klimpel et al. | New developments in the process of the laser powder surfacing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20131204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140422 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5534720 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |