JP2009544535A - 薬剤ブリスタ - Google Patents
薬剤ブリスタ Download PDFInfo
- Publication number
- JP2009544535A JP2009544535A JP2008523345A JP2008523345A JP2009544535A JP 2009544535 A JP2009544535 A JP 2009544535A JP 2008523345 A JP2008523345 A JP 2008523345A JP 2008523345 A JP2008523345 A JP 2008523345A JP 2009544535 A JP2009544535 A JP 2009544535A
- Authority
- JP
- Japan
- Prior art keywords
- blister
- film
- cavity
- lacquer layer
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000003814 drug Substances 0.000 title abstract description 31
- 229940079593 drug Drugs 0.000 title abstract description 30
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 23
- 239000004922 lacquer Substances 0.000 claims description 74
- 238000007789 sealing Methods 0.000 claims description 56
- 229910052782 aluminium Inorganic materials 0.000 claims description 47
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 47
- 239000000203 mixture Substances 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 27
- 229920003023 plastic Polymers 0.000 claims description 22
- 239000004033 plastic Substances 0.000 claims description 22
- 238000009472 formulation Methods 0.000 claims description 21
- -1 polyethylene Polymers 0.000 claims description 15
- 239000004800 polyvinyl chloride Substances 0.000 claims description 11
- 239000004952 Polyamide Substances 0.000 claims description 8
- 239000013583 drug formulation Substances 0.000 claims description 8
- 229920002647 polyamide Polymers 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 7
- 230000035699 permeability Effects 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 229920001328 Polyvinylidene chloride Polymers 0.000 claims description 5
- 239000008194 pharmaceutical composition Substances 0.000 claims description 5
- 229920000058 polyacrylate Polymers 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 239000011796 hollow space material Substances 0.000 claims description 4
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- 230000003068 static effect Effects 0.000 claims description 2
- 239000005033 polyvinylidene chloride Substances 0.000 claims 1
- 239000000843 powder Substances 0.000 abstract description 18
- 230000005540 biological transmission Effects 0.000 abstract description 10
- 239000012173 sealing wax Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 120
- 239000010408 film Substances 0.000 description 117
- 238000004806 packaging method and process Methods 0.000 description 14
- 239000000126 substance Substances 0.000 description 13
- 239000004480 active ingredient Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 229920000915 polyvinyl chloride Polymers 0.000 description 9
- 239000005022 packaging material Substances 0.000 description 8
- 239000002245 particle Substances 0.000 description 6
- 239000002985 plastic film Substances 0.000 description 6
- 229920006255 plastic film Polymers 0.000 description 6
- 239000002131 composite material Substances 0.000 description 5
- 239000013039 cover film Substances 0.000 description 4
- 239000000825 pharmaceutical preparation Substances 0.000 description 4
- 229940127557 pharmaceutical product Drugs 0.000 description 4
- GUBGYTABKSRVRQ-QKKXKWKRSA-N Lactose Natural products OC[C@H]1O[C@@H](O[C@H]2[C@H](O)[C@@H](O)C(O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@H]1O GUBGYTABKSRVRQ-QKKXKWKRSA-N 0.000 description 3
- 229920002319 Poly(methyl acrylate) Polymers 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 239000008101 lactose Substances 0.000 description 3
- 229960001375 lactose Drugs 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 229920000120 polyethyl acrylate Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 2
- 229920004439 Aclar® Polymers 0.000 description 2
- GUBGYTABKSRVRQ-XLOQQCSPSA-N Alpha-Lactose Chemical compound O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@H](O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-XLOQQCSPSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000000443 aerosol Substances 0.000 description 2
- 229940065524 anticholinergics inhalants for obstructive airway diseases Drugs 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- DMLFJMQTNDSRFU-UHFFFAOYSA-N chlordiazepoxide hydrochloride Chemical compound Cl.O=N=1CC(NC)=NC2=CC=C(Cl)C=C2C=1C1=CC=CC=C1 DMLFJMQTNDSRFU-UHFFFAOYSA-N 0.000 description 2
- 239000000812 cholinergic antagonist Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 150000002016 disaccharides Chemical class 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- GVLGAFRNYJVHBC-UHFFFAOYSA-N hydrate;hydrobromide Chemical compound O.Br GVLGAFRNYJVHBC-UHFFFAOYSA-N 0.000 description 2
- 210000004072 lung Anatomy 0.000 description 2
- 239000011859 microparticle Substances 0.000 description 2
- 150000002772 monosaccharides Chemical class 0.000 description 2
- 239000006223 plastic coating Substances 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 238000009516 primary packaging Methods 0.000 description 2
- LERNTVKEWCAPOY-DZZGSBJMSA-N tiotropium Chemical compound O([C@H]1C[C@@H]2[N+]([C@H](C1)[C@@H]1[C@H]2O1)(C)C)C(=O)C(O)(C=1SC=CC=1)C1=CC=CS1 LERNTVKEWCAPOY-DZZGSBJMSA-N 0.000 description 2
- 229940110309 tiotropium Drugs 0.000 description 2
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N 100676-05-9 Natural products OC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1 OWEGMIWEEQEYGQ-UHFFFAOYSA-N 0.000 description 1
- WSVLPVUVIUVCRA-KPKNDVKVSA-N Alpha-lactose monohydrate Chemical compound O.O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@H](O)[C@H](O)[C@H]1O WSVLPVUVIUVCRA-KPKNDVKVSA-N 0.000 description 1
- 229910000967 As alloy Inorganic materials 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 229920002307 Dextran Polymers 0.000 description 1
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 1
- 208000019693 Lung disease Diseases 0.000 description 1
- GUBGYTABKSRVRQ-PICCSMPSSA-N Maltose Natural products O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-PICCSMPSSA-N 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- TVXBFESIOXBWNM-UHFFFAOYSA-N Xylitol Natural products OCCC(O)C(O)C(O)CCO TVXBFESIOXBWNM-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000005557 antagonist Substances 0.000 description 1
- 230000001022 anti-muscarinic effect Effects 0.000 description 1
- PYMYPHUHKUWMLA-WDCZJNDASA-N arabinose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)C=O PYMYPHUHKUWMLA-WDCZJNDASA-N 0.000 description 1
- PYMYPHUHKUWMLA-UHFFFAOYSA-N arabinose Natural products OCC(O)C(O)C(O)C=O PYMYPHUHKUWMLA-UHFFFAOYSA-N 0.000 description 1
- SRBFZHDQGSBBOR-UHFFFAOYSA-N beta-D-Pyranose-Lyxose Natural products OC1COC(O)C(O)C1O SRBFZHDQGSBBOR-UHFFFAOYSA-N 0.000 description 1
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 1
- GUBGYTABKSRVRQ-QUYVBRFLSA-N beta-maltose Chemical compound OC[C@H]1O[C@H](O[C@H]2[C@H](O)[C@@H](O)[C@H](O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@@H]1O GUBGYTABKSRVRQ-QUYVBRFLSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 102000052116 epidermal growth factor receptor activity proteins Human genes 0.000 description 1
- 108700015053 epidermal growth factor receptor activity proteins Proteins 0.000 description 1
- 239000008103 glucose Substances 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- 150000004677 hydrates Chemical class 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229940043355 kinase inhibitor Drugs 0.000 description 1
- 229960001021 lactose monohydrate Drugs 0.000 description 1
- YEESKJGWJFYOOK-IJHYULJSSA-N leukotriene D4 Chemical compound CCCCC\C=C/C\C=C/C=C/C=C/[C@H]([C@@H](O)CCCC(O)=O)SC[C@H](N)C(=O)NCC(O)=O YEESKJGWJFYOOK-IJHYULJSSA-N 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- YOHYSYJDKVYCJI-UHFFFAOYSA-N n-[3-[[6-[3-(trifluoromethyl)anilino]pyrimidin-4-yl]amino]phenyl]cyclopropanecarboxamide Chemical compound FC(F)(F)C1=CC=CC(NC=2N=CN=C(NC=3C=C(NC(=O)C4CC4)C=CC=3)C=2)=C1 YOHYSYJDKVYCJI-UHFFFAOYSA-N 0.000 description 1
- 238000002663 nebulization Methods 0.000 description 1
- 229920001542 oligosaccharide Polymers 0.000 description 1
- 150000002482 oligosaccharides Chemical class 0.000 description 1
- 239000002587 phosphodiesterase IV inhibitor Substances 0.000 description 1
- 239000003757 phosphotransferase inhibitor Substances 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 230000009993 protective function Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 235000010356 sorbitol Nutrition 0.000 description 1
- 150000003431 steroids Chemical class 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 238000002560 therapeutic procedure Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000000811 xylitol Substances 0.000 description 1
- 235000010447 xylitol Nutrition 0.000 description 1
- HEBKCHPVOIAQTA-SCDXWVJYSA-N xylitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)CO HEBKCHPVOIAQTA-SCDXWVJYSA-N 0.000 description 1
- 229960002675 xylitol Drugs 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/0028—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up
- A61M15/0045—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters
- A61M15/0046—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters characterized by the type of carrier
- A61M15/0048—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters characterized by the type of carrier the dosages being arranged in a plane, e.g. on diskettes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/0028—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up
- A61M15/0045—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/0028—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up
- A61M15/0045—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters
- A61M15/0046—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters characterized by the type of carrier
- A61M15/0051—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up using multiple prepacked dosages on a same carrier, e.g. blisters characterized by the type of carrier the dosages being arranged on a tape, e.g. strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/325—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil
- B65D75/327—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil and forming several compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5007—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like
- B29C65/5021—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/242—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/242—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours
- B29C66/2424—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being a closed polygonal chain
- B29C66/24243—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being a closed polygonal chain forming a quadrilateral
- B29C66/24244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being a closed polygonal chain forming a quadrilateral forming a rectangle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/08—PVDC, i.e. polyvinylidene chloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2305/00—Use of metals, their alloys or their compounds, as reinforcement
- B29K2305/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7164—Blister packages
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Public Health (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Pulmonology (AREA)
- Veterinary Medicine (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Packages (AREA)
- Medicinal Preparation (AREA)
Abstract
Description
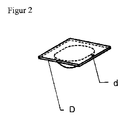
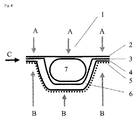
(a)少なくとも一方の側に開口した少なくとも1つのキャビティを備えたベース要素と、
(b)少なくとも1つのキャビティが薬剤調合物が入れられる中空空間を形成した状態で密封されるようベース要素に溶接された少なくとも1つのシールフィルムと、
(c)ベース要素とシールフィルムを互いに接合する中間に配置されたシールラッカー層とから成る複合フィルム又はラミネートである。
ベース要素は、金属フィルム、ポリマーフィルム、金属本体、及び(又は)、ポリマー本体で作られる。アルミニウム、アルミニウムフィルム、又は、アルミニウム、及び、例えば、プラスチックのアルミニウム複合フィルムが、金属、又は、金属フィルムとして好ましい。プラスチックフィルムの材料としては、PVC(ポリ塩化ビニル)、COC(シクロオレフィンコポリマー、例えば、Topas(登録商標))、コシクロオレフィンポリマー(COP)、ポリクロロトリフルオロエチレン(例えば、ACLAR(登録商標))、ポリエチレン(例えば、高密度ポリエチレン又は低密度ポリエチレン)、ポリプロピレン、ポリ(塩化ビニリデン)(PVDC)、ポリエチレンテレフタレート、ポリカーボネート、ポリエステル、ポリアクリレート、ポリアミド、又は、別のプラスチックを用いるのが良い。
ベース要素は、キャビティが形成された表面を構成する。表面の2つの側は、キャビティを無視した場合、好ましくは、平らである。
シールフィルムは、各キャビティの開口部が完全に閉鎖され、即ち、閉鎖密封シームがキャビティの開口部を包囲するようにベース要素に連結される。この目的で、2つの層は、少なくともブリスタの縁部のところで互いに溶接され、又は、結合され、好ましくは、更に、キャビティの周りに直接溶接され、又は、結合される。シールフィルムは、好ましくは、これがベース要素にしっかりと固定されたホットラッカー層を介してベース要素に接触するところではどこでも用いられる(シールラッカーの均一分布)。理想的な場合では、シールフィルムは、キャビティの開口部の上方に位置したシールフィルムの領域を除き、その表面領域全体がベース要素に結合される。
「外方に視認できる表面」という用語は、シームの外方に差し向けられた表面であると理解されるべきである。これは、ブリスタの環境、即ち、空気、水蒸気に直接接触するシームの表面の部分であり、透過面である。
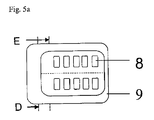
本発明のブリスタの一実施形態は、ブリスタディスクに関する。これは、高さが、好ましくは、最高5mmまでであり、直径が最高15cmまでである円筒形ディスク、又は、ベースプレートから成る。ウェル、又は、穴(又はキャビティ)が、ディスクの平面に垂直にディスクに形成される。ウェル、又は、穴は、好ましくは、ディスクの外縁部に形成され、1つ又は2つ以上のシールフィルムにより閉鎖されるのが良い。吸入調合物が、ウェル又は穴内に入れられる。ディスク形本体は、これに関連して、本発明に従って用いられる材料から成る。かかるディスクは、例えば、独国特許第3,348,370号明細書又は独国特許第3,336,486号明細書に記載された吸入器に使用できる。かかる吸入器は、薬剤ポケットがぎっしりと設けられたディスク形の丸いブリスタを収容するハウジングを有する。吸入器は、とりわけ、ピンを有し、このピンは、薬剤がチャンバ内に放出されてマウスピースを介して吸入できるようにするために、ピンが薬剤ポケットを開くことができるように配置されている。
粉末吸入器に関して本発明に従って受け器内に存在する吸入調合物に利用される好ましい等級の有効成分は、抗コリン作動薬、抗ムスカリン作用薬(antimuscarinic(s) )、ステロイド、PDE−IV阻害薬、LTD4拮抗薬及びEGFRキナーゼ阻害薬である。抗コリン作動薬、特にチオトロピウムが特に好ましい。チオトロピウムは、特に最も好ましくは、トロピウムブロミドモノヒドレートの形態で存在する。したがって、本発明の一観点は、トロピウムブロミドモノヒドレートを収容した本発明のブリスタに関する。
Claims (13)
- 薬剤調合物、好ましくは、吸入用調合物の1回又は2回以上の個別的な投与分を収容するブリスタであって、前記個別的投与分の各々は、完全に密閉されたキャビティ内に存在し、前記ブリスタは、
(a)少なくとも一方の側が開いた少なくとも1つのキャビティを備えるベース要素と、
(b)前記少なくとも1つのキャビティの前記少なくとも1つの開口部を閉鎖して前記薬剤調合物が入れられた中空空間を形成するためのシールフィルムとを有し、シールラッカー層が、前記ベース要素と前記シールフィルムとの間に位置している、ブリスタにおいて、
前記シールラッカー層の高さは、最大5μmまでであり、前記高さは、好ましくは、1μmから4.5μmであり、より好ましくは、2μmから4.5μmであり、特に最も好ましくは、2から4μmである、
ことを特徴とするブリスタ。 - 薬剤調合物、好ましくは、吸入用調合物の1回又は2回以上の個別的な投与分を収容するブリスタであって、前記個別的投与分の各々は、完全に密閉されたキャビティ内に存在し、前記ブリスタは、
(a)少なくとも一方の側が開いた少なくとも1つのキャビティを備えるベース要素と、
(b)前記少なくとも1つのキャビティの前記少なくとも1つの開口部を閉鎖して前記薬剤調合物が入れられた中空空間を形成するためのシールフィルムとを有し、シールラッカー層が、前記ベース要素と前記シールフィルムとの間に位置している、ブリスタにおいて、
前記シールラッカー層の外方に視認できる相対的表面は、密閉された前記ブリスタの表面全体の最高0.035%までを占め、好ましくは、最高0.03%までを占め、より好ましくは、最高0.025%までを占め、特により好ましくは、最高0.02%までを占め、特に最も好ましくは、最高0.015%までを占める、
ことを特徴とするブリスタ。 - 薬剤調合物、好ましくは、吸入用調合物の1回又は2回以上の個別的な投与分を収容するブリスタであって、前記個別的投与分の各々は、完全に密閉されたキャビティ内に存在し、前記ブリスタは、
(e)少なくとも一方の側が開いた少なくとも1つのキャビティを備えるベース要素と、
(f)前記少なくとも1つのキャビティの前記少なくとも1つの開口部を閉鎖して前記薬剤調合物が入れられた中空空間を形成するためのシールフィルムとを有し、シールラッカー層が、前記ベース要素と前記シールフィルムとの間に位置している、ブリスタにおいて、
静的平衡状態で前記シールラッカー層を通る水蒸気の透過度は、キャビティ内の相対的大気湿度が16%、ブリスタの外部環境の大気湿度が75%、温度が40℃の状態で6箇月にわたって測定して320μg/mm2のシールラッカー層であり、好ましくは、60μg/mm2から280μg/mm2のシールラッカー層であり、より好ましくは、120μg/mm2から280μg/mm2のシールラッカー層であり、特により好ましくは、120μg/mm2から250μg/mm2のシールラッカー層である、
ことを特徴とするブリスタ。 - 前記キャビティは、最大10mmまでの長さ、及び、最大10mmまでの幅を有することを特徴とする、請求項1から3のうちいずれか一に記載のブリスタ。
- 前記キャビティの前記開口部は、前記開口部の周囲全体にわたり幅が少なくとも0.5mmであり、好ましくは、少なくとも1mmであり、より好ましくは、少なくとも2mmであり、特に最も好ましくは、少なくとも4mmである表面で密封されていることを特徴とする、請求項1から4のうちいずれか一項に記載のブリスタ。
- 前記ベース要素は、アルミニウムフィルムであり、前記シールフィルムは、アルミニウムフィルムであることを特徴とする、請求項1から5のうちいずれか一項に記載のブリスタ。
- 前記シールラッカー層は、ポリアクリレート、及び(又は)、ポリエチレンであることを特徴とする、請求項1から6のうちいずれか一項に記載のブリスタ。
- 密封手順の実施前に塗布されるシールラッカーの量は、1メートル当たり最高10gまでであり、好ましくは、1平方メートル当たり1gから7gであり、特に好ましくは、1平方メートル当たり2gから5.5gであることを特徴とする、請求項1から7のうちいずれか一項に記載のブリスタ。
- 前記ブリスタの外方に差し向けられた縁部は、折り曲げられていることを特徴とする、請求項1から8のうちいずれか一項に記載のブリスタ。
- 前記ブリスタの外方に差し向けられた縁部は、フィルムで密封されていることを特徴とする、請求項1から9のうちいずれか一項に記載のブリスタ。
- 前記ブリスタは、1回の個別的投与分を収容する単一のキャビティ、複数の別々に詰め込まれた個別的投与分を収容する単一のキャビティ、1列の直線状に配置されたキャビティを備えたストリップ、少なくとも2列の直線状に配置されたキャビティを備えたストリップ、又は、ブリスタディスクであることを特徴とする、請求項1から10のうちいずれか一項に記載のブリスタ。
- 前記ブリスタは、アルミニウム、プラスチック、アルミニウムの順序の層を有し、プラスチックとして、PVC、COC、COP、ポリクロロトリフルオロエチレン、ポリエチレン、ポリプロピレン、PVDC、ポリエチレンテレフタレート、ポリカーボネート、ポリエステル、ポリアクリレート、ポリアミドから成る群から選択されたプラスチック材料、好ましくはPVCが用いられると共に、(或いは)、前記プラスチック層の高さは、50μm以下であり、好ましくは、40μm以下であり、特に好ましくは、30μm以下であることを特徴とする、請求項1から11のうちいずれか一項に記載のブリスタ。
- 請求項1から12のうちいずれか一項に記載のブリスタを有することを特徴とする吸入器。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005035705A DE102005035705A1 (de) | 2005-07-27 | 2005-07-27 | Arzneimittelblister |
| PCT/EP2006/064581 WO2007012628A2 (de) | 2005-07-27 | 2006-07-24 | Arzneimittelblister |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015081832A Division JP6042929B2 (ja) | 2015-04-13 | 2015-04-13 | 薬剤ブリスタ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009544535A true JP2009544535A (ja) | 2009-12-17 |
| JP2009544535A5 JP2009544535A5 (ja) | 2014-12-04 |
Family
ID=37038346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008523345A Pending JP2009544535A (ja) | 2005-07-27 | 2006-07-24 | 薬剤ブリスタ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9168342B2 (ja) |
| EP (1) | EP1909874B1 (ja) |
| JP (1) | JP2009544535A (ja) |
| CA (1) | CA2616174C (ja) |
| DE (1) | DE102005035705A1 (ja) |
| WO (1) | WO2007012628A2 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006014434A1 (de) * | 2006-03-27 | 2007-10-04 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Packmittel für Mehrdosispulverinhalatoren mit optimierten Entleerungseigenschaften |
| DE102006016904A1 (de) | 2006-04-11 | 2007-10-25 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Inhalator |
| DE102006017698A1 (de) * | 2006-04-15 | 2007-10-18 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Zweiteilige Kapsel aus Metall zur Aufnahme von pharmazeutischen Zubereitungen für Pulverinhalatoren |
| WO2009000403A1 (de) * | 2007-06-22 | 2008-12-31 | Alcan Technology & Management Ltd. | Deckfolie für blisterpackungen |
| EP2077132A1 (en) * | 2008-01-02 | 2009-07-08 | Boehringer Ingelheim Pharma GmbH & Co. KG | Dispensing device, storage device and method for dispensing a formulation |
| EP2414560B1 (de) | 2009-03-31 | 2013-10-23 | Boehringer Ingelheim International GmbH | Verfahren zur beschichtung einer oberfläche eines bauteils |
| JP5763053B2 (ja) | 2009-05-18 | 2015-08-12 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | アダプタ、吸入器具及びアトマイザ |
| WO2011006922A1 (en) * | 2009-07-14 | 2011-01-20 | Sanofi-Aventis Deutschland Gmbh | Medicament container with a flexible inner layer and a rigid outer layer |
| TR200907236A2 (tr) | 2009-09-23 | 2011-04-21 | Bi̇lgi̇ç Mahmut | Tiotropyum kuru toz formülasyonunun blister ambalajda taşınması. |
| TR200907238A2 (tr) * | 2009-09-23 | 2011-04-21 | Bi̇lgi̇ç Mahmut | Tiotropyum içeren kombinasyonun blisterde taşınması. |
| TR200907913A2 (tr) | 2009-10-20 | 2011-05-23 | Bi̇lgi̇ç Mahmut | İnhalason yolu ile alınmak üzere kuru toz formunda farmasötik bileşim |
| TR200908847A2 (tr) | 2009-11-23 | 2011-06-21 | Bi̇lgi̇ç Mahmut | Kuru toz formunda ilaç taşıyan blister ambalaj. |
| WO2011064164A1 (en) | 2009-11-25 | 2011-06-03 | Boehringer Ingelheim International Gmbh | Nebulizer |
| US10016568B2 (en) | 2009-11-25 | 2018-07-10 | Boehringer Ingelheim International Gmbh | Nebulizer |
| JP5658268B2 (ja) | 2009-11-25 | 2015-01-21 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | ネブライザ |
| WO2011160932A1 (en) | 2010-06-24 | 2011-12-29 | Boehringer Ingelheim International Gmbh | Nebulizer |
| WO2012130757A1 (de) | 2011-04-01 | 2012-10-04 | Boehringer Ingelheim International Gmbh | Medizinisches gerät mit behälter |
| US9827384B2 (en) | 2011-05-23 | 2017-11-28 | Boehringer Ingelheim International Gmbh | Nebulizer |
| WO2013152894A1 (de) | 2012-04-13 | 2013-10-17 | Boehringer Ingelheim International Gmbh | Zerstäuber mit kodiermitteln |
| CN103964066B (zh) * | 2013-02-06 | 2017-09-19 | 李和伟 | 一种冻干赋型制剂的包装装置 |
| KR20140110683A (ko) * | 2013-03-05 | 2014-09-17 | 경북대학교 산학협력단 | 신장질환 진단용 키트 |
| EP2835146B1 (en) | 2013-08-09 | 2020-09-30 | Boehringer Ingelheim International GmbH | Nebulizer |
| JP6643231B2 (ja) | 2013-08-09 | 2020-02-12 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | ネブライザ |
| EP3041555A4 (en) * | 2013-09-04 | 2017-03-08 | 3M Innovative Properties Company | Dry-powder inhaler and method |
| GB2520958A (en) * | 2013-12-04 | 2015-06-10 | Team Consulting Ltd | An apparatus and method for providing aerosolized powder delivery |
| JP6580070B2 (ja) | 2014-05-07 | 2019-09-25 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | 容器、ネブライザ、及び使用 |
| PL3139984T3 (pl) | 2014-05-07 | 2021-11-08 | Boehringer Ingelheim International Gmbh | Nebulizator |
| LT3928818T (lt) | 2014-05-07 | 2023-03-27 | Boehringer Ingelheim International Gmbh | Purkštuvas ir talpa |
| CA3010559A1 (en) | 2016-01-11 | 2017-07-20 | Syqe Medical Ltd. | Personal vaporizing device |
| US10730651B2 (en) * | 2016-08-22 | 2020-08-04 | Robert Green | Blister packaging device having inverting nesting tray and method |
| EP4061457A1 (en) * | 2020-06-15 | 2022-09-28 | Norton (Waterford) Limited | Blister pack and inhaler comprising the same |
| WO2022256474A1 (en) * | 2021-06-03 | 2022-12-08 | Tekni-Plex, Inc. | Recyclable blister package |
| CN218099199U (zh) * | 2022-04-08 | 2022-12-20 | 艾康生物技术(杭州)有限公司 | 一种检测装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07257639A (ja) * | 1994-03-22 | 1995-10-09 | Dainippon Printing Co Ltd | プレススルーパック |
| JPH08143032A (ja) * | 1994-11-17 | 1996-06-04 | Toppan Printing Co Ltd | 液体用紙容器の飲口部構造とその製造方法 |
| JPH09512234A (ja) * | 1995-02-16 | 1997-12-09 | タイヒ・アクチエンゲゼルシヤフト | 改良された冷間成型能力を有する被覆アルミニウム箔及びこのアルミニウム箔の使用により作られた包装 |
| JP2003501321A (ja) * | 1999-06-02 | 2003-01-14 | アルカン・テクノロジー・アンド・マネージメント・リミテッド | 子供に安全なタブレット用の包装体 |
| JP2003534051A (ja) * | 2000-05-25 | 2003-11-18 | シラーグ アクチエンゲゼルシヤフト | トピラメートの錠剤のブリスター包装物 |
| JP2006504591A (ja) * | 2002-11-02 | 2006-02-09 | グラクソ グループ リミテッド | ブリスターパック形態の吸入薬剤キャリヤー |
| JP2006036310A (ja) * | 2004-07-29 | 2006-02-09 | Toyo Aluminium Kk | 包装材および包装体 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4076789A (en) | 1976-04-12 | 1978-02-28 | General Motors Corporation | Method of forming an embossed and coated design on the surface of a formable plastic sheet |
| FI79651C (fi) | 1982-10-08 | 1990-02-12 | Glaxo Group Ltd | Doseringsanordning foer medicin. |
| DE3348370C2 (de) | 1982-10-08 | 2001-10-11 | Glaxo Group Ltd | Medikamenten-Packung und Verfahren zur Erzeugung eines zur Inhalation bestimmten Medikamenten-Pulver-Luftstroms |
| US4778054A (en) * | 1982-10-08 | 1988-10-18 | Glaxo Group Limited | Pack for administering medicaments to patients |
| JP2712254B2 (ja) | 1988-03-29 | 1998-02-10 | 東亞合成株式会社 | 水なし平版印刷用紫外線硬化型インキ組成物 |
| GB9004781D0 (en) | 1990-03-02 | 1990-04-25 | Glaxo Group Ltd | Device |
| US5089321A (en) * | 1991-01-10 | 1992-02-18 | The Dow Chemical Company | Multilayer polyolefinic film structures having improved heat seal characteristics |
| CH684081A5 (de) * | 1991-11-18 | 1994-07-15 | Alusuisse Lonza Services Ag | Durchdrückpackung. |
| CH684746A5 (de) * | 1993-02-25 | 1994-12-15 | Alusuisse Lonza Services Ag | Laminat. |
| US5598425A (en) | 1993-11-15 | 1997-01-28 | University Of New Mexico | High stability ultra-short sources of electromagnetic radiation |
| JPH07212234A (ja) | 1994-01-25 | 1995-08-11 | Hitachi Ltd | Da変換器およびそれを用いた周波数シンセサイザ |
| CH689305A5 (de) * | 1994-08-23 | 1999-02-15 | Alusuisse Lonza Services Ag | Blisterpackung. |
| SE9700424D0 (sv) * | 1997-02-07 | 1997-02-07 | Astra Ab | Powder inhaler |
| EP0905042A1 (de) * | 1997-09-17 | 1999-03-31 | Alusuisse Technology & Management AG | Blister- oder Durchdrückpackung |
| JP3411514B2 (ja) | 1998-12-25 | 2003-06-03 | 東洋アルミニウム株式会社 | エッチング用金属箔積層体及びエッチド金属箔の製造方法 |
| US6752148B1 (en) * | 1999-02-10 | 2004-06-22 | Delsys Pharmaceutical Company | Medicament dry powder inhaler dispensing device |
| EP1065152B1 (de) | 1999-06-02 | 2003-05-28 | Alcan Technology & Management AG | Blisterpackung |
| US7892391B2 (en) * | 2004-01-29 | 2011-02-22 | E. I. Du Pont De Nemours And Company | Compositions of ethylene/vinyl acetate copolymers for heat-sealable easy opening packaging |
-
2005
- 2005-07-27 DE DE102005035705A patent/DE102005035705A1/de not_active Withdrawn
-
2006
- 2006-07-24 EP EP06777933.0A patent/EP1909874B1/de active Active
- 2006-07-24 JP JP2008523345A patent/JP2009544535A/ja active Pending
- 2006-07-24 US US11/996,822 patent/US9168342B2/en active Active
- 2006-07-24 WO PCT/EP2006/064581 patent/WO2007012628A2/de active Application Filing
- 2006-07-24 CA CA2616174A patent/CA2616174C/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07257639A (ja) * | 1994-03-22 | 1995-10-09 | Dainippon Printing Co Ltd | プレススルーパック |
| JPH08143032A (ja) * | 1994-11-17 | 1996-06-04 | Toppan Printing Co Ltd | 液体用紙容器の飲口部構造とその製造方法 |
| JPH09512234A (ja) * | 1995-02-16 | 1997-12-09 | タイヒ・アクチエンゲゼルシヤフト | 改良された冷間成型能力を有する被覆アルミニウム箔及びこのアルミニウム箔の使用により作られた包装 |
| JP2003501321A (ja) * | 1999-06-02 | 2003-01-14 | アルカン・テクノロジー・アンド・マネージメント・リミテッド | 子供に安全なタブレット用の包装体 |
| JP2003534051A (ja) * | 2000-05-25 | 2003-11-18 | シラーグ アクチエンゲゼルシヤフト | トピラメートの錠剤のブリスター包装物 |
| JP2006504591A (ja) * | 2002-11-02 | 2006-02-09 | グラクソ グループ リミテッド | ブリスターパック形態の吸入薬剤キャリヤー |
| JP2006036310A (ja) * | 2004-07-29 | 2006-02-09 | Toyo Aluminium Kk | 包装材および包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1909874A2 (de) | 2008-04-16 |
| WO2007012628A2 (de) | 2007-02-01 |
| EP1909874B1 (de) | 2019-02-27 |
| US9168342B2 (en) | 2015-10-27 |
| WO2007012628B1 (de) | 2007-07-26 |
| US20080197045A1 (en) | 2008-08-21 |
| CA2616174C (en) | 2014-12-23 |
| DE102005035705A1 (de) | 2007-02-01 |
| CA2616174A1 (en) | 2007-02-01 |
| WO2007012628A3 (de) | 2007-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009544535A (ja) | 薬剤ブリスタ | |
| US5042472A (en) | Powder inhaler device | |
| ES2282261T3 (es) | Recipiente para medicamento en polvo. | |
| US20230181422A1 (en) | Dry powder inhalation drug products exhibiting moisture control properties and methods of administering the same | |
| JP2017051837A (ja) | ドライパウダー吸入器 | |
| US20060005832A1 (en) | Inhaler using pods | |
| US20200121792A1 (en) | Dry Powder Inhalation Drug Products Exhibiting Moisture Control Properties and Methods of Administering the Same | |
| EA013776B1 (ru) | Блистерная упаковка для применения в ингаляторах | |
| JP6042929B2 (ja) | 薬剤ブリスタ | |
| AU2014200770B2 (en) | Dry powder inhalation drug products exhibiting moisture control properties and methods of administering the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111205 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120301 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130517 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130522 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130712 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131120 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131125 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140701 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140707 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20141016 |