JP2009518467A - すぐれた脱気及び積層特性を有する積層安全ガラスのための中間層及びそれを製造するための方法 - Google Patents
すぐれた脱気及び積層特性を有する積層安全ガラスのための中間層及びそれを製造するための方法 Download PDFInfo
- Publication number
- JP2009518467A JP2009518467A JP2008543501A JP2008543501A JP2009518467A JP 2009518467 A JP2009518467 A JP 2009518467A JP 2008543501 A JP2008543501 A JP 2008543501A JP 2008543501 A JP2008543501 A JP 2008543501A JP 2009518467 A JP2009518467 A JP 2009518467A
- Authority
- JP
- Japan
- Prior art keywords
- film
- sheet
- interlayer sheet
- laminate
- thermoplastic interlayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- B32B17/10825—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts
- B32B17/10862—Isostatic pressing, i.e. using non rigid pressure-exerting members against rigid parts using pressing-rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10981—Pre-treatment of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C2059/023—Microembossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24669—Aligned or parallel nonplanarities
- Y10T428/24694—Parallel corrugations
- Y10T428/24702—Parallel corrugations with locally deformed crests or intersecting series of corrugations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31645—Next to addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31645—Next to addition polymer from unsaturated monomers
- Y10T428/31649—Ester, halide or nitrile of addition polymer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Description
1つの実施態様において、本発明は、少なくとも1層のガラスを含む層状構造物において使用するために適した中間層シートまたはフィルムである。本発明の中間層シートまたはフィルムは、加熱することができ、かつ他の中間層材料、硬質プラスチック材料、および/またはガラスとの接着結合を形成させることができる熱可塑性中間層である。より具体的には、本発明の中間層シートまたはフィルムは、エチレン酸コポリマーまたはそれから誘導されたイオノマーなどの無可塑高弾性率ポリマー材料から形成される少なくとも1つの表面層を含み、しかも少なくとも1つの表面層の外側表面が、特定のパターンでエンボス加工される。
本発明の中間層シートまたはフィルムが、無可塑高弾性率ポリマー材料を含む少なくとも1つの表面層を含有することが好ましい。好ましくは、ここで用いられた無可塑高弾性率ポリマー材料は、エチレン酸コポリマー、またはそれから誘導されたイオノマー、またはそれらの組合せである。
ここで用いられたエチレン酸コポリマーを、全カルボン酸含量を基準にして金属イオンで0〜約100パーセント中和してイオノマーを生じてもよい。金属イオンは一価、二価、三価、多価、およびそれらの混合物であってもよい。好ましい一価金属イオンには、ナトリウム、カリウム、リチウム、銀、水銀、銅等およびそれらの混合物などがあるがそれらに限定されない。好ましい二価金属イオンには、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム、銅、カドミウム、水銀、スズ、鉛、鉄、コバルト、ニッケル、亜鉛等およびそれらの混合物などがあるがそれらに限定されない。好ましい三価金属イオンには、アルミニウム、スカンジウム、鉄、イットリウム等およびそれらの混合物などがあるがそれらに限定されない。好ましい多価金属イオンには、チタン、ジルコニウム、ハフニウム、バナジウム、タンタル、タングステン、クロム、セリウム、鉄等およびそれらの混合物などがあるがそれらに限定されない。好ましくは、金属イオンが多価であるとき、米国特許第3,404,134号明細書に開示されているように、ステアレート、オレエート、サリチレート、およびフェノレート基などの錯化剤が含有される。より好ましくは、金属イオンは、ナトリウム、リチウム、マグネシウム、亜鉛、アルミニウム、およびそれらの混合物からなる群から選択される。最も好ましくは、金属イオンは、ナトリウム、亜鉛、およびそれらの混合物からなる群から選択される。好ましくは、酸コポリマーは、全カルボン酸含量を基準にして金属イオンで約10〜約90パーセント、またはより好ましくは、約20〜約80パーセント中和される。ここで用いられたエチレン酸コポリマーは、例えば、米国特許第3,404,134号明細書に開示されているように中和されてもよい。
ここで用いられた無可塑高弾性率ポリマー組成物は、樹脂の溶融流れを有効に低減する添加剤を、熱硬化性フィルムおよびシートを製造する限界までさらに混入してもよい。このような添加剤の使用は、シートまたはフィルムおよびそれから製造された積層体の上方の最終使用温度を強化する。典型的に、最終使用温度は、20℃〜70℃まで上げられる。さらに、このような材料から製造された積層体は、耐火性である。中間層シートまたはフィルムの溶融流れを低減することによって、材料は、積層体から溶融および流れる傾向を低減しており、そして次に、燃焼のための付加的な燃料として役立つ。溶融流れ低下添加剤の特定の例には、有機ペルオキシド、例えば2,5−ジメチルヘキサン−2,5−ジヒドロペルオキシド、2,5−ジメチル−2,5−ジ(tert−ベチルペルオキシ)ヘキサン−3、ジ−tert−ブチルペルオキシド、tert−ブチルクミルペルオキシド、2,5−ジメチル−2,5−ジ(tert−ブチルペルオキシ)ヘキサン、ジクミルペルオキシド、α,α’−ビス(tert−ブチル−ペルオキシイソプロピル)ベンゼン、n−ブチル−4,4−ビス(tert−ブチルペルオキシ)吉草酸、2,2−ビス(tert−ブチルペルオキシ)ブタン、1,1−ビス(tert−ブチル−ペルオキシ)シクロヘキサン、1,1−ビス(tert−ブチルペルオキシ)−3,3,5−トリメチル−シクロヘキサン、tert−ブチルペルオキシベンゾエート、過酸化ベンゾイル等および混合物またはそれらの組合せなどがある。好ましくは、有機ペルオキシドは約100℃以上の温度において分解してラジカルを発生する。より好ましくは、有機ペルオキシドは、約70℃以上において10時間の半減期をもたらす分解温度を有し、ブレンディング作業のための改良された安定性を提供する。典型的に、有機ペルオキシドは、酸コポリマーまたはイオノマー組成物の全重量を基準にして約0.01〜約10重量パーセントのレベルにおいて添加される。必要に応じて、ジブチル錫ジラウレートなどの開始剤を用いてもよい。典型的に、開始剤は、酸コポリマーまたはイオノマー組成物の全重量を基準にして約0.01〜約0.05重量パーセントのレベルにおいて添加される。必要に応じて、ヒドロキノン、ヒドロキノンモノメチルエーテル、p−ベンゾキノン、およびメチルヒドロキノンなどの抑制剤が、反応および安定性に対する制御を強化する目的のために添加されてもよい。典型的に、抑制剤は、ポリマー組成物の全重量を基準にして約5重量パーセント未満のレベルにおいて添加される。
本発明によって、ここに開示された中間層シートまたはフィルムは、上に記載された無可塑高弾性率ポリマー材料から形成される単一層シートまたはフィルムであってもよく、特定のパターンでエンボス加工された少なくとも1つの表面を有する。もしくは、ここに開示された中間層シートまたはフィルムは、上に記載された無可塑高弾性率ポリマー材料から形成される少なくとも1つの表面層を有する多層シートまたはフィルムであってもよく、特定のパターンでエンボス加工された少なくとも1つの表面層の外側表面を有する。多層シートおよびフィルムの1つの利点は、1つより多いポリマー材料の望ましい性質を構造物中に調製することができ、他方、より高価な成分を内側または外側の層に帰属させることができることであり、そこでそれらは最終使用の要求条件をより効率的に満たすことができる。ここに開示された多層シートまたはフィルムは、多層シートまたはフィルム中の各層の組成、各層の厚さおよび様々な層の配置によって変化させられてもよい。例えば、3層構成において、接着性、光学透明度、粘着防止または物理的性質を強化するために役立つ、上に記載された無可塑ポリマー材料が表面層に含有されてもよく、他方、中間層は光学透明度、構造支持体、衝撃吸収性等を提供することができ、または単によりコスト効率的な構造物を提供する。
必要に応じて、中間層シートまたはフィルムの一方または両方の表面を処理して他の積層体層に対する接着性を強化してもよい。この処理は、接着剤、シランなどのプライマー、米国特許第2,632,921号明細書、米国特許第2,648,097号明細書、米国特許第2,683,894号明細書および米国特許第2,704,382号明細書に開示されたような火炎処理、米国特許第4,732,814号明細書に開示されたようなプラズマ処理の他、電子ビーム処理、酸化処理、コロナ放電処理、化学処理、クロム酸処理、ホットエアー処理、オゾン処理、紫外線処理、サンドブラスト処理、溶剤処理等およびそれらの組合せなど、当該技術分野の範囲内で公知の任意形をとってもよい。例えば、炭素の薄い層が米国特許第4,865,711号明細書に開示されたような真空スパッタリングによってシートまたはフィルムの一方または両方の表面上に堆積されてもよい。または、米国特許第5,415,942号明細書に開示されているように、ヒドロキシアクリルヒドロゾルプライマーコーティングは、ポリ(エチレンテレフタレート)フィルムのための接着性促進プライマーとして役立つ場合がある。
本発明によって、中間層シートまたはフィルムの少なくとも1つのエンボス加工表面は、空気の閉じ込めを防ぐために特定の表面パターンを有するのがよい。通常の表面パターンまたはテキスチャーは、仮想平面の下にあるエリアに流れるために、平らにされた中間層シートの仮想平面の上に隆起している材料の体積の大きなパーセンテージを必要とする。(積層工程が終了した後に中間層とガラスとの境界面である)平面の(主に)上および下にある中間層材料は、熱、印加圧力、および時間の組合せによって流れなければならない。表面の幾何学的形状を画定するために必要な異なったピーク高さ、間隔、体積、およびその他の記述子の各々の特定のパターンは、表面パターンを圧縮する相当する量の仕事またはエネルギーをもたらす。本発明は、特定の表面パターンを提供し、エチレン酸コポリマーまたはそれから誘導されたイオノマーなどの無可塑高弾性率ポリマーから誘導された中間層シート材料の表面に導入されるとき、ロール予備プレス処理または減圧バッグ/リング等の通常の技術によって空気除去が達成される場合に十分な空気除去が行なわれる前に起こる早期の接触または封止を防ぐことができる。特に、ここに開示された表面パターンは、効率的な脱気を可能にするが、圧縮のためにより少ない(または予備プレス/脱気方法のために調整された制御されたかつ所望のレベルの)エネルギーを必要とする。
別の実施態様において、本発明は、上に記載された中間層シートまたはフィルムから得られた少なくとも1つの層を含む積層体である。例えば、本発明の積層体は、当該中間層シートまたはフィルムの少なくとも1つの層にガラス、ポリマーフィルム、ポリマーシート、金属フィルム、金属シート等およびそれらの組合せの1つまたは複数の層を積層することによって形成されてもよい。好ましくは、本発明の積層体は、ガラスの少なくとも1つの層と当該中間層シートまたはフィルムの少なくとも1つの層とを含む。より好ましくは、本発明の積層体は、ガラスの2つの外側層と、当該中間層シートまたはフィルムから形成された1つの内側層とを含む。
表面粗さの特性決定
表面粗さRzは、国際標準化機構のISO−R468に従って10ポイント平均粗さによってミクロン単位で表すことができる。粗さの測定は、26mmのトレース長さを用いてASMEB46.1−1995に記載されたようにスタイラスタイプのプロフィルメーター(日本、東京の東京精密株式会社によって製造されたSurfcom 1500A)を用いて行なわれた。ARpおよびARtおよびエリアとがりは、Mahr GmbH(Gottingen,Germany)によって製造されたPerthometer Conceptシステムを用いて201ステップで5.6mm×5.6mmエリアにわたり粗さをトレースすることによって測定される。
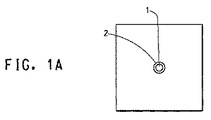
特定のパターンを有する中間層の脱気効率は、接合体中の隙間の絶対圧力を測定することによって定量される。図1A−1Cをここで参照すると、試験される中間層は通常の接合体として接合されるが、ただし、ガラスのトッププレートは、その中心にドリルで開けられた孔(1)を有する。ガラス、中間層、および全ての補助装置は、試験前に1時間22.5±2.5℃に平衡させられる。中間層が2つの明らかに異なったパターンをいずれかの面上に有する場合、評価される表面パターンを有する面は、孔(1)を有するガラス片と接触して配置される。圧力(または真空)カプラー(2)のベースはガラスの孔の周りに固定および封止される(圧力または真空カプラーは、接続された時に筺体と外側との間に空気を移動させることができるデバイスである)。1枚の布(幅約30mm)を、接合体のエッジの周りに巻き付ける。別の真空カプラー(3)のベースを、隅の1つに綿布(50mm×50mm)の2つの層の上に置く。次に、外周ブリーザーとカプラーの2つのベースプレートとを有する接合体を厚さ0.1mmのナイロン袋(4)の内部に置く。袋を封止する。十字のマークを、ベースプレートのすぐ上に袋を通してカットする。真空カプラーをナイロン袋を通して取り付け、漏れがないことを確実にするように注意する。コーナープレートを真空源(公称で84kPa、大気圧未満)に取り付け、他方、センタープレートを真空ゲージまたは較正圧力変換器に取り付ける。ゲージ読み取り値(または変換器出力)は、真空が印加された後に所定の間隔で記録される。記録されたデータは、真空が印加された後に最初の1分間10秒間隔で、その後30秒間15秒間隔で、その後さらに30秒間30秒間隔で、およびその後、真空を印加した後、10分まで1分間隔での絶対間隙圧力を含む。効率的な真空脱気を可能にする表面は、絶対間隙圧力を数分以内に急速に低下させる。排気の90秒後においての間隙圧力は中間層がどれほど脱気するかを示す。排気の90秒後において、絶対間隙圧力が53.3kPaを超える場合、脱気は不十分であり、中間層は真空脱気に適していない。
高い(高温の)周囲温度においての脱気効率の定量は、室温においての脱気効率の定量と同じであるが、ただし、試験される中間層、ガラス、カプラーは全て、試験前に30.5±2.5℃に平衡させられる。排気の90秒後において、絶対間隙圧力が53.5kPaを超える場合、脱気は不十分であり、夏の場合のように周囲温度が高温であるとき、中間層は真空脱気に適していない。
予備プレスは、試験された各中間層から製造される。TAATガラスの向きを使用する。中間層を2枚のガラスの間に置き、過剰な中間層をトリムする。接合体と称されるガラス/中間層/ガラスサンドイッチを、0.1mmの(ナイロン)プラスチック袋内に置く。真空アダプターは、プラスチック袋の内部に、封止された後に真空ホースを接続することを可能にする。内部に接合体を有する袋は、周囲温度(22.5℃±2.5℃)において53.3kPaの真空(48.0kPaの絶対圧力)において90秒間排気される。初期真空の後、ナイロン袋およびその内容物および真空ホースを炉の内部に置き、6分間120〜122℃に維持した。その時間の終わりに、ナイロン袋を炉から取り出し、すぐに真空ホースを外す。この段階のガラス/中間層/ガラス構造物は予備プレスと呼ばれる。出発点の中間層粗さに応じて、予備プレスは曇っているかまたは透明にみえる場合がある。曇りは、予備プレス内の8つの場所でGardner製のHazegardヘイズ測定器を用いて測定される。結果を平均することができる。
このおよび以下の実施例において、ナトリウムイオンで約37%中和された、メタクリル酸の重合残留物約19重量パーセントを有するイオノマーを用いて、様々な厚さ2.3mmおよび600mm平方の大きいイオノマーシートを形成した。
DuPont Thermomechanical Analyzer(TMA)を使用して、印加された力と時間および温度のパラメーターとの関数として圧縮度の精密な測定を行なった。「バルク」流れ性質のいくつかは表1に示され、TMAプローブの変位量は試験中の中間層シート(PVBまたはイオノマー)の各厚さの20%または60%に調整された。各々の力のレベルにおいて、温度を−20℃から200℃に5℃/分において上昇させ、圧縮指数の各々が得られた時に温度を記録した。表1の結果は、ポリマー「変位量」のクロスオーバーとして中間層タイプ間のレオロジーの差が、印加された力および温度の関数として生じることを示す。

予め平滑にされたイオノマー中間層を様々な表面テキスチャーでエンボス加工するために、テキスチャー化表面を中間層に当てて圧力を加え、少し加熱した(室温から完全な溶融状態(例えば120℃)にまで及ぶ)。様々なエンボス加工表面パターンを有するこのようなイオノマー中間層に、約70℃の温度においてTMA試験を実施し、異なった圧力下でのそれらの潜在弾性値を記録した。同じ条件において、予め平滑にされたイオノマーシートの潜在弾性を差し引く、各エンボス加工イオノマーシートの潜在弾性のプロットを図2に示す。
Claims (11)
- 無可塑高弾性率ポリマーと少なくとも1つのエンボス加工表面とを含む熱可塑性中間層シートまたはフィルムであって、前記エンボス加工表面が、少なくとも2つの平行でない方向の脱気するための比較的連続した溝を提供する表面パターンを含み、前記溝が約0.1〜約1mm離隔され、約2〜約25μmの深さおよび約30〜約300μmの幅を有する、熱可塑性中間層シートまたはフィルム。
- 請求項1に記載の熱可塑性中間層シートまたはフィルムとガラス表面とを含む予備積層体。
- 請求項1に記載の予備積層体を提供する工程と、熱可塑性中間層シートをガラス表面に積層する工程とを含む、ガラス積層体を作製するための方法。
- 前記無可塑高弾性率ポリマーがエチレン酸コポリマーまたはそれから誘導されたイオノマーである、請求項1〜3のいずれか一項に記載の熱可塑性中間層シートまたはフィルム、予備積層体または方法。
- 前記溝の深さが約14〜約20μmである、請求項1〜4のいずれか一項に記載の熱可塑性中間層シートまたはフィルム、予備積層体または方法。
- 前記溝の幅が約40〜約250μmである、請求項3に記載の熱可塑性中間層シートまたはフィルム、予備積層体または方法。
- 前記少なくとも1つのエンボス加工表面が、32μm未満の全エリア粗さARt、0.42〜0.62のARp/ARtの比、および約5未満のエリアとがりAKuを有する、請求項1〜6のいずれか一項に記載の熱可塑性中間層シートまたはフィルム、予備積層体または方法。
- ARp/ARtの前記比が0.52〜0.62である、請求項5に記載の熱可塑性中間層シートまたはフィルム。
- 前記エリアとがりAKuが約2.5未満である、請求項5に記載の熱可塑性中間層シートまたはフィルム。
- 前記熱可塑性中間層シートまたはフィルムの両方の表面が、少なくとも2つの平行でない方向の脱気するための比較的連続した溝を提供するエンボス加工表面パターンを含み、前記溝が約0.1〜1mm離隔され、約25μm未満の深さおよび約30〜300μmの幅を有する、請求項1〜9のいずれか一項に記載の熱可塑性中間層シートまたはフィルム、予備積層体または方法。
- 前記予備積層体が、前記熱可塑性中間層シートまたはフィルムの対向する面上にガラスの2つの層を含む、請求項1〜10のいずれか一項に記載の予備積層体または方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/292,721 US7351468B2 (en) | 2000-10-26 | 2005-12-02 | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same |
| PCT/US2006/046056 WO2007064922A1 (en) | 2005-12-02 | 2006-12-01 | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009518467A true JP2009518467A (ja) | 2009-05-07 |
| JP2009518467A5 JP2009518467A5 (ja) | 2010-01-28 |
Family
ID=37882163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008543501A Pending JP2009518467A (ja) | 2005-12-02 | 2006-12-01 | すぐれた脱気及び積層特性を有する積層安全ガラスのための中間層及びそれを製造するための方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7351468B2 (ja) |
| EP (1) | EP1965977B1 (ja) |
| JP (1) | JP2009518467A (ja) |
| CN (1) | CN101321619B (ja) |
| AU (1) | AU2006320431C1 (ja) |
| WO (1) | WO2007064922A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014501641A (ja) * | 2010-11-30 | 2014-01-23 | ソルティア・インコーポレーテッド | ポリマーメルトシートの直接エンボス加工のためのシステム、方法及び装置 |
| JP2015189072A (ja) * | 2014-03-28 | 2015-11-02 | 東レ株式会社 | 凹凸構造フィルムの製造方法および製造装置 |
| JP2018058760A (ja) * | 2013-02-14 | 2018-04-12 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 可塑剤の少ない層を有する可塑剤含有ポリビニルアセタールからなる積層品を有する合せガラス積層品の製造方法 |
| JP2019069865A (ja) * | 2017-10-05 | 2019-05-09 | 日本電気硝子株式会社 | 合わせガラスの製造方法 |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8048587B2 (en) * | 2002-11-27 | 2011-11-01 | Delphi Technologies, Inc. | Compliant current collector for fuel cell anode and cathode |
| US7334371B2 (en) * | 2003-04-04 | 2008-02-26 | E.I. Du Pont De Nemours And Company | Glass laminates having improved structural integrity against severe stresses for use in external pressure plate glazing applications |
| US20050042422A1 (en) * | 2003-06-13 | 2005-02-24 | Bennison Stephen J. | Point attachment systems for laminated glass |
| US20060005482A1 (en) * | 2003-07-31 | 2006-01-12 | Bennison Stephen J | Point attachment systems for laminated glass and a process for preparing same |
| WO2005058596A1 (en) * | 2003-12-16 | 2005-06-30 | E.I. Dupont De Nemours And Company | Glass laminates having improved structural integrity against severe impacts comprising a flexible attachment |
| US7445683B2 (en) * | 2005-11-30 | 2008-11-04 | E. I. Du Pont De Nemours And Company | Thermoplastic resin compositions suitable for use in laminated safety glass |
| US7678441B2 (en) | 2005-12-02 | 2010-03-16 | E.I. Du Pont De Nemours And Company | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same |
| US7851694B2 (en) * | 2006-07-21 | 2010-12-14 | E. I. Du Pont De Nemours And Company | Embossed high modulus encapsulant sheets for solar cells |
| US8772624B2 (en) * | 2006-07-28 | 2014-07-08 | E I Du Pont De Nemours And Company | Solar cell encapsulant layers with enhanced stability and adhesion |
| US7847184B2 (en) * | 2006-07-28 | 2010-12-07 | E. I. Du Pont De Nemours And Company | Low modulus solar cell encapsulant sheets with enhanced stability and adhesion |
| US7968008B2 (en) * | 2006-08-03 | 2011-06-28 | Fry's Metals, Inc. | Particles and inks and films using them |
| US20080099064A1 (en) * | 2006-10-27 | 2008-05-01 | Richard Allen Hayes | Solar cells which include the use of high modulus encapsulant sheets |
| US8168885B2 (en) * | 2007-02-12 | 2012-05-01 | E.I. Du Pont De Nemours And Company | Low modulus solar cell encapsulant sheets with enhanced stability and adhesion |
| US20080196760A1 (en) * | 2007-02-15 | 2008-08-21 | Richard Allen Hayes | Articles such as safety laminates and solar cell modules containing high melt flow acid copolymer compositions |
| US8691372B2 (en) * | 2007-02-15 | 2014-04-08 | E I Du Pont De Nemours And Company | Articles comprising high melt flow ionomeric compositions |
| US20080254302A1 (en) | 2007-04-13 | 2008-10-16 | David Paul Bourcier | Multiple layer polymer interlayers having a melt fractured surface |
| US20080268204A1 (en) * | 2007-04-29 | 2008-10-30 | David Paul Bourcier | Multiple layer polymer interlayers having an embossed surface |
| US20080264471A1 (en) * | 2007-04-30 | 2008-10-30 | Richard Allen Hayes | Solar cell modules comprising compositionally distinct encapsulant layers |
| US8080726B2 (en) | 2007-04-30 | 2011-12-20 | E. I. Du Pont De Nemours And Company | Solar cell modules comprising compositionally distinct encapsulant layers |
| US20080302461A1 (en) * | 2007-06-08 | 2008-12-11 | E. I. Du Pont De Nemours And Company | Transparent Colored High Modulus Interlayers and Laminates Therefrom |
| US20080318063A1 (en) * | 2007-06-22 | 2008-12-25 | Anderson Jerrel C | Glass laminates with improved weatherability |
| EP2190663A1 (en) * | 2007-09-17 | 2010-06-02 | E. I. du Pont de Nemours and Company | Process for the manufacture of a glass laminate |
| US8097113B2 (en) * | 2007-09-17 | 2012-01-17 | E. I. Du Pont De Nemours And Company | Glass laminate containing poly vinyl acetal |
| US8097114B2 (en) * | 2007-09-17 | 2012-01-17 | E. I. Du Pont De Nemours And Company | Glass laminate containing ionomer |
| US20090155576A1 (en) * | 2007-12-18 | 2009-06-18 | E. I. Du Pont De Nemours And Company | Glass-less glazing laminates |
| JP2011522442A (ja) | 2008-06-02 | 2011-07-28 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 低ヘーズの封止層を有する太陽電池モジュール |
| US8399096B2 (en) * | 2008-10-31 | 2013-03-19 | E I Du Pont De Nemours And Company | High-clarity ionomer compositions and articles comprising the same |
| US20100154867A1 (en) * | 2008-12-19 | 2010-06-24 | E. I. Du Pont De Nemours And Company | Mechanically reliable solar cell modules |
| WO2010077429A1 (en) | 2008-12-30 | 2010-07-08 | E. I. Du Pont De Nemours And Company | High-clarity blended ionomer compositions and articles comprising the same |
| CN107043486A (zh) * | 2008-12-31 | 2017-08-15 | 纳幕尔杜邦公司 | 具有低雾度和高耐湿性的离聚物组合物以及包含该组合物的制品 |
| CH701494A1 (de) * | 2009-07-21 | 2011-01-31 | 3S Swiss Solar Systems Ag | Laminierverfahren. |
| WO2012082943A1 (en) * | 2010-12-15 | 2012-06-21 | E. I. Du Pont De Nemours And Company | Method for fabricating a photovoltaic module using a fixture and using localized heating to heat areas of increased heating capability and module produced thereby |
| US9574028B2 (en) * | 2013-04-09 | 2017-02-21 | Solutia Inc. | Embossed polymer sheet |
| EP3150373A1 (en) * | 2015-09-30 | 2017-04-05 | AGC Glass Europe | Vehicle glazing |
| US10538063B2 (en) | 2016-05-09 | 2020-01-21 | Kuraray America, Inc. | Multilayer interlayer and glass laminate |
| US20180117883A1 (en) | 2016-10-28 | 2018-05-03 | Kuraray America, Inc. | Wedge-shaped multilayer interlayer and glass laminate |
| CN116675925A (zh) | 2017-07-31 | 2023-09-01 | 可乐丽美国股份有限公司 | 粘附特性增强的离聚物夹层 |
| DE102018125998B4 (de) * | 2018-10-19 | 2023-03-09 | Polyplast Sander Gmbh | Verfahren zur herstellung einer kunststoff-verbundscheibe |
| EP3921151A1 (en) | 2019-02-04 | 2021-12-15 | Kuraray Europe GmbH | Hurricane-resistant acoustic glazing |
| KR102363361B1 (ko) * | 2019-12-31 | 2022-02-14 | 에스케이씨 주식회사 | 접합용 필름 및 이를 포함하는 광투과 적층체 |
| JP2023527773A (ja) | 2020-05-22 | 2023-06-30 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 制御された剥離区画処理を伴い、強化された性能を有する、中間層ならびに積層体 |
| US20230382087A1 (en) | 2020-09-28 | 2023-11-30 | Kuraray Europe Gmbh | Glass laminates with reduced creep at elevated temperature |
| EP4263739A2 (en) | 2020-12-16 | 2023-10-25 | Kuraray Europe GmbH | Laminated structures with composite adhesive polymeric interlayer comprising cohesive debonding zones for enhanced performance |
| WO2023096879A1 (en) | 2021-11-23 | 2023-06-01 | Kuraray Europe Gbmh | Interlayer and laminate with controlled debonding zone treatments |
| WO2023249853A1 (en) | 2022-06-22 | 2023-12-28 | Kuraray America, Inc. | Ionomer resin composition |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09241045A (ja) * | 1996-03-07 | 1997-09-16 | Sekisui Chem Co Ltd | 合わせガラス用中間膜 |
| JP2003048762A (ja) * | 2001-08-01 | 2003-02-21 | Sekisui Chem Co Ltd | 合わせガラス用中間膜 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2904844A (en) * | 1956-02-10 | 1959-09-22 | Du Pont | Process for embossing polyvinyl acetal sheets |
| FR1183541A (fr) | 1956-10-18 | 1959-07-08 | Du Pont | Verre de sécurité stratifié perfectionné |
| NL129542C (ja) * | 1961-08-31 | 1900-01-01 | ||
| US3471460A (en) * | 1961-08-31 | 1969-10-07 | Du Pont | Amine-modified hydrocarbon polymers |
| US3344014A (en) * | 1963-02-28 | 1967-09-26 | Du Pont | Safety glass |
| US3437718A (en) * | 1967-01-23 | 1969-04-08 | Du Pont | Polymer blends |
| US4035549A (en) * | 1975-05-19 | 1977-07-12 | Monsanto Company | Interlayer for laminated safety glass |
| US4323247A (en) * | 1981-01-19 | 1982-04-06 | Acushnet Company | Golf ball cover |
| JPS57150532A (en) * | 1981-03-12 | 1982-09-17 | Mitsubishi Monsanto Chem Co | Intermediate membrane made of thermoplastic resin |
| US4452935A (en) * | 1981-06-01 | 1984-06-05 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Interlayer film for laminated glass |
| US4668574A (en) * | 1983-05-03 | 1987-05-26 | Advanced Glass Systems, Corp. | Laminated safety glass |
| US4663228A (en) * | 1983-05-03 | 1987-05-05 | Advanced Glass Systems Corp. | Laminated safety glass |
| US4906703A (en) * | 1984-08-17 | 1990-03-06 | Artistic Glass Products Company | Ionomer resin films and laminates thereof |
| US4619973A (en) * | 1984-08-17 | 1986-10-28 | Advanced Glass Systems, Inc. | Ionomer resin films |
| US4799346A (en) * | 1988-07-16 | 1989-01-24 | Advanced Glass Systems Corp. | Laminated glazing unit |
| US5002820A (en) * | 1989-05-25 | 1991-03-26 | Artistic Glass Products | Laminated safety glass |
| US5124208A (en) * | 1990-06-28 | 1992-06-23 | Artistic Glass Products | Fire resistant windows |
| US5061748A (en) * | 1990-06-28 | 1991-10-29 | Artistic Glass Products Company | Fire resistant windows |
| US5091258A (en) * | 1990-08-20 | 1992-02-25 | Monsanto Company | Laminate for a safety glazing |
| JPH04108641A (ja) * | 1990-08-28 | 1992-04-09 | Stanley Electric Co Ltd | 積層透明基板の製造方法 |
| CA2039629A1 (en) | 1990-10-23 | 1992-04-24 | Nelson Bolton | Method for preparing laminated safety glass |
| US5571878A (en) * | 1991-09-24 | 1996-11-05 | Chevron Chemical Company | Ethylene-alkyl acrylate copolymers and derivatives having improved melt-point temperatures and adhesive strength and processes for preparing same |
| US5455103A (en) * | 1994-01-24 | 1995-10-03 | Monsanto Company | Rough-surfaced interlayer |
| BE1008385A3 (nl) * | 1994-05-30 | 1996-04-02 | Tale Consultants Ltd | Werkwijze voor het vervaardigen van gelaagd glas en werkwijze voor het vervaardigen van een daarbij gebruikt vel van polyvinylbutyral. |
| US5496640A (en) * | 1994-08-15 | 1996-03-05 | Artistic Glass Products Company | Fire resistant transparent laminates |
| US5536347A (en) * | 1994-09-22 | 1996-07-16 | Monsanto Company | No autoclave process for forming a safety glass laminate |
| IT1282848B1 (it) | 1995-06-13 | 1998-04-01 | Ipm Ind Plastica Monregalese S | Vetro laminato o stratificato e metodo per la sua fabbricazione. |
| US6159608A (en) * | 1995-09-28 | 2000-12-12 | Saint-Gobain Performance Plastics Corporation | Thermoplastic interlayer film |
| FR2743802B1 (fr) | 1996-01-19 | 1998-03-20 | Saint Gobain Vitrage | Vitrage feuillete et primaire utilise pour sa realisation |
| US5763062A (en) * | 1996-11-08 | 1998-06-09 | Artistic Glass Products Company | Ionomer resin films and laminates thereof |
| DE19729336A1 (de) * | 1997-07-09 | 1999-01-14 | Vetrotech Saint Gobain Int Ag | Feuerwiderstandsfähige Verbundglasscheibe |
| WO1999058334A2 (en) | 1998-05-14 | 1999-11-18 | E.I. Du Pont De Nemours And Company | Glass laminates for threat resistant window systems |
| US6093471A (en) * | 1999-02-08 | 2000-07-25 | Solutia Inc. | Polyvinyl butyral sheet |
| EP2292427B1 (en) * | 1999-07-01 | 2012-05-23 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass |
| EP1184912A4 (en) * | 2000-02-18 | 2006-08-30 | Bridgestone Corp | SEALING LAYER FOR SOLAR CELL AND SOLAR CELL MANUFACTURING METHOD |
| WO2001072510A2 (en) * | 2000-03-29 | 2001-10-04 | E.I. Dupont De Nemours And Company | Glass/polyvinylbutyral laminates having directional surface patterns and a process for preparing same |
| US6800355B2 (en) * | 2000-03-29 | 2004-10-05 | E. I. Du Pont De Nemours And Company | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same |
| US20030124296A1 (en) * | 2000-10-26 | 2003-07-03 | Smith Charles Anthony | Glass laminates for threat resistant window systems |
| US20020155302A1 (en) * | 2001-04-19 | 2002-10-24 | Smith Novis W. | Method for preparing laminated safety glass |
| US20030044579A1 (en) * | 2001-08-25 | 2003-03-06 | Nelson Bolton | Anti-spalling laminated safety glass |
| JP2003204074A (ja) * | 2001-10-29 | 2003-07-18 | Sharp Corp | 太陽電池用封止膜、およびこれを用いた太陽電池パネルの製造方法 |
-
2005
- 2005-12-02 US US11/292,721 patent/US7351468B2/en not_active Expired - Fee Related
-
2006
- 2006-12-01 EP EP20060844724 patent/EP1965977B1/en active Active
- 2006-12-01 AU AU2006320431A patent/AU2006320431C1/en not_active Ceased
- 2006-12-01 WO PCT/US2006/046056 patent/WO2007064922A1/en active Application Filing
- 2006-12-01 JP JP2008543501A patent/JP2009518467A/ja active Pending
- 2006-12-01 CN CN2006800452411A patent/CN101321619B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09241045A (ja) * | 1996-03-07 | 1997-09-16 | Sekisui Chem Co Ltd | 合わせガラス用中間膜 |
| JP2003048762A (ja) * | 2001-08-01 | 2003-02-21 | Sekisui Chem Co Ltd | 合わせガラス用中間膜 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014501641A (ja) * | 2010-11-30 | 2014-01-23 | ソルティア・インコーポレーテッド | ポリマーメルトシートの直接エンボス加工のためのシステム、方法及び装置 |
| JP2018058760A (ja) * | 2013-02-14 | 2018-04-12 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 可塑剤の少ない層を有する可塑剤含有ポリビニルアセタールからなる積層品を有する合せガラス積層品の製造方法 |
| JP2015189072A (ja) * | 2014-03-28 | 2015-11-02 | 東レ株式会社 | 凹凸構造フィルムの製造方法および製造装置 |
| JP2019069865A (ja) * | 2017-10-05 | 2019-05-09 | 日本電気硝子株式会社 | 合わせガラスの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060141212A1 (en) | 2006-06-29 |
| US7351468B2 (en) | 2008-04-01 |
| EP1965977B1 (en) | 2015-03-04 |
| AU2006320431A1 (en) | 2007-06-07 |
| EP1965977A1 (en) | 2008-09-10 |
| CN101321619B (zh) | 2013-07-10 |
| WO2007064922A1 (en) | 2007-06-07 |
| AU2006320431C1 (en) | 2011-11-03 |
| CN101321619A (zh) | 2008-12-10 |
| AU2006320431B2 (en) | 2010-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009518467A (ja) | すぐれた脱気及び積層特性を有する積層安全ガラスのための中間層及びそれを製造するための方法 | |
| US7678441B2 (en) | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same | |
| US7851694B2 (en) | Embossed high modulus encapsulant sheets for solar cells | |
| JP4951515B2 (ja) | 一部がプラスチック板からなる合わせガラスの製造方法、および合わせガラス | |
| US8101267B2 (en) | Multilayer polymeric laminates and high strength laminates produced therefrom | |
| AU2001247869B2 (en) | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same | |
| JP5529882B2 (ja) | エチレンコポリマーのブレンドのシートを含む積層物品 | |
| KR102534524B1 (ko) | 개선된 광학 및 방음 특성을 갖는 다층 중간층 | |
| KR20190065310A (ko) | 쐐기형 다층 중간층 및 유리 라미네이트 | |
| AU2001247869A1 (en) | Interlayers for laminated safety glass with superior de-airing and laminating properties and process for making the same | |
| JP2011502942A (ja) | ガラスラミネートの製造方法 | |
| MXPA02003874A (es) | Metodo y pelicula para producir hojas de vidrio laminadas de seguridad. | |
| JP2010524843A (ja) | エンボス表面を有する複数層ポリマー中間層 | |
| JP2011507278A (ja) | ターイオノマーフィルムまたはシートおよびそれを含む太陽電池モジュール | |
| JP2009256128A (ja) | 合わせガラスの製造方法および合わせガラス | |
| CN115667440A (zh) | 性能增强的具有受控的脱粘区域处理的夹层和层叠体 | |
| JP2000256043A (ja) | 合わせガラス用中間膜および合わせガラス | |
| JPH08143346A (ja) | 合わせガラス用中間膜の製造方法 | |
| TW202400691A (zh) | 聚合物膜及其應用 | |
| MX2008002827A (es) | Proceso para la produccion de vidrio compuesto parcialmente de hoja de plastico, y vidrio laminado. | |
| JP2018167502A (ja) | 熱可塑性樹脂膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111226 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120326 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120626 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120723 |