JP2009226504A - ワイヤ放電加工装置 - Google Patents
ワイヤ放電加工装置 Download PDFInfo
- Publication number
- JP2009226504A JP2009226504A JP2008071828A JP2008071828A JP2009226504A JP 2009226504 A JP2009226504 A JP 2009226504A JP 2008071828 A JP2008071828 A JP 2008071828A JP 2008071828 A JP2008071828 A JP 2008071828A JP 2009226504 A JP2009226504 A JP 2009226504A
- Authority
- JP
- Japan
- Prior art keywords
- pulse
- wire
- voltage
- electric discharge
- discharge machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
【課題】加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができるワイヤ放電加工装置を提供する。
【解決手段】シリコンブロック3と対向する対向部14で放電を生じさせることにより、シリコンブロック3を放電加工するワイヤ11と、シリコンブロック3とワイヤ11との間にパルス電圧を印加するパルス電圧信号を生成するパルス生成部24と、パルス生成部24に直流電力を供給する直流電源23と、シリコンブロック3とワイヤ11との間の電圧を検出する電圧計21と、電圧計21で検出された電圧検出値に基づいてパルス電圧信号の信号波形を設定し、信号波形に対応したパルス波形信号をパルス生成部24に出力するパルス波形設定部22とを備え、パルス波形設定部22は、電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するように信号波形を設定する。
【選択図】図1
【解決手段】シリコンブロック3と対向する対向部14で放電を生じさせることにより、シリコンブロック3を放電加工するワイヤ11と、シリコンブロック3とワイヤ11との間にパルス電圧を印加するパルス電圧信号を生成するパルス生成部24と、パルス生成部24に直流電力を供給する直流電源23と、シリコンブロック3とワイヤ11との間の電圧を検出する電圧計21と、電圧計21で検出された電圧検出値に基づいてパルス電圧信号の信号波形を設定し、信号波形に対応したパルス波形信号をパルス生成部24に出力するパルス波形設定部22とを備え、パルス波形設定部22は、電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するように信号波形を設定する。
【選択図】図1
Description
この発明は、被加工物とワイヤとの間で放電を生じさせることにより、例えば被加工物の一部除去や切断等の放電加工を行うワイヤ放電加工装置に関する。
従来の放電式ワイヤソーは、被加工物(ワーク)と各ワイヤ(切断ワイヤ部分)との間の放電電圧を検出し、各電圧検出値に基づいて、被加工物の切断送り動作、すなわち被加工物の位置を制御している(例えば、特許文献1参照)。
具体的には、各電圧検出値のうちの最小値があらかじめ設定された目標値よりも低くなった場合に、被加工物の切断送りが停止される。また、この最小値が目標値よりも高い場合には、この最小値と目標値との差に応じた速度で被加工物の切断送りが行われる。
具体的には、各電圧検出値のうちの最小値があらかじめ設定された目標値よりも低くなった場合に、被加工物の切断送りが停止される。また、この最小値が目標値よりも高い場合には、この最小値と目標値との差に応じた速度で被加工物の切断送りが行われる。
なお、電圧検出値が低下する原因としては、例えば以下の2つのものが考えられる。第1の原因としては、被加工物の切断送り速度が放電加工の加工速度よりも速く、被加工物とワイヤとが接近するものが考えられる。また、第2の原因としては、ワイヤの振動、または被加工物とワイヤとの間に加工屑等が挟まることにより短時間の短絡が発生し、加工状態が一時的に悪化するものが考えられる。
しかしながら、従来技術には、次のような問題点があった。
すなわち、この充電式ワイヤソーでは、ワークと切断ワイヤ部分との相対的な位置関係を、ワークの切断送りを制御することにより機械的に制御している。そのため、ワークの切断送りの制御を行うことができる周波数帯域は、一般的に数十Hz以下の帯域に限定される。
これに対して、放電加工は、電気的な現象であり、数十kHz〜1MHz程度の周波数帯域で発生する。
すなわち、この充電式ワイヤソーでは、ワークと切断ワイヤ部分との相対的な位置関係を、ワークの切断送りを制御することにより機械的に制御している。そのため、ワークの切断送りの制御を行うことができる周波数帯域は、一般的に数十Hz以下の帯域に限定される。
これに対して、放電加工は、電気的な現象であり、数十kHz〜1MHz程度の周波数帯域で発生する。
したがって、加工状態が一時的に悪化した場合には、ワークの切断送りの制御が開始されたときに、加工状態が既に改善していることが考えられる。そのため、適切なタイミングで放電加工の加工制御を行うことができず、短絡電流によりワイヤの切断が発生する恐れがあるという問題点があった。
この発明は、上記のような課題を解決するためになされたものであって、その目的は、放電加工の加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができるワイヤ放電加工装置を提供することにある。
この発明に係るワイヤ放電加工装置は、被加工物と対向する対向部で放電を生じさせることにより、被加工物を放電加工するワイヤと、被加工物とワイヤとの間にパルス電圧を印加するためのパルス電圧信号を生成するパルス生成手段と、パルス生成手段に直流電力を供給する電源手段と、被加工物とワイヤとの間の電圧を検出する電圧検出手段と、電圧検出手段で検出された電圧検出値に基づいてパルス電圧信号の信号波形を設定し、信号波形に対応したパルス波形信号をパルス生成手段に出力するパルス波形設定手段とを備え、パルス波形設定手段は、電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するように信号波形を設定するものである。
この発明のワイヤ放電加工装置によれば、制御可能な周波数帯域の低い機械的制御に代えて、高い周波数帯域で制御可能な電気的制御を行うことにより、放電加工の加工制御を高速に行う。
具体的には、パルス波形設定手段は、電圧検出手段で検出された電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するようにパルス電圧信号の信号波形を設定する。
そのため、放電加工の加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができる。
具体的には、パルス波形設定手段は、電圧検出手段で検出された電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するようにパルス電圧信号の信号波形を設定する。
そのため、放電加工の加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができる。
以下、この発明の各実施の形態について図に基づいて説明するが、各図において同一、または相当する部分については、同一符号を付して説明する。
なお、以下の実施の形態では、被加工物としてシリコンブロックを例に挙げて説明するが、これに限定されず、被加工物は、導電性を有していれば別のものであってもよい。また、被加工物の形状も、直方体形状に限定されず、例えば円柱形状等であってもよい。
なお、以下の実施の形態では、被加工物としてシリコンブロックを例に挙げて説明するが、これに限定されず、被加工物は、導電性を有していれば別のものであってもよい。また、被加工物の形状も、直方体形状に限定されず、例えば円柱形状等であってもよい。
実施の形態1.
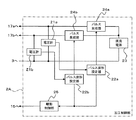
図1は、この発明の実施の形態1に係るワイヤ放電加工装置を示すブロック構成図である。
図1において、このワイヤ放電加工装置は、放電加工を行う放電加工部1と、放電加工部1の動作を制御する加工制御部2とを備えている。
図1は、この発明の実施の形態1に係るワイヤ放電加工装置を示すブロック構成図である。
図1において、このワイヤ放電加工装置は、放電加工を行う放電加工部1と、放電加工部1の動作を制御する加工制御部2とを備えている。
まず、放電加工部1の構成について説明する。
2本のワイヤ11a、11bは、2個のワイヤボビン12a、12bからそれぞれ一定の速さで繰り出されている。ワイヤ11aは、2個のガイドローラ13a、13bに巻き掛けられている。また、ワイヤ11bは、2個のガイドローラ13c、13dに巻き掛けられている。
2本のワイヤ11a、11bは、2個のワイヤボビン12a、12bからそれぞれ一定の速さで繰り出されている。ワイヤ11aは、2個のガイドローラ13a、13bに巻き掛けられている。また、ワイヤ11bは、2個のガイドローラ13c、13dに巻き掛けられている。
被加工物であるシリコンブロック3は、その一面(加工面)が、ワイヤ11aのガイドローラ13a、13bに挟まれた部分、およびワイヤ11bのガイドローラ13c、13dに挟まれた部分と対向するように配置されている。以下、ワイヤ11a、11bとシリコンブロック3とが対向した部分を、それぞれ対向部14a、14bと称する。
また、シリコンブロック3は、モータ15(駆動手段)に接続されたテーブル16(駆動手段)上に固定されている。テーブル16は、モータ15の駆動によって移動され、シリコンブロック3をワイヤ11a、11bに対して切断送りする。モータ15は、加工制御部2からの駆動制御信号によって駆動される。通常時には、シリコンブロック3は、一定の送り速度でワイヤ11a、11bに対して切断送りされている。
また、シリコンブロック3とワイヤ11a、11bの各々との間には、加工制御部2によりパルス電圧が印加される。ワイヤ11a、11bは、それぞれ対向部14a、14bにおいて放電を生じさせることにより、シリコンブロック3を放電加工する。なお、ワイヤ11a、11bには、ワイヤ11a、11bとそれぞれ接触する給電子17a、17bを介して電力が供給される。
続いて、加工制御部2の構成について説明する。
加工制御部2は、電圧計21a、21b(電圧検出手段)と、パルス波形設定部22(パルス波形設定手段)と、直流電源23(電源手段)と、パルス生成部24a、24b(パルス生成手段)と、駆動制御部25(駆動制御手段)とを含んでいる。
ここで、パルス波形設定部22、パルス生成部24a、24bおよび駆動制御部25は、CPUとプログラムを格納したメモリとを有するマイクロプロセッサ(図示せず)で構成されている。
加工制御部2は、電圧計21a、21b(電圧検出手段)と、パルス波形設定部22(パルス波形設定手段)と、直流電源23(電源手段)と、パルス生成部24a、24b(パルス生成手段)と、駆動制御部25(駆動制御手段)とを含んでいる。
ここで、パルス波形設定部22、パルス生成部24a、24bおよび駆動制御部25は、CPUとプログラムを格納したメモリとを有するマイクロプロセッサ(図示せず)で構成されている。
次に、加工制御部2の機能について説明する。
電圧計21aは、シリコンブロック3とワイヤ11aとの間の電圧を検出し、電圧検出値をパルス波形設定部22に出力する。また、電圧計21bは、シリコンブロック3とワイヤ11bとの間の電圧を検出し、電圧検出値をパルス波形設定部22に出力する。
電圧計21aは、シリコンブロック3とワイヤ11aとの間の電圧を検出し、電圧検出値をパルス波形設定部22に出力する。また、電圧計21bは、シリコンブロック3とワイヤ11bとの間の電圧を検出し、電圧検出値をパルス波形設定部22に出力する。
パルス波形設定部22は、電圧計21a、21bからの電圧検出値に基づいて、パルス電圧信号(後述する)の信号波形を設定する。また、パルス波形設定部22は、設定した信号波形に対応したパルス波形信号をパルス生成部24a、24bの各々に出力する。なお、パルス波形設定部22の詳細な動作については後述する。
直流電源23は、パルス生成部24a、24bの各々に直流電力を供給する。
直流電源23は、パルス生成部24a、24bの各々に直流電力を供給する。
パルス生成部24aは、パルス波形設定部22からのパルス波形信号と直流電源23からの直流電力とに基づいて、シリコンブロック3とワイヤ11aとの間にパルス電圧を印加するためのパルス電圧信号を生成する。また、パルス生成部24bは、パルス波形信号と直流電力とに基づいて、シリコンブロック3とワイヤ11bとの間にパルス電圧を印加するためのパルス電圧信号を生成する。また、パルス生成部24a、24bは、生成したパルス電圧信号をそれぞれワイヤ11a、11bに出力する。
駆動制御部25は、パルス波形設定部22に接続されている。また、駆動制御部25は、モータ15に対する駆動制御信号を出力して、モータ15の動作を制御する。なお、駆動制御部25の詳細な動作については後述する。
以下、図1とともに、図2のフローチャートを参照しながら、パルス波形設定部22の動作について説明する。パルス波形設定部22は、所定の周期で図2のフローチャートに示された動作を繰り返し実行する。
まず、パルス波形設定部22は、電圧計21a、21bでそれぞれ検出された電圧検出値を取り込む(ステップS31)。
まず、パルス波形設定部22は、電圧計21a、21bでそれぞれ検出された電圧検出値を取り込む(ステップS31)。
このとき、電圧計21a、21bで検出される電圧は、一般的にパルス状に変化する。そこで、電圧計21a、21bは、パルスの1周期以上の平均値、ON状態の平均値、パルスがON状態になってから一定時間(例えば、1〜数十μsec)が経過した後からパルスがOFF状態になるまでの平均値、パルス1周期中の電圧の絶対値の最大値、所定時間(例えば数十μsecから数十msec)内の絶対値の最小値等を電圧検出値として出力する。また、電圧計21a、21bは、パルスの周期よりも十分に長い時定数を有するローパスフィルタのフィルタ処理後の値、上記検出値の中で少なくとも2つ以上を組み合わせた処理後の値(例えばパルス1周期中の電圧の絶対値の最大値の所定時間内の最小値)を電圧検出値として出力してもよい。
続いて、パルス波形設定部22は、取り込んだ電圧検出値から、絶対値が最も低い電圧値Vminを選択する(ステップS32)。
次に、パルス波形設定部22は、電圧値Vminに基づいて、パルス波形テーブルから、パルス電圧信号の信号波形を設定する(ステップS33)。
次に、パルス波形設定部22は、電圧値Vminに基づいて、パルス波形テーブルから、パルス電圧信号の信号波形を設定する(ステップS33)。
ここで、パルス波形テーブルは、電圧値とパルス電圧信号の信号波形との関係が記されたテーブルであり、パルス波形設定部22に記憶されている。
パルス波形テーブルの電圧値側は、被加工物の材質や電源電圧等に応じて設定される所定電圧値を境界として、通常電圧領域と電圧低下領域とに区分されている。電圧低下領域における信号波形は、通常電圧領域の信号波形と比較して、例えばパルスON時間が短く、かつパルスOFF時間が長くなっており、放電加工の加工エネルギが低下する波形になっている。
パルス波形テーブルの電圧値側は、被加工物の材質や電源電圧等に応じて設定される所定電圧値を境界として、通常電圧領域と電圧低下領域とに区分されている。電圧低下領域における信号波形は、通常電圧領域の信号波形と比較して、例えばパルスON時間が短く、かつパルスOFF時間が長くなっており、放電加工の加工エネルギが低下する波形になっている。
なお、電圧低下領域における信号波形は、パルスON時間のみが短くなってもよいし、パルスOFF時間のみが長くなってもよい。また、この信号波形は、ピーク値が通常電圧領域の信号波形よりも低くなっていてもよいし、一定のパルス休止時間を含む波形であってもよい。
また、電圧低下領域は、電圧値に応じてさらに複数の領域に区分され、電圧値が小さくなるにつれてパルスON時間の割合が減少するような信号波形が設定されていてもよい。
また、電圧低下領域は、電圧値に応じてさらに複数の領域に区分され、電圧値が小さくなるにつれてパルスON時間の割合が減少するような信号波形が設定されていてもよい。
続いて、パルス波形設定部22は、ステップS33で設定した信号波形に対応したパルス波形信号を、パルス生成部24a、24bの各々に出力し(ステップS34)、図2の処理を終了する。
すなわち、放電加工の加工状態が良好な場合(通常時)には、パルス波形設定部22は、通常電圧領域の信号波形を設定する。
また、例えばワイヤ11aの振動、またはシリコンブロック3とワイヤ11aとの間に加工屑等が挟まることにより短時間の短絡が発生し、加工状態が一時的に悪化した場合に、パルス波形設定部22は、電圧低下領域の信号波形を設定する。これにより、シリコンブロック3とワイヤ11aとの間に高い短絡電流が流れることを防止して、ワイヤ11aの断線を防止することができる。
また、パルス波形設定部22は、加工状態が改善した後に通常電圧領域の信号波形を設定することで、放電加工の加工速度の低下を抑制することができる。
また、例えばワイヤ11aの振動、またはシリコンブロック3とワイヤ11aとの間に加工屑等が挟まることにより短時間の短絡が発生し、加工状態が一時的に悪化した場合に、パルス波形設定部22は、電圧低下領域の信号波形を設定する。これにより、シリコンブロック3とワイヤ11aとの間に高い短絡電流が流れることを防止して、ワイヤ11aの断線を防止することができる。
また、パルス波形設定部22は、加工状態が改善した後に通常電圧領域の信号波形を設定することで、放電加工の加工速度の低下を抑制することができる。
次に、駆動制御部25の動作について説明する。
駆動制御部25は、例えばワイヤ11aとシリコンブロック3とが通常時よりも接近し、電圧値Vminが所定電圧値よりも低い状態が第1所定時間以上継続した場合に、シリコンブロック3の切断送りの送り速度を低下させる駆動制御信号をモータ15に出力する。また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態が、第1所定時間よりも長い第2所定時間以上継続した場合に、シリコンブロック3の切断送りを停止する駆動制御信号をモータ15に出力する。
これにより、パルス電圧信号の信号波形を変更しただけでは放電加工の加工状態が改善しない場合であっても、切断送りの送り速度を低下、または切断送りを停止することにより、放電加工の加工状態を改善することができる。
駆動制御部25は、例えばワイヤ11aとシリコンブロック3とが通常時よりも接近し、電圧値Vminが所定電圧値よりも低い状態が第1所定時間以上継続した場合に、シリコンブロック3の切断送りの送り速度を低下させる駆動制御信号をモータ15に出力する。また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態が、第1所定時間よりも長い第2所定時間以上継続した場合に、シリコンブロック3の切断送りを停止する駆動制御信号をモータ15に出力する。
これにより、パルス電圧信号の信号波形を変更しただけでは放電加工の加工状態が改善しない場合であっても、切断送りの送り速度を低下、または切断送りを停止することにより、放電加工の加工状態を改善することができる。
なお、駆動制御部25は、パルス波形設定部22から、電圧低下領域における信号波形に対応したパルス波形信号が出力されている状態を、電圧値Vminが所定電圧値よりも低い状態と判断している。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態を検知した場合に、すぐに切断送りの送り速度を低下させる駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態が第1所定時間以上継続した場合に、時間が長くなるにつれて切断送りの送り速度が低下するような駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態を検知した場合に、すぐに切断送りの送り速度を低下させる駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態が第1所定時間以上継続した場合に、時間が長くなるにつれて切断送りの送り速度が低下するような駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも低い状態が第2所定時間以上継続した場合に、シリコンブロック3をワイヤ11a、11bから遠ざける駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも高い場合に、これらの電圧値の差に応じて、切断送りの送り速度を通常時よりも速くする駆動制御信号を出力してもよい。
また、駆動制御部25は、電圧値Vminが所定電圧値よりも高い場合に、これらの電圧値の差に応じて、切断送りの送り速度を通常時よりも速くする駆動制御信号を出力してもよい。
この発明の実施の形態1に係るワイヤ放電加工装置によれば、制御可能な周波数帯域の低い機械的制御に代えて、高い周波数帯域で制御可能な電気的制御を主な制御として行うことにより、放電加工の加工制御を高速に行う。
具体的には、パルス波形設定部22は、電圧値Vminが所定電圧値よりも低い場合に、パルス電圧信号の信号波形として、電圧低下領域の信号波形を設定する。
そのため、放電加工の加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができる
また、パルス波形設定部22が電圧値Vminに基づいてパルス電圧信号の信号波形を設定することにより、最も加工状態が悪い箇所にあわせてパルス電圧信号の信号波形を設定することができる。
具体的には、パルス波形設定部22は、電圧値Vminが所定電圧値よりも低い場合に、パルス電圧信号の信号波形として、電圧低下領域の信号波形を設定する。
そのため、放電加工の加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができる
また、パルス波形設定部22が電圧値Vminに基づいてパルス電圧信号の信号波形を設定することにより、最も加工状態が悪い箇所にあわせてパルス電圧信号の信号波形を設定することができる。
また、パルス波形設定部22は、パルス生成部24a、24bに対して、同一のパルス波形信号を出力する。これにより、例えばパルス生成部24a、24bを一体的に構成して共通化することができる。この実施の形態では、ワイヤが2本の例を示したが、例えば100本のワイヤを備えた放電加工装置においては、パルス生成部を共通化することにより、放電加工装置を小型化するとともに、製造コストを大幅に削減することができる。
なお、上記実施の形態1では、ワイヤ11a、11bを固定して、シリコンブロック3をワイヤ11a、11bに対して切断送りする場合を例に挙げて説明したが、これに限定されない。
シリコンブロック3を固定して、ワイヤ11a、11bに設けられる駆動手段により、ワイヤ11a、11bをシリコンブロック3に対して切断送りする場合でも、同様の効果を奏することができる。
シリコンブロック3を固定して、ワイヤ11a、11bに設けられる駆動手段により、ワイヤ11a、11bをシリコンブロック3に対して切断送りする場合でも、同様の効果を奏することができる。
また、上記実施の形態1では、2本の独立したワイヤ11a、11bが、対向部14a、14bでシリコンブロック3の加工面と対向しているものを例に挙げて説明した。
しかしながら、これに限定されず、1本のワイヤが1つの対向部でシリコンブロック3の加工面と対向する場合でも、同様の効果を奏することができる。
また、3本以上の独立したワイヤが、3箇所以上の対向部でシリコンブロック3と対向する場合や、1本のワイヤをガイドローラに複数回巻き掛けることにより、複数の対向部でシリコンブロック3と対向する場合でも、同様の効果を奏することができる。
しかしながら、これに限定されず、1本のワイヤが1つの対向部でシリコンブロック3の加工面と対向する場合でも、同様の効果を奏することができる。
また、3本以上の独立したワイヤが、3箇所以上の対向部でシリコンブロック3と対向する場合や、1本のワイヤをガイドローラに複数回巻き掛けることにより、複数の対向部でシリコンブロック3と対向する場合でも、同様の効果を奏することができる。
なお、3箇所以上の対向部でシリコンブロック3と対向する場合には、少なくとも2箇所の対向部に対応して電圧計が設けられ、これらの電圧計からの検出値のうち、絶対値が最も低い電圧値に基づいて、パルス電圧信号の信号波形が設定される。
このとき、電圧計が設けられる箇所は、任意に設定されてもよいし、シリコンブロック3の形状に応じて設定されてもよい。
このとき、電圧計が設けられる箇所は、任意に設定されてもよいし、シリコンブロック3の形状に応じて設定されてもよい。
以下、図1、図2とともに、図3を参照しながら、シリコンブロック3の形状に応じて電圧計を設ける箇所を設定する方法について説明する。
図3において、ワイヤ11a〜11fは、それぞれ対向部14a〜14fでシリコンブロック3の加工面と対向している。
ここで、シリコンブロック3の加工面と、ワイヤ11a〜11fのなす面とは、平行ではなく傾いている。一般的に、シリコンブロック3をテーブル16に固定する際に、加工面をワイヤ11a〜11fのなす面と完全に平行に固定することは困難であり、多少の傾きが生じる。このとき、ワイヤ11a〜11fのうち、シリコンブロック3に最も接近し、電圧値が低くなっているのは、ワイヤ11aまたはワイヤ11fの何れかになる。
図3において、ワイヤ11a〜11fは、それぞれ対向部14a〜14fでシリコンブロック3の加工面と対向している。
ここで、シリコンブロック3の加工面と、ワイヤ11a〜11fのなす面とは、平行ではなく傾いている。一般的に、シリコンブロック3をテーブル16に固定する際に、加工面をワイヤ11a〜11fのなす面と完全に平行に固定することは困難であり、多少の傾きが生じる。このとき、ワイヤ11a〜11fのうち、シリコンブロック3に最も接近し、電圧値が低くなっているのは、ワイヤ11aまたはワイヤ11fの何れかになる。
そこで、対向部14aおよび対向部14fに対応して電圧計を設ける。
パルス波形設定部22は、対向部14a、14fに対応して設けられた電圧計からの検出値のうち、絶対値が低い方の電圧値に基づいて、パルス電圧信号の信号波形を設定する。
そのため、加工状態が悪い箇所にあわせてパルス電圧信号の信号波形を設定することができる。また、シリコンブロック3と対向するワイヤの本数と比較して、少ない電圧計で加工制御部2を構成することができるので、放電加工装置を小型化するとともに、製造コストを大幅に削減することができる。
なお、電圧計を設ける箇所を設定する他の方法としては、所定本数のワイヤ毎に電圧計を設ける方法が考えられる。また、シリコンブロック3の加工面の幅がワイヤの幅より狭い場合に、加工面の両端に対応するワイヤに電圧計を設ける方法等が考えられる。
パルス波形設定部22は、対向部14a、14fに対応して設けられた電圧計からの検出値のうち、絶対値が低い方の電圧値に基づいて、パルス電圧信号の信号波形を設定する。
そのため、加工状態が悪い箇所にあわせてパルス電圧信号の信号波形を設定することができる。また、シリコンブロック3と対向するワイヤの本数と比較して、少ない電圧計で加工制御部2を構成することができるので、放電加工装置を小型化するとともに、製造コストを大幅に削減することができる。
なお、電圧計を設ける箇所を設定する他の方法としては、所定本数のワイヤ毎に電圧計を設ける方法が考えられる。また、シリコンブロック3の加工面の幅がワイヤの幅より狭い場合に、加工面の両端に対応するワイヤに電圧計を設ける方法等が考えられる。
実施の形態2.
上記実施の形態1では、パルス波形設定部22は、電圧検出値のうち、絶対値が最も低い電圧値に基づいて、パルス電圧信号の信号波形を設定するとした。
しかしながら、これに限定されず、パルス波形設定部22は、電圧検出値の絶対値の平均値に基づいて、パルス電圧信号の信号波形を設定してもよい。
上記実施の形態1では、パルス波形設定部22は、電圧検出値のうち、絶対値が最も低い電圧値に基づいて、パルス電圧信号の信号波形を設定するとした。
しかしながら、これに限定されず、パルス波形設定部22は、電圧検出値の絶対値の平均値に基づいて、パルス電圧信号の信号波形を設定してもよい。
以下、図1とともに、図4のフローチャートを参照しながら、パルス波形設定部22が、電圧検出値の絶対値の平均値に基づいてパルス電圧信号の信号波形を設定する処理について説明する。
なお、実施の形態2に係るワイヤ放電加工装置の構成は、前述の実施の形態1と同様であり、その説明を省略する。
なお、実施の形態2に係るワイヤ放電加工装置の構成は、前述の実施の形態1と同様であり、その説明を省略する。
まず、パルス波形設定部22は、電圧計21a、21bでそれぞれ検出された電圧検出値を取り込む(ステップS41)。
続いて、パルス波形設定部22は、取り込んだ電圧検出値の絶対値の平均値Vmeanを算出する(ステップS42)。
続いて、パルス波形設定部22は、取り込んだ電圧検出値の絶対値の平均値Vmeanを算出する(ステップS42)。
次に、パルス波形設定部22は、平均値Vmeanに基づいて、パルス波形テーブルから、パルス電圧信号の信号波形を設定する(ステップS43)。
続いて、パルス波形設定部22は、ステップS43で設定した信号波形に対応したパルス波形信号を、パルス生成部24a、24bの各々に出力し(ステップS44)、図4の処理を終了する。
続いて、パルス波形設定部22は、ステップS43で設定した信号波形に対応したパルス波形信号を、パルス生成部24a、24bの各々に出力し(ステップS44)、図4の処理を終了する。
このとき、駆動制御部25は、平均値Vmeanが所定電圧値よりも低い状態が、第1所定時間以上または第2所定時間以上継続した場合に、シリコンブロック3の切断送りの送り速度を低下させるか、または切断送りを停止する。
その他の動作については、前述の実施の形態1と同様であり、その説明を省略する。
その他の動作については、前述の実施の形態1と同様であり、その説明を省略する。
この発明の実施の形態2に係るワイヤ放電加工装置によれば、パルス波形設定部22は、平均値Vmeanが所定電圧値よりも低い場合に、パルス電圧信号の信号波形として、電圧低下領域の信号波形を設定する。
そのため、ノイズ等による検出誤差の影響を抑制することができ、良好な加工状態を維持することができる。
そのため、ノイズ等による検出誤差の影響を抑制することができ、良好な加工状態を維持することができる。
また、前述した実施の形態1と同様に、パルス波形設定部22は、パルス生成部24a、24bに対して、同一のパルス波形信号を出力する。そのため、多数のワイヤを備えた放電加工装置においては、パルス生成部を共通化することにより、放電加工装置を小型化するとともに、製造コストを大幅に削減することができる。
実施の形態3.
図5は、この発明の実施の形態3に係るワイヤ放電加工装置の加工制御部2Aを示すブロック構成図である。
図5において、加工制御部2Aは、図1に示したパルス波形設定部22に代えて、パルス波形設定部22a、22b(パルス波形設定手段)を備えている。
その他の構成については、前述の実施の形態1と同様であり、その説明を省略する。
図5は、この発明の実施の形態3に係るワイヤ放電加工装置の加工制御部2Aを示すブロック構成図である。
図5において、加工制御部2Aは、図1に示したパルス波形設定部22に代えて、パルス波形設定部22a、22b(パルス波形設定手段)を備えている。
その他の構成については、前述の実施の形態1と同様であり、その説明を省略する。
次に、加工制御部2Aの機能について説明する。
電圧計21aは、シリコンブロック3とワイヤ11aとの間の電圧を検出し、電圧検出値をパルス波形設定部22aに出力する。また、電圧計21bは、シリコンブロック3とワイヤ11bとの間の電圧を検出し、電圧検出値をパルス波形設定部22bに出力する。
電圧計21aは、シリコンブロック3とワイヤ11aとの間の電圧を検出し、電圧検出値をパルス波形設定部22aに出力する。また、電圧計21bは、シリコンブロック3とワイヤ11bとの間の電圧を検出し、電圧検出値をパルス波形設定部22bに出力する。
パルス波形設定部22aは、電圧計21aからの電圧検出値に基づいて、ワイヤ11aに対するパルス電圧信号の信号波形を設定して出力する。パルス波形設定部22bは、電圧計21bからの電圧検出値に基づいて、ワイヤ11bに対するパルス電圧信号の信号波形を設定して出力する。
パルス生成部24aは、パルス波形設定部22aからのパルス波形信号と直流電源23からの直流電力とに基づいて、シリコンブロック3とワイヤ11aとの間にパルス電圧を印加するためのパルス電圧信号を生成する。また、パルス生成部24bは、パルス波形設定部22bからのパルス波形信号と直流電力とに基づいて、シリコンブロック3とワイヤ11bとの間にパルス電圧を印加するためのパルス電圧信号を生成する。
その他の動作については、前述の実施の形態1と同様であり、その説明を省略する。
その他の動作については、前述の実施の形態1と同様であり、その説明を省略する。
この発明の実施の形態3に係るワイヤ放電加工装置によれば、パルス波形設定部22a、22bは、それぞれワイヤ11a、11bの加工状態に対応したパルス電圧信号の信号波形を設定する。すなわち、パルス波形設定部22a、22bは、加工状態が良好なワイヤにおけるパルス電圧信号を変更することなく、加工状態が悪化したワイヤについてのみパルス電圧信号を変更する。
そのため、加工状態が良好な箇所における加工状態を維持しつつ、ワイヤの断線を防止することができるとともに、放電加工の加工速度の低下を抑制することができる。
そのため、加工状態が良好な箇所における加工状態を維持しつつ、ワイヤの断線を防止することができるとともに、放電加工の加工速度の低下を抑制することができる。
なお、上記実施の形態3では、ワイヤが2本である場合について、2本のワイヤそれぞれに電圧計、パルス生成部およびパルス波形設定部を設けた場合について説明したが、これに限定されない。例えば図3のようにワイヤを6本有する場合であって、その両端(1本目および6本目)のワイヤにそれぞれ電圧計、パルス生成部およびパルス波形設定部が設けられていてもよい。
このとき、2本目および3本目のワイヤには、1本目のワイヤに設けられたパルス波形設定部で設定された信号波形に基づいてパルス電圧が印加される。また、4本目および5本目のワイヤには、6本目のワイヤに設けられたパルス波形設定部で設定された信号波形に基づいてパルス電圧が印加される。
このとき、2本目および3本目のワイヤには、1本目のワイヤに設けられたパルス波形設定部で設定された信号波形に基づいてパルス電圧が印加される。また、4本目および5本目のワイヤには、6本目のワイヤに設けられたパルス波形設定部で設定された信号波形に基づいてパルス電圧が印加される。
1 放電加工部、2、2A 加工制御部、3 シリコンブロック(被加工物)、11a〜11f ワイヤ、14a〜14f 対向部、15 モータ(駆動手段)、16 テーブル(駆動手段)、21a、21b 電圧計(電圧検出手段)、22、22a、22b パルス波形設定部(パルス波形設定手段)、23 直流電源(電源手段)、24a、24b パルス生成部(パルス生成手段)、25 駆動制御部(駆動制御手段)。
Claims (8)
- 被加工物と対向する対向部で放電を生じさせることにより、前記被加工物を放電加工するワイヤと、
前記被加工物と前記ワイヤとの間にパルス電圧を印加するためのパルス電圧信号を生成するパルス生成手段と、
前記パルス生成手段に直流電力を供給する電源手段と、
前記被加工物と前記ワイヤとの間の電圧を検出する電圧検出手段と、
前記電圧検出手段で検出された電圧検出値に基づいて前記パルス電圧信号の信号波形を設定し、前記信号波形に対応したパルス波形信号を前記パルス生成手段に出力するパルス波形設定手段と、を備え、
前記パルス波形設定手段は、前記電圧検出値の絶対値が所定電圧値よりも低い場合に、前記放電加工の加工エネルギが低下するように前記信号波形を設定することを特徴とするワイヤ放電加工装置。 - 前記被加工物を支持するとともに、前記被加工物を前記ワイヤに対して切断送りする駆動手段と、
前記駆動手段の動作を制御する駆動制御手段と、を備え、
前記駆動制御手段は、前記電圧検出値の絶対値が前記所定電圧値よりも低い状態が第1所定時間以上継続した場合に、前記切断送りの送り速度を低下させることを特徴とする請求項1に記載のワイヤ放電加工装置。 - 前記ワイヤに設けられ、前記ワイヤを前記被加工物に対して切断送りする駆動手段と、
前記駆動手段の動作を制御する駆動制御手段と、を備え、
前記駆動制御手段は、前記電圧検出値の絶対値が前記所定電圧値よりも低い状態が第1所定時間以上継続した場合に、前記切断送りの送り速度を低下させることを特徴とする請求項1に記載のワイヤ放電加工装置。 - 前記駆動制御手段は、前記電圧検出値の絶対値が前記所定電圧値よりも低い状態が、前記第1所定時間よりも長い第2所定時間以上継続した場合に、前記切断送りを停止することを特徴とする請求項2または請求項3に記載のワイヤ放電加工装置。
- 前記被加工物と前記ワイヤとは、複数の前記対向部で対向し、
前記複数の対向部の少なくとも2箇所に対応して前記電圧検出手段を備え、
前記パルス波形設定手段は、前記電圧検出手段で検出された複数の電圧検出値のうち、絶対値が最も低い電圧値に基づいて、前記信号波形を設定することを特徴とする請求項1から請求項4までの何れか1項に記載のワイヤ放電加工装置。 - 前記電圧検出手段が設けられる箇所は、前記被加工物の形状に応じて設定されることを特徴とする請求項5に記載のワイヤ放電加工装置。
- 前記被加工物と前記ワイヤとは、複数の前記対向部で対向し、
前記複数の対向部の少なくとも2箇所に対応して前記電圧検出手段を備え、
前記パルス波形設定手段は、前記電圧検出手段で検出された複数の電圧検出値の絶対値の平均値に基づいて、前記信号波形を設定することを特徴とする請求項1から請求項4までの何れか1項に記載のワイヤ放電加工装置。 - 前記被加工物と前記ワイヤとは、複数の前記対向部で対向し、
前記複数の対向部の少なくとも2箇所に対応して前記電圧検出手段、前記パルス生成手段および前記パルス波形設定手段をそれぞれ備えたことを特徴とする請求項1から請求項4までの何れか1項に記載のワイヤ放電加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008071828A JP2009226504A (ja) | 2008-03-19 | 2008-03-19 | ワイヤ放電加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008071828A JP2009226504A (ja) | 2008-03-19 | 2008-03-19 | ワイヤ放電加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009226504A true JP2009226504A (ja) | 2009-10-08 |
Family
ID=41242535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008071828A Pending JP2009226504A (ja) | 2008-03-19 | 2008-03-19 | ワイヤ放電加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009226504A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120312787A1 (en) * | 2010-04-09 | 2012-12-13 | Mitsubishi Electric Corporation | Electrical discharge machining apparatus and electrical discharge machining method |
| US20130180866A1 (en) * | 2011-12-30 | 2013-07-18 | Agie Charmilles Sa | Wire cutting method |
| WO2013108530A1 (ja) * | 2012-01-18 | 2013-07-25 | 三菱電機株式会社 | ワイヤ放電加工装置、ワイヤ放電加工方法、薄板製造方法、および半導体ウェハ製造方法 |
| JP2013144329A (ja) * | 2012-01-13 | 2013-07-25 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置およびマルチワイヤ放電加工方法 |
| JP2013144330A (ja) * | 2012-01-13 | 2013-07-25 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置およびマルチワイヤ放電加工方法 |
| JP2014008592A (ja) * | 2012-07-02 | 2014-01-20 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置、マルチワイヤ放電加工方法、薄板製造方法、および半導体ウェハ製造方法 |
| RU2562558C2 (ru) * | 2012-10-01 | 2015-09-10 | Общество с ограниченной ответственностью "ЕДМ инжиниринг" | Электроэрозионный проволочно-вырезной станок |
| JP2016163920A (ja) * | 2015-03-06 | 2016-09-08 | 株式会社ディスコ | マルチワイヤ放電加工装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55137837A (en) * | 1979-04-03 | 1980-10-28 | Mitsubishi Electric Corp | Wire cut type electric discharge machining |
| JPS5866626A (ja) * | 1981-10-12 | 1983-04-20 | Hitachi Ltd | 放電加工の送り制御装置 |
| WO1993001017A1 (en) * | 1991-07-05 | 1993-01-21 | Sodick Co., Ltd. | Wirecut electric discharge machining system |
| JP2000107941A (ja) * | 1998-10-01 | 2000-04-18 | Toyo Advanced Technologies Co Ltd | ワイヤ放電加工方法及び放電式ワイヤソー |
| JP2007168056A (ja) * | 2005-12-26 | 2007-07-05 | Fanuc Ltd | ワイヤカット放電加工機 |
-
2008
- 2008-03-19 JP JP2008071828A patent/JP2009226504A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55137837A (en) * | 1979-04-03 | 1980-10-28 | Mitsubishi Electric Corp | Wire cut type electric discharge machining |
| JPS5866626A (ja) * | 1981-10-12 | 1983-04-20 | Hitachi Ltd | 放電加工の送り制御装置 |
| WO1993001017A1 (en) * | 1991-07-05 | 1993-01-21 | Sodick Co., Ltd. | Wirecut electric discharge machining system |
| JP2000107941A (ja) * | 1998-10-01 | 2000-04-18 | Toyo Advanced Technologies Co Ltd | ワイヤ放電加工方法及び放電式ワイヤソー |
| JP2007168056A (ja) * | 2005-12-26 | 2007-07-05 | Fanuc Ltd | ワイヤカット放電加工機 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120312787A1 (en) * | 2010-04-09 | 2012-12-13 | Mitsubishi Electric Corporation | Electrical discharge machining apparatus and electrical discharge machining method |
| US20130180866A1 (en) * | 2011-12-30 | 2013-07-18 | Agie Charmilles Sa | Wire cutting method |
| US9193020B2 (en) * | 2011-12-30 | 2015-11-24 | Agie Charmilles Sa | Wire cutting method |
| JP2013144329A (ja) * | 2012-01-13 | 2013-07-25 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置およびマルチワイヤ放電加工方法 |
| JP2013144330A (ja) * | 2012-01-13 | 2013-07-25 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置およびマルチワイヤ放電加工方法 |
| WO2013108530A1 (ja) * | 2012-01-18 | 2013-07-25 | 三菱電機株式会社 | ワイヤ放電加工装置、ワイヤ放電加工方法、薄板製造方法、および半導体ウェハ製造方法 |
| CN104053520A (zh) * | 2012-01-18 | 2014-09-17 | 三菱电机株式会社 | 线电极放电加工装置、线电极放电加工方法、薄板制造方法、以及半导体晶片制造方法 |
| JPWO2013108530A1 (ja) * | 2012-01-18 | 2015-05-11 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| US9707638B2 (en) | 2012-01-18 | 2017-07-18 | Mitsubishi Electric Corporation | Wire electric-discharge machining device, wire electric-discharge machining method, thin-plate manufacturing method, and semiconductor wafer manufacturing method |
| JP2014008592A (ja) * | 2012-07-02 | 2014-01-20 | Mitsubishi Electric Corp | マルチワイヤ放電加工装置、マルチワイヤ放電加工方法、薄板製造方法、および半導体ウェハ製造方法 |
| RU2562558C2 (ru) * | 2012-10-01 | 2015-09-10 | Общество с ограниченной ответственностью "ЕДМ инжиниринг" | Электроэрозионный проволочно-вырезной станок |
| JP2016163920A (ja) * | 2015-03-06 | 2016-09-08 | 株式会社ディスコ | マルチワイヤ放電加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009226504A (ja) | ワイヤ放電加工装置 | |
| JPWO2007032114A1 (ja) | ワイヤ放電加工装置およびワイヤ放電加工方法 | |
| JP2010260151A (ja) | ワイヤ放電加工装置及び放電加工方法 | |
| KR102193083B1 (ko) | 아크 용접 제어 방법 | |
| JP2011016172A (ja) | 仕上加工における局部的なスジの発生を抑制する機能を備えたワイヤカット放電加工機 | |
| WO2011002108A1 (ja) | ワイヤ放電加工装置 | |
| WO2011125656A1 (ja) | 放電加工装置および放電加工方法 | |
| KR102206137B1 (ko) | 와이어 방전 가공기 | |
| EP2985105B1 (en) | Wire electric discharge machine determining whether or not electrical discharge machining of workpiece can be perfomed | |
| US10493547B2 (en) | Wire electrical discharge machining device | |
| JP5005116B1 (ja) | ワイヤ放電加工装置 | |
| JP4603605B2 (ja) | 電極ピンの切り離し・押し当て検出機能を備えたワイヤ放電加工機 | |
| JP5875277B2 (ja) | ワイヤソー | |
| US20140014624A1 (en) | Wire electric discharge machine with machining power source switchable for wire cutting | |
| US10189102B2 (en) | Electric discharge machine | |
| KR102106651B1 (ko) | 아크 용접용 전원 장치 및 아크 용접용 전원 장치의 제어 방법 | |
| JP5044898B2 (ja) | 放電加工機用電源装置及びワイヤ放電加工装置 | |
| CN109332830A (zh) | 往复走丝型电火花线切割机床的走丝装置及方法 | |
| JP5236368B2 (ja) | 単一電源を備えたワイヤ放電加工機 | |
| KR101235485B1 (ko) | 와이어컷 방전 가공장치의 교류전원장치 | |
| JP2801280B2 (ja) | ワイヤカット放電加工電源 | |
| JP2014184451A (ja) | アーク溶接用電源装置及びアーク溶接用電源装置の制御方法 | |
| WO2002034443A1 (fr) | Ensemble d'usinage par etincelage a fil-electrode | |
| JP2014172096A (ja) | ワイヤ放電加工システム、電源装置、及びその制御方法とプログラム。 | |
| JP2008062303A (ja) | ワイヤ放電加工機の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101109 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20120321 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20120710 Free format text: JAPANESE INTERMEDIATE CODE: A02 |