JP2009072014A - コアブロック、コア、電動機用ステータ、およびその電動機 - Google Patents
コアブロック、コア、電動機用ステータ、およびその電動機 Download PDFInfo
- Publication number
- JP2009072014A JP2009072014A JP2007239341A JP2007239341A JP2009072014A JP 2009072014 A JP2009072014 A JP 2009072014A JP 2007239341 A JP2007239341 A JP 2007239341A JP 2007239341 A JP2007239341 A JP 2007239341A JP 2009072014 A JP2009072014 A JP 2009072014A
- Authority
- JP
- Japan
- Prior art keywords
- caulking
- core
- mold
- electric motor
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 claims abstract description 76
- 229910052751 metal Inorganic materials 0.000 claims abstract description 76
- 230000009191 jumping Effects 0.000 claims abstract description 23
- 238000003475 lamination Methods 0.000 claims abstract description 14
- 239000000853 adhesive Substances 0.000 claims description 33
- 230000001070 adhesive effect Effects 0.000 claims description 33
- 238000000465 moulding Methods 0.000 claims description 26
- 238000010030 laminating Methods 0.000 claims description 9
- 238000004804 winding Methods 0.000 abstract description 27
- 238000000034 method Methods 0.000 abstract description 18
- 150000002739 metals Chemical class 0.000 abstract description 8
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 238000010586 diagram Methods 0.000 description 14
- 239000000463 material Substances 0.000 description 14
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 239000012212 insulator Substances 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 5
- 238000002788 crimping Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images





Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】かしめを形成した薄板金属を積層したコアでは、積層間に隙間を生じ、巻線時にコアのかしめによる積層間強度が巻線張力に負け、コアの巻線箇所が圧縮されることにより巻線側に変形し、巻数が当初設定よりも減少するという問題、また、かしめ箇所の切断面は金属剥き出しの状態であり、かしめによる金属間の接触域が存在し、積層間の短絡が発生する危険性があり、製造コストを増大させることなく、電動機の特性を向上させるステータコアの積層方法を提供することにある。
【解決手段】かしめを形成した薄板金属49とかしめ部に代えてジャンピングカットした薄板金属47を交互に積層し、積層47〜50間をかしめと接着により固着させ、コアとして形成した。
【選択図】図8
【解決手段】かしめを形成した薄板金属49とかしめ部に代えてジャンピングカットした薄板金属47を交互に積層し、積層47〜50間をかしめと接着により固着させ、コアとして形成した。
【選択図】図8
Description
本発明はコアの積層に関するもので、特に分割タイプのステータブロックの積層に関するものである。
従来、分割タイプのステータコアの積厚精度を確保する方法としては、
(1)複数箇所のかしめを設け積層間を嵌合させる方法、
(2)治具を用いて積層間を接着硬化又は溶接する方法、
(3)及び、上述2方法を複合させる方法、
の合計3種類の方法がある。
このコア積層方法は、例えば特許文献1に開示されている。
特開2007−60800号公報
(1)複数箇所のかしめを設け積層間を嵌合させる方法、
(2)治具を用いて積層間を接着硬化又は溶接する方法、
(3)及び、上述2方法を複合させる方法、
の合計3種類の方法がある。
このコア積層方法は、例えば特許文献1に開示されている。
特許文献1に開示されているコアは、薄板金属同士を凹凸のかしめ部によって接合し、所要の枚数だけ積層したものである。
しかしながら、特許文献1にて開示されているコアは、複数箇所のかしめを設け積層間を嵌合させる方法であり、形成されたかしめ突起の肉厚の減少が少なく、板厚に近いため、かしめ箇所同士の干渉が起こり、コア積層間には0.005mm程度の隙間を生じ、巻線時にコアのかしめによる積層間強度が巻線張力に負け、コアの巻線箇所が圧縮されることにより巻線側に変形し、巻数が当初設定よりも減少するという問題があった。
また、通常、薄板金属は外側に絶縁コーティングが施されているが、かしめ箇所の切断面は金属剥き出しの状態であり、かしめによる金属間の接触域が存在し、積層間の短絡が発生する危険性があった。
一方、接着又は溶接を積層間の接合を成形機外で行う方法では、別途治具が必要となり、且つ作業工程が1つ増加する形になり、製造コストが増大するという問題があった。
また、成形機内で、積層間を接着剤のみで硬化させる方法では、成形速度と接着硬化時間の調整が非常に難しいという問題があった。不完全硬化状態で積層ステータコアを取扱うと積層状態を保持出来ずに分離する危険性があり、接着硬化が完了した状態で積層品を取出そうとするとプレス成形速度を上げることが難しく、生産性向上が難しかった。
また、上記2方法を併用した方法では、接着硬化時間を考慮する必要が無いため、生産性への影響はないが、複数箇所のかしめを設けているため、前述の通り鉄損が大きくなり、電動機の特性を低下させるという問題があった。
本発明は、こうした実情を鑑みてなされたものであって、その目的は、製造コストを増大させることなく、電動機の特性を向上させるステータコアの積層方法を提供することにある。
また、通常、薄板金属は外側に絶縁コーティングが施されているが、かしめ箇所の切断面は金属剥き出しの状態であり、かしめによる金属間の接触域が存在し、積層間の短絡が発生する危険性があった。
一方、接着又は溶接を積層間の接合を成形機外で行う方法では、別途治具が必要となり、且つ作業工程が1つ増加する形になり、製造コストが増大するという問題があった。
また、成形機内で、積層間を接着剤のみで硬化させる方法では、成形速度と接着硬化時間の調整が非常に難しいという問題があった。不完全硬化状態で積層ステータコアを取扱うと積層状態を保持出来ずに分離する危険性があり、接着硬化が完了した状態で積層品を取出そうとするとプレス成形速度を上げることが難しく、生産性向上が難しかった。
また、上記2方法を併用した方法では、接着硬化時間を考慮する必要が無いため、生産性への影響はないが、複数箇所のかしめを設けているため、前述の通り鉄損が大きくなり、電動機の特性を低下させるという問題があった。
本発明は、こうした実情を鑑みてなされたものであって、その目的は、製造コストを増大させることなく、電動機の特性を向上させるステータコアの積層方法を提供することにある。
上記問題を解決するため、本発明は、次のように構成したものである。
請求項1記載のコアブロックの発明は、かしめを1箇所に形成した薄板金属を複数枚積層し、積層間をかしめと接着により固着させて積層したことを特徴としている。
また、請求項2記載のコアブロックの発明は、かしめを形成した薄板金属と前記かしめ部をジャンピングカットした薄板金属とを交互に積層し、積層間をかしめと接着により固着させて積層したことを特徴としている。
請求項3記載のコアの発明は、請求項1又は2記載のコアブロックの複数個をリング状に連結したことを特徴としている。
請求項4記載の電動機用ステータの発明は、請求項3記載のコアに巻線を施したことを特徴としている。
請求項5記載の電動機の発明は、請求項4記載の電動機用ステータと前記電動機用ステータの内部に軸受を介してロータを設けたことを特徴としている。
請求項6記載の成形機は、金型上型と、金型下型と、前記金型下型に形成されたダイと、前記金型上型に設けられ前記金型下型の前記ダイに挿入されるパンチと、前記金型上型に接着剤を給送する接着剤容器とを備えた成形機において、前記パンチが薄板金属にかしめと、および前記かしめに代えてジャンピングカットを行ない、かつ薄板金属に接着剤を塗布することを特徴としている。
請求項1記載のコアブロックの発明は、かしめを1箇所に形成した薄板金属を複数枚積層し、積層間をかしめと接着により固着させて積層したことを特徴としている。
また、請求項2記載のコアブロックの発明は、かしめを形成した薄板金属と前記かしめ部をジャンピングカットした薄板金属とを交互に積層し、積層間をかしめと接着により固着させて積層したことを特徴としている。
請求項3記載のコアの発明は、請求項1又は2記載のコアブロックの複数個をリング状に連結したことを特徴としている。
請求項4記載の電動機用ステータの発明は、請求項3記載のコアに巻線を施したことを特徴としている。
請求項5記載の電動機の発明は、請求項4記載の電動機用ステータと前記電動機用ステータの内部に軸受を介してロータを設けたことを特徴としている。
請求項6記載の成形機は、金型上型と、金型下型と、前記金型下型に形成されたダイと、前記金型上型に設けられ前記金型下型の前記ダイに挿入されるパンチと、前記金型上型に接着剤を給送する接着剤容器とを備えた成形機において、前記パンチが薄板金属にかしめと、および前記かしめに代えてジャンピングカットを行ない、かつ薄板金属に接着剤を塗布することを特徴としている。
請求項1記載の発明によれば、成形機内でかしめと接着剤による金属薄板同士の接合が可能になり、作業工程の増加を防ぐことが可能になる。
また、かしめと接着剤を併用し接合していることにより、積層状態を保持出来ないという危険性はない。更にかしめ箇所を1箇所に限定していることにより、鉄損を抑えることが可能となる。
請求項2記載の発明によれば、ジャンピングカットした薄板金属とかしめを形成した薄板金属が交互に積層されることにより、かしめによる積層間の位置精度は保持したままで、積層間の隙間が従来と比較し狭くなり、密着性が向上し、巻線時にコアの巻線箇所が圧縮されることにより巻線側に変形する危険性がなく、巻線が当初設定巻数通りに巻くことが可能となる。
また、かしめを形成した薄板金属間にジャンピングカットした薄板金属を挟んでいるため、従来と比較し、かしめによる剥き出し金属間の接触域が減少し、積層間の短絡が発生する危険性が半減する。
請求項3記載の発明によれば、ジャンピングカットした薄板金属とかしめを形成した薄板金属が交互に積層されたコアを使用することにより、薄板金属間の隙間が小さくなり、巻線によるコアの変形を抑えることが可能になり、従来より多くの巻数の巻線が可能となる。
また、積層間の隙間が小さくなることにより、コア積層率が向上するため、電気特性が向上し、且つ積層間の短絡抵抗が大きくなるため、鉄損を少なくすることが可能となる。
請求項4および5記載の発明によれば、この結果、このコアを備えた電動機用ステータおよびその電動機の特性が高められることとなる。
請求項6記載の成形機の発明によれば、薄板金属にかしめと、および前記かしめに代えてジャンピングカットを行なうことができるので、これ1台で本発明の実施例2および3のどちらも実施することが可能となる。
また、かしめと接着剤を併用し接合していることにより、積層状態を保持出来ないという危険性はない。更にかしめ箇所を1箇所に限定していることにより、鉄損を抑えることが可能となる。
請求項2記載の発明によれば、ジャンピングカットした薄板金属とかしめを形成した薄板金属が交互に積層されることにより、かしめによる積層間の位置精度は保持したままで、積層間の隙間が従来と比較し狭くなり、密着性が向上し、巻線時にコアの巻線箇所が圧縮されることにより巻線側に変形する危険性がなく、巻線が当初設定巻数通りに巻くことが可能となる。
また、かしめを形成した薄板金属間にジャンピングカットした薄板金属を挟んでいるため、従来と比較し、かしめによる剥き出し金属間の接触域が減少し、積層間の短絡が発生する危険性が半減する。
請求項3記載の発明によれば、ジャンピングカットした薄板金属とかしめを形成した薄板金属が交互に積層されたコアを使用することにより、薄板金属間の隙間が小さくなり、巻線によるコアの変形を抑えることが可能になり、従来より多くの巻数の巻線が可能となる。
また、積層間の隙間が小さくなることにより、コア積層率が向上するため、電気特性が向上し、且つ積層間の短絡抵抗が大きくなるため、鉄損を少なくすることが可能となる。
請求項4および5記載の発明によれば、この結果、このコアを備えた電動機用ステータおよびその電動機の特性が高められることとなる。
請求項6記載の成形機の発明によれば、薄板金属にかしめと、および前記かしめに代えてジャンピングカットを行なうことができるので、これ1台で本発明の実施例2および3のどちらも実施することが可能となる。
以下、本発明の実施の形態について図を参照して説明する。
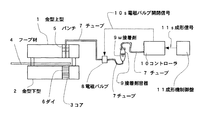
図1は本発明の成形機の構成図である。
図1において、1は金型上型、2は金型下型、3はコア、4はフープ材、5はパンチ、6はダイ、7はチューブ、8は電磁バルブ、9は接着剤容器、9wは接着剤、10はコントローラ、11は成形機制御盤、10sは電磁バルブ開閉信号、11sは成形信号である。
接着剤容器9中に接着剤9wを充填しており、コントローラ10からエアーがチューブ7を介して接着剤容器9に送られる。エアー圧力により接着剤9wがチューブ7を介して電磁バルブ8まで送られる。成形機の始動と同時に成形機制御盤11から成形信号11sがコントローラ10に送られ、電磁バルブ開閉信号10sが電磁バルブ8に送られる。電磁バルブ開閉信号10sが電磁バルブ8に送られることにより、電磁バルブ8が成形信号11sと同期してバルブの開閉を行う。バルブ開放時に接着剤9wがチューブ7を介して金型上型1まで送られ、金型上型1が金型下型2に近接する際に接着剤9wがフープ材4に塗布されると同時に接着剤9wが塗布されたフープ材(金属薄板)4は他のフープ材4から切り離され、積層し、コア3を形成する。
フープ材4から金属薄板が切り離される前に1カ所のかしめ突起(実施例2)またはそのかしめに代えてジャンピングカット(実施例3)が形成され、かつ接着剤が塗布された金属薄板はダイ6内で側面から一定圧力をかけることにより、かしめ接合と同時に接着剤硬化を促進させる。金型から放出されたコアは、かしめと接着剤により製造上十分な強度を持っている。
図1において、1は金型上型、2は金型下型、3はコア、4はフープ材、5はパンチ、6はダイ、7はチューブ、8は電磁バルブ、9は接着剤容器、9wは接着剤、10はコントローラ、11は成形機制御盤、10sは電磁バルブ開閉信号、11sは成形信号である。
接着剤容器9中に接着剤9wを充填しており、コントローラ10からエアーがチューブ7を介して接着剤容器9に送られる。エアー圧力により接着剤9wがチューブ7を介して電磁バルブ8まで送られる。成形機の始動と同時に成形機制御盤11から成形信号11sがコントローラ10に送られ、電磁バルブ開閉信号10sが電磁バルブ8に送られる。電磁バルブ開閉信号10sが電磁バルブ8に送られることにより、電磁バルブ8が成形信号11sと同期してバルブの開閉を行う。バルブ開放時に接着剤9wがチューブ7を介して金型上型1まで送られ、金型上型1が金型下型2に近接する際に接着剤9wがフープ材4に塗布されると同時に接着剤9wが塗布されたフープ材(金属薄板)4は他のフープ材4から切り離され、積層し、コア3を形成する。
フープ材4から金属薄板が切り離される前に1カ所のかしめ突起(実施例2)またはそのかしめに代えてジャンピングカット(実施例3)が形成され、かつ接着剤が塗布された金属薄板はダイ6内で側面から一定圧力をかけることにより、かしめ接合と同時に接着剤硬化を促進させる。金型から放出されたコアは、かしめと接着剤により製造上十分な強度を持っている。
図2は外径切離し前のかしめを形成する薄板金属を製作する際の状態図である。17はフープ材、18はVパンチである。かしめを形成する薄板金属を製作する際は、Vパンチ18がフープ材17の厚みの1/3程度押すことにより、フープ材にへこみが生じる。
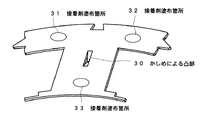
図3はかしめ構造を有した薄板金属の構成図である。30はかしめによる凸部、31、32、33は接着剤塗布箇所である。
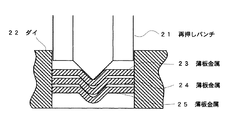
図4は外径切離し時のかしめを形成する薄板金属を製作する際の状態図である。21は再押しパンチ、22はダイ、23、24.25は薄板金属である。外径切離し前のかしめを図2の方法で形成された薄板金属は、最終的に外径を切り離す際にダイ22により、外径形状がフープ材から切り離され、再押しパンチ21がかしめ部を押すことにより、かしめを施した状態で金属薄板23,24,25が積層される。
図5はジャンピングカットした金属薄板を成形する際の状態図である。19はフープ材、20はVパンチである。ジャンピングカットした金属薄板を成形する際、Vパンチ20がフープ材19より下がることにより、フープ材19に穴を開ける。
図6はジャンピングカットを有した薄板金属の斜視図である。26はジャンピングカット、27、28、29は接着剤塗布箇所である。
以上のように、実施例1に係る成形機の発明は、図3および図6で示す薄板金属に1箇所かしめによる凸部30およびジャンピングカット26を形成すると共に接着剤を複数箇所に塗布できるのが特徴である。
図3はかしめ構造を有した薄板金属の構成図である。30はかしめによる凸部、31、32、33は接着剤塗布箇所である。
図4は外径切離し時のかしめを形成する薄板金属を製作する際の状態図である。21は再押しパンチ、22はダイ、23、24.25は薄板金属である。外径切離し前のかしめを図2の方法で形成された薄板金属は、最終的に外径を切り離す際にダイ22により、外径形状がフープ材から切り離され、再押しパンチ21がかしめ部を押すことにより、かしめを施した状態で金属薄板23,24,25が積層される。
図5はジャンピングカットした金属薄板を成形する際の状態図である。19はフープ材、20はVパンチである。ジャンピングカットした金属薄板を成形する際、Vパンチ20がフープ材19より下がることにより、フープ材19に穴を開ける。
図6はジャンピングカットを有した薄板金属の斜視図である。26はジャンピングカット、27、28、29は接着剤塗布箇所である。
以上のように、実施例1に係る成形機の発明は、図3および図6で示す薄板金属に1箇所かしめによる凸部30およびジャンピングカット26を形成すると共に接着剤を複数箇所に塗布できるのが特徴である。
実施例2は、図3で示す薄板金属のみを積層してコアブロックを作るのが特徴である。図4の金属薄板24は実施例1の成形機によって図3に示すかしめによる凸部30が1箇所形成されかつ31〜33の3箇所に接着剤が塗布されている。この金属薄板24の凸部30がその上下に積層される金属薄板23,25の凸部30と互いに嵌合して各金属薄板23,24,25同士の位置決めがなされ、さらに積層された各金属薄板23,24,25同士は接着剤塗布箇所31,32,33によっても固着される。
このように、実施例2によれば、かしめと接着剤を併用し接合していることにより、積層状態を保持出来ないという危険性がなくなり、更にかしめ箇所を1箇所に限定していることにより、鉄損を抑えることが可能となる。
このように、実施例2によれば、かしめと接着剤を併用し接合していることにより、積層状態を保持出来ないという危険性がなくなり、更にかしめ箇所を1箇所に限定していることにより、鉄損を抑えることが可能となる。
実施例2のかしめ(1カ所)と接着によるコアブロックはこのように鉄損を抑えることが可能となったが、なお、若干の改良すべき点が判明した。以下、それについて説明する。
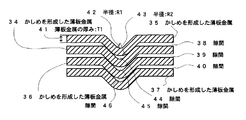
図7はかしめのみで形成されたコアのかしめ部分の拡大断面図である。
34、35、36、37はかしめを形成した薄板金属、38、39、40は隙間、41は薄板金属の厚みT1、42は半径R1、43は半径R2、44、45、46は隙間である。
実施例2のかしめによる積層方法では、かしめにより薄板金属34、35、36、37(図7)に、内径R1の窪み42と外径R2の突起43からなる突起が形成される。42の半径R1と43の半径R2の関係は、かしめによる突起部の厚み変化がほとんどないことから
半径R2=半径R1+T1(薄板金属の厚み)
がほぼ成り立つ。
半径R2の43は半径R1の42より大きいことから、薄板金属積層間には隙間44、45、46が生じ、隙間38、39、40が発生する。
このように、かしめのみで形成されたコアでは隙間38、39、40が発生し、巻線時にコアのかしめによる積層間強度が巻線張力に負け、コアの巻線箇所が圧縮されることにより巻線側に変形し、巻数が当初設定よりも減少するという問題があることが判った
図7はかしめのみで形成されたコアのかしめ部分の拡大断面図である。
34、35、36、37はかしめを形成した薄板金属、38、39、40は隙間、41は薄板金属の厚みT1、42は半径R1、43は半径R2、44、45、46は隙間である。
実施例2のかしめによる積層方法では、かしめにより薄板金属34、35、36、37(図7)に、内径R1の窪み42と外径R2の突起43からなる突起が形成される。42の半径R1と43の半径R2の関係は、かしめによる突起部の厚み変化がほとんどないことから
半径R2=半径R1+T1(薄板金属の厚み)
がほぼ成り立つ。
半径R2の43は半径R1の42より大きいことから、薄板金属積層間には隙間44、45、46が生じ、隙間38、39、40が発生する。
このように、かしめのみで形成されたコアでは隙間38、39、40が発生し、巻線時にコアのかしめによる積層間強度が巻線張力に負け、コアの巻線箇所が圧縮されることにより巻線側に変形し、巻数が当初設定よりも減少するという問題があることが判った
実施例3は実施例2の克服すべき点を解消したものである。
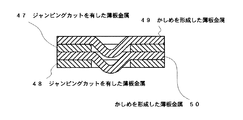
図8はジャンピングカットを有した薄板金属とかしめ構造を有した薄板金属を交互に積層形成されたコアの断面図である。47、48はジャンピングカットを有した薄板金属、49、50はかしめを形成した薄板金属である。
図7に対し、図8のジャンピングカットを有した薄板金属47、48が、かしめを形成した薄板金属49、50間に挿入されている積層方法では、かしめを有した薄板金属に近接する上下にかしめを有した薄板金属が無いため、突起間が干渉しなくなり積層間に隙間が発生しない。
このように、ジャンピングカットを有した薄板金属とかしめ構造を有した薄板金属を交互に積層形成されたコアではジャンピングカットを有した薄板金属47、48が、かしめを形成した薄板金属49、50間に挿入されていることより、かしめによる積層間の位置精度は保持したままで、積層間の隙間が従来と比較し狭くなり、密着性が向上し、巻線時にコアの巻線箇所が圧縮されることにより巻線側に変形する危険性がなくなった。
図8はジャンピングカットを有した薄板金属とかしめ構造を有した薄板金属を交互に積層形成されたコアの断面図である。47、48はジャンピングカットを有した薄板金属、49、50はかしめを形成した薄板金属である。
図7に対し、図8のジャンピングカットを有した薄板金属47、48が、かしめを形成した薄板金属49、50間に挿入されている積層方法では、かしめを有した薄板金属に近接する上下にかしめを有した薄板金属が無いため、突起間が干渉しなくなり積層間に隙間が発生しない。
このように、ジャンピングカットを有した薄板金属とかしめ構造を有した薄板金属を交互に積層形成されたコアではジャンピングカットを有した薄板金属47、48が、かしめを形成した薄板金属49、50間に挿入されていることより、かしめによる積層間の位置精度は保持したままで、積層間の隙間が従来と比較し狭くなり、密着性が向上し、巻線時にコアの巻線箇所が圧縮されることにより巻線側に変形する危険性がなくなった。
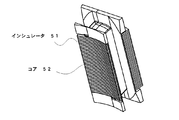
図9は巻線を行う前のコアの構成図である。51はインシュレータ、52はコアである。
図10は巻線を行った後のコア構成図である。53はコイル、54はインシュレータ、55はコアである。
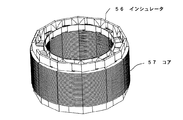
図11は巻線を行う前のコアをリング状に連結したステータコアの構成図である。56はインシュレータ、57はコアである。
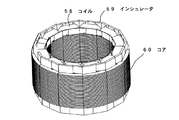
図12は巻線を行ったコアをリング状に連結したステータコアの構成図である。58はコイル、59はインシュレータ、60はコアである。
図13は電動機の側断面図である。
図において61は回転軸、62はロータ、63はステータコア、64はステータ、65はコイル、66はインシュレータ、67は反負荷側ブラケット、68はフレーム、69は結線板、70、71は軸受、72は反負荷側ブラケット、73はリード線、74は台座、75はリセプタクルとなっている。
このように、本発明に係るステータコア63を用いることで、巻線によるコアの変形を抑えることが可能になり、従来より多くの巻数の巻線が可能となり、電動機の特性が高められることとなる。
図10は巻線を行った後のコア構成図である。53はコイル、54はインシュレータ、55はコアである。
図11は巻線を行う前のコアをリング状に連結したステータコアの構成図である。56はインシュレータ、57はコアである。
図12は巻線を行ったコアをリング状に連結したステータコアの構成図である。58はコイル、59はインシュレータ、60はコアである。
図13は電動機の側断面図である。
図において61は回転軸、62はロータ、63はステータコア、64はステータ、65はコイル、66はインシュレータ、67は反負荷側ブラケット、68はフレーム、69は結線板、70、71は軸受、72は反負荷側ブラケット、73はリード線、74は台座、75はリセプタクルとなっている。
このように、本発明に係るステータコア63を用いることで、巻線によるコアの変形を抑えることが可能になり、従来より多くの巻数の巻線が可能となり、電動機の特性が高められることとなる。
1 金型上型
2 金型下型
3 コア
4 フープ材
5 パンチ
6 ダイ
7 チューブ
8 電磁バルブ
9 接着剤容器
9w 接着剤
10 コントローラ
10s 電磁バルブ開閉信号
11 成形機制御盤
11s 成形信号である。
19、17 フープ材
20、18 Vパンチ
21 再押しパンチ
22 ダイ
23〜25 薄板金属
26 ジャンピングカット
27〜29、31〜33 接着剤塗布箇所
30 かしめによる凸部
34〜37 かしめを形成した薄板金属
38〜40、44〜46 隙間
41 薄板金属の厚みT1
42 半径R1
43 半径R2
47、48 ジャンピングカットを有した薄板金属
49、50 かしめを形成した薄板金属
51、54、56、59、66 インシュレータ
52 、55、57、60 コア
53、58、65 コイル
61 回転軸
62 ロータ
63 ステータコア
64 ステータ
67 反負荷側ブラケット
68 フレーム
69 結線板
70、71 軸受
72 負荷側ブラケット
73 リード線
74 台座
75 リセプタクル
2 金型下型
3 コア
4 フープ材
5 パンチ
6 ダイ
7 チューブ
8 電磁バルブ
9 接着剤容器
9w 接着剤
10 コントローラ
10s 電磁バルブ開閉信号
11 成形機制御盤
11s 成形信号である。
19、17 フープ材
20、18 Vパンチ
21 再押しパンチ
22 ダイ
23〜25 薄板金属
26 ジャンピングカット
27〜29、31〜33 接着剤塗布箇所
30 かしめによる凸部
34〜37 かしめを形成した薄板金属
38〜40、44〜46 隙間
41 薄板金属の厚みT1
42 半径R1
43 半径R2
47、48 ジャンピングカットを有した薄板金属
49、50 かしめを形成した薄板金属
51、54、56、59、66 インシュレータ
52 、55、57、60 コア
53、58、65 コイル
61 回転軸
62 ロータ
63 ステータコア
64 ステータ
67 反負荷側ブラケット
68 フレーム
69 結線板
70、71 軸受
72 負荷側ブラケット
73 リード線
74 台座
75 リセプタクル
Claims (6)
- かしめを1箇所に形成した薄板金属を複数枚積層し、積層間をかしめと接着により固着させて積層したことを特徴とするコアブロック。
- かしめを形成した薄板金属と前記かしめ部をジャンピングカットした薄板金属とを交互に積層し、積層間をかしめと接着により固着させて積層したことを特徴とするコアブロック。
- 請求項1又は2記載のコアブロックの複数個をリング状に連結したことを特徴とするコア。
- 請求項3記載のコアに巻線を施したことを特徴とする電動機用ステータ。
- 請求項4記載の電動機用ステータと前記電動機用ステータの内部に軸受を介してロータを設けたことを特徴とする電動機。
- 金型上型と、金型下型と、前記金型下型に形成されたダイと、前記金型上型に設けられ前記金型下型の前記ダイに挿入されるパンチと、前記金型上型に接着剤を給送する接着剤容器とを備えた成形機において、前記パンチが薄板金属にかしめと、および前記かしめに代えてジャンピングカットを行ない、かつ薄板金属に接着剤を塗布することを特徴とする成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007239341A JP2009072014A (ja) | 2007-09-14 | 2007-09-14 | コアブロック、コア、電動機用ステータ、およびその電動機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007239341A JP2009072014A (ja) | 2007-09-14 | 2007-09-14 | コアブロック、コア、電動機用ステータ、およびその電動機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009072014A true JP2009072014A (ja) | 2009-04-02 |
Family
ID=40607686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007239341A Pending JP2009072014A (ja) | 2007-09-14 | 2007-09-14 | コアブロック、コア、電動機用ステータ、およびその電動機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009072014A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011087374A (ja) * | 2009-10-14 | 2011-04-28 | Mitsubishi Electric Corp | 回転電機の積層固定鉄心 |
| JP2013059262A (ja) * | 2012-12-28 | 2013-03-28 | Mitsubishi Electric Corp | 固定子鉄心及び固定子及び電動機及び圧縮機 |
| CN103138426A (zh) * | 2011-11-30 | 2013-06-05 | 丰田纺织株式会社 | 用于旋转电机的芯、金属板层叠体及其层叠方法 |
| JP2013236499A (ja) * | 2012-05-10 | 2013-11-21 | Mitsubishi Electric Corp | 電動機の積層鉄心 |
| WO2016015869A1 (de) * | 2014-07-30 | 2016-02-04 | Kienle + Spiess Gmbh | Lamellenpaket sowie verfahren zu dessen herstellung |
| JP2016025724A (ja) * | 2014-07-18 | 2016-02-08 | トヨタ紡織株式会社 | 回転電機のコア |
| JP2017046480A (ja) * | 2015-08-27 | 2017-03-02 | 日産自動車株式会社 | ロータコアの製造方法および回転電機のロータコア |
| US9876398B2 (en) | 2013-06-14 | 2018-01-23 | Honda Motor Co., Ltd. | Stator core for rotating electric machine |
| JP2020089202A (ja) * | 2018-11-30 | 2020-06-04 | 三菱電機株式会社 | 積層コア、固定子および回転子 |
| JP2020092531A (ja) * | 2018-12-06 | 2020-06-11 | 三菱電機株式会社 | 固定子、この固定子を用いる回転電機、および固定子の製造方法 |
| WO2020262298A1 (ja) * | 2019-06-26 | 2020-12-30 | 日本製鉄株式会社 | コアブロック、積層コアおよび回転電機 |
| CN112234733A (zh) * | 2020-10-20 | 2021-01-15 | 苏州范斯特机械科技有限公司 | 新型电机铁芯 |
| KR20210147421A (ko) * | 2020-05-28 | 2021-12-07 | 주진 | 하이브리드형 결합 수단을 갖는 적층코아, 및 그 제조방법 |
| US20220219223A1 (en) * | 2019-05-27 | 2022-07-14 | Schaeffler Technologies AG & Co. KG | Punching and clinching of metal sheets |
-
2007
- 2007-09-14 JP JP2007239341A patent/JP2009072014A/ja active Pending
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011087374A (ja) * | 2009-10-14 | 2011-04-28 | Mitsubishi Electric Corp | 回転電機の積層固定鉄心 |
| CN103138426A (zh) * | 2011-11-30 | 2013-06-05 | 丰田纺织株式会社 | 用于旋转电机的芯、金属板层叠体及其层叠方法 |
| CN103138426B (zh) * | 2011-11-30 | 2015-02-25 | 丰田纺织株式会社 | 用于旋转电机的芯、金属板层叠体及其层叠方法 |
| US9246360B2 (en) | 2011-11-30 | 2016-01-26 | Toyota Boshoku Kabushiki Kaisha | Laminate of metal plates, core for rotating electrical machine, and laminating method for laminate of metal plates |
| JP2013236499A (ja) * | 2012-05-10 | 2013-11-21 | Mitsubishi Electric Corp | 電動機の積層鉄心 |
| JP2013059262A (ja) * | 2012-12-28 | 2013-03-28 | Mitsubishi Electric Corp | 固定子鉄心及び固定子及び電動機及び圧縮機 |
| US9876398B2 (en) | 2013-06-14 | 2018-01-23 | Honda Motor Co., Ltd. | Stator core for rotating electric machine |
| JP2016025724A (ja) * | 2014-07-18 | 2016-02-08 | トヨタ紡織株式会社 | 回転電機のコア |
| US10720802B2 (en) | 2014-07-30 | 2020-07-21 | Kienle + Spiess Gmbh | Laminated core and method for producing same |
| CN106716797A (zh) * | 2014-07-30 | 2017-05-24 | 金勒+施皮斯有限公司 | 叠片组以及叠片组的制造方法 |
| JP2017521994A (ja) * | 2014-07-30 | 2017-08-03 | キーンレ ウント シュピース ゲーエムベーハー | 積層鉄心およびその製造方法 |
| WO2016015869A1 (de) * | 2014-07-30 | 2016-02-04 | Kienle + Spiess Gmbh | Lamellenpaket sowie verfahren zu dessen herstellung |
| JP2017046480A (ja) * | 2015-08-27 | 2017-03-02 | 日産自動車株式会社 | ロータコアの製造方法および回転電機のロータコア |
| JP2020089202A (ja) * | 2018-11-30 | 2020-06-04 | 三菱電機株式会社 | 積層コア、固定子および回転子 |
| JP2020092531A (ja) * | 2018-12-06 | 2020-06-11 | 三菱電機株式会社 | 固定子、この固定子を用いる回転電機、および固定子の製造方法 |
| JP7151438B2 (ja) | 2018-12-06 | 2022-10-12 | 三菱電機株式会社 | 固定子、この固定子を用いる回転電機、および固定子の製造方法 |
| US20220219223A1 (en) * | 2019-05-27 | 2022-07-14 | Schaeffler Technologies AG & Co. KG | Punching and clinching of metal sheets |
| US11772149B2 (en) * | 2019-05-27 | 2023-10-03 | Schaeffler Technologies AG & Co. KG | Punching and clinching of metal sheets |
| CN114008891A (zh) * | 2019-06-26 | 2022-02-01 | 日本制铁株式会社 | 铁芯块、层叠铁芯及旋转电机 |
| JPWO2020262298A1 (ja) * | 2019-06-26 | 2020-12-30 | ||
| WO2020262298A1 (ja) * | 2019-06-26 | 2020-12-30 | 日本製鉄株式会社 | コアブロック、積層コアおよび回転電機 |
| EP3993224A4 (en) * | 2019-06-26 | 2023-04-05 | Nippon Steel Corporation | BLOCK OF NULES, STACKED CORE AND ROTATING ELECTRICAL MACHINE |
| JP7299527B2 (ja) | 2019-06-26 | 2023-06-28 | 日本製鉄株式会社 | コアブロック、積層コアおよび回転電機、並びにコアブロックの製造方法 |
| CN114008891B (zh) * | 2019-06-26 | 2024-10-15 | 日本制铁株式会社 | 铁芯块、层叠铁芯及旋转电机 |
| US12126217B2 (en) | 2019-06-26 | 2024-10-22 | Nippon Steel Corporation | Core block, laminated core, and electric motor |
| KR20210147421A (ko) * | 2020-05-28 | 2021-12-07 | 주진 | 하이브리드형 결합 수단을 갖는 적층코아, 및 그 제조방법 |
| KR102395918B1 (ko) * | 2020-05-28 | 2022-05-06 | 주진 | 하이브리드형 결합 수단을 갖는 적층코아, 및 그 제조방법 |
| CN112234733A (zh) * | 2020-10-20 | 2021-01-15 | 苏州范斯特机械科技有限公司 | 新型电机铁芯 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009072014A (ja) | コアブロック、コア、電動機用ステータ、およびその電動機 | |
| JP4938389B2 (ja) | 積層コアおよびステータ | |
| JP4819864B2 (ja) | ステータを製作するための方法ならびに該方法により製作されたステータ | |
| CN109311073B (zh) | 金属部件的冲裁方法和适用于这种冲裁方法的冲裁装置 | |
| KR101345029B1 (ko) | 회전 전기의 몰드 스테이터의 제조 방법 | |
| JP2003219585A (ja) | 積層鉄心およびその製造方法 | |
| JPWO2010082465A1 (ja) | 積層コアの製造方法及びその製造治具 | |
| JP2016123976A (ja) | 積層鉄心用の打抜き加工方法及び積層鉄心の製造方法 | |
| JP2017017855A (ja) | 積層鉄心の製造方法 | |
| JP7062921B2 (ja) | ステータコアの製造方法 | |
| JP5991241B2 (ja) | コアの製造方法 | |
| JP2006353001A (ja) | 積層鉄心とその製造方法及び製造装置 | |
| JP2011223844A (ja) | 積層鉄心とその製造方法 | |
| JP3294638B2 (ja) | 電動機の固定子鉄心の製造方法 | |
| JP6509373B2 (ja) | コアシート、分割積層コアおよび固定子並びに分割積層コアの製造方法 | |
| JP2016092949A (ja) | 打抜き方法 | |
| JP3313965B2 (ja) | アモルファス合金の箔板条材を用いた積層鉄心の製造方法 | |
| JP6438731B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| JP4659441B2 (ja) | 積層鉄心及びその製造方法 | |
| JP3660532B2 (ja) | 電動機および電動機コアの製造方法 | |
| JP6392089B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| JP2006101629A (ja) | 積層鉄心の製造方法 | |
| JP7137918B2 (ja) | 積層鉄心の製造方法 | |
| JPH04117153A (ja) | 積層鉄心の製造方法 | |
| EP1923980A1 (en) | Method of producing core, and stator core |