JP2017521994A - 積層鉄心およびその製造方法 - Google Patents
積層鉄心およびその製造方法 Download PDFInfo
- Publication number
- JP2017521994A JP2017521994A JP2017505158A JP2017505158A JP2017521994A JP 2017521994 A JP2017521994 A JP 2017521994A JP 2017505158 A JP2017505158 A JP 2017505158A JP 2017505158 A JP2017505158 A JP 2017505158A JP 2017521994 A JP2017521994 A JP 2017521994A
- Authority
- JP
- Japan
- Prior art keywords
- laminated
- adhesive
- iron core
- laminate
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title claims abstract description 53
- 238000000034 method Methods 0.000 title claims description 34
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 230000001070 adhesive effect Effects 0.000 claims abstract description 132
- 239000000853 adhesive Substances 0.000 claims abstract description 131
- 230000008878 coupling Effects 0.000 claims abstract description 31
- 238000010168 coupling process Methods 0.000 claims abstract description 31
- 238000005859 coupling reaction Methods 0.000 claims abstract description 31
- 230000004927 fusion Effects 0.000 claims description 17
- 238000010030 laminating Methods 0.000 claims description 4
- 238000004026 adhesive bonding Methods 0.000 claims description 3
- 230000008901 benefit Effects 0.000 abstract description 6
- 238000004080 punching Methods 0.000 description 55
- 230000008569 process Effects 0.000 description 12
- 239000012190 activator Substances 0.000 description 4
- 238000004049 embossing Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 239000003999 initiator Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- PMVSDNDAUGGCCE-TYYBGVCCSA-L Ferrous fumarate Chemical group [Fe+2].[O-]C(=O)\C=C\C([O-])=O PMVSDNDAUGGCCE-TYYBGVCCSA-L 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/28—Means for mounting or fastening rotating magnetic parts on to, or to, the rotor structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2201/00—Specific aspects not provided for in the other groups of this subclass relating to the magnetic circuits
- H02K2201/09—Magnetic cores comprising laminations characterised by being fastened by caulking
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Packages (AREA)
Abstract
Description
Claims (19)
- 互いに重ね合わせて配置されている積層板を備え、これら積層板がそれぞれ第1の結合部を介して互いに結合されている積層鉄心において、
前記積層板(10)の少なくとも一部分が第2の結合部(9,15;11,16;17,18;19)によって互いに結合されていることを特徴とする積層鉄心。 - 前記第1の結合部(9,15)が摩擦結合部であることを特徴とする、請求項1に記載の積層鉄心。
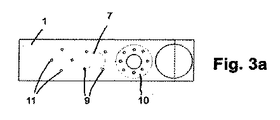
- 前記摩擦結合部が、1つの前記積層板(10)において少なくとも1つの突起(9)によって形成され、そして他の前記積層板(10)において少なくとも1つの凹部(15)によって形成され、該凹部に前記突起(9)が摩擦で係合していることを特徴とする、請求項2に記載の積層鉄心。
- 前記突起(9)が前記積層板(10)でのエンボス加工部であることを特徴とする、請求項3に記載の積層鉄心。
- 前記第2の結合部(11)が融着結合部であることを特徴とする、請求項1から3までのいずれか一つに記載の積層鉄心。
- 前記接着結合部が少なくとも1つの接着剤部分塗布によって形成されていることを特徴とする、請求項5に記載の積層鉄心。
- 前記第1および第2の結合部(9,15;11)が前記積層板(10)のほぼ同じ領域に設けられていることを特徴とする、請求項1から6までのいずれか一つに記載の積層鉄心。
- 前記第1および第2の結合部(9,15;11)が前記積層板(10)の異なる領域に設けられていることを特徴とする、請求項1から6までのいずれか一つに記載の積層鉄心。
- 前記第1および第2の融着結合部(16,17)が少なくとも2つの接着剤系によって形成されていることを特徴とする、請求項1に記載の積層鉄心。
- 第1の接着剤系(16)が高速硬化性であることを特徴とする、請求項9に記載の積層鉄心。
- 第2の接着剤系(17)が耐久性を有することを特徴とする、請求項10に記載の積層鉄心。
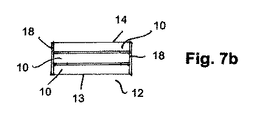
- 前記第1の融着結合部が少なくとも1つの溶接結合部(18)によって形成され、前記第2の融着結合部が少なくとも1つの少なくとも部分的な接着結合部(19)によって形成されていることを特徴とする、請求項1に記載の積層鉄心。
- 前記溶接結合部(18)が少なくとも1つの溶接継ぎ目によって形成されていることを特徴とする、請求項12に記載の積層鉄心。
- 前記接着結合部(19)が少なくとも1つの部分的な接着剤塗布部によって形成されていることを特徴とする、請求項12に記載の積層鉄心。
- 請求項1から8までのいずれか一つに記載の積層鉄心を製造する方法であって、帯状薄板から積層板を押し抜き、突起および凹部を備えさせ、次に前記突起および凹部を介して前記積層板を摩擦で互いに結合させることで該積層板を積層して前記積層鉄心を形成させるようにした前記方法において、
前記積層板(10)を押し抜く前または押し抜いた後に、前記積層板(10)の下面(13)および/または上面(14)に接着剤(11)を塗布することを特徴とする方法。 - 前記接着剤(11)を前記突起(9)および凹部(15)の外側の領域において前記積層板(10)に塗布することを特徴とする、請求項15に記載の方法。
- 前記接着剤(11)を前記突起(9)に塗布することを特徴とする、請求項15に記載の方法。
- 請求項1および9から11までのいずれか一つに記載の積層鉄心を製造する方法であって、帯状薄板から積層板を押し抜き、次に該積層板を積層して前記積層鉄心を形成させるようにした前記方法において、
前記積層板(10)の下面(13)および/または上面(14)に2つの接着剤系(11)を塗布することを特徴とする方法。 - 請求項1、12および13のいずれか一つに記載の積層鉄心を製造する方法であって、帯状薄板から積層板を押し抜き、次に少なくとも1つの溶接継ぎ目を介して該積層板を互いに融着結合させることで該積層板を積層して前記積層鉄心を形成させるようにした前記方法において、
前記積層板(10)を押し抜く前または押し抜いた後に、前記積層板(10)の下面(13)および/または上面(14)に接着剤(19)を塗布することを特徴とする方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022121664A JP7540117B2 (ja) | 2014-07-30 | 2022-07-29 | 積層鉄心の製造方法 |
| JP2024056216A JP2024074866A (ja) | 2014-07-30 | 2024-03-29 | 積層鉄心の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014011474.0 | 2014-07-30 | ||
| DE102014011474.0A DE102014011474A1 (de) | 2014-07-30 | 2014-07-30 | Lamellenpaket sowie Verfahren zu dessen Herstellung |
| PCT/EP2015/001569 WO2016015869A1 (de) | 2014-07-30 | 2015-07-30 | Lamellenpaket sowie verfahren zu dessen herstellung |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022121664A Division JP7540117B2 (ja) | 2014-07-30 | 2022-07-29 | 積層鉄心の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017521994A true JP2017521994A (ja) | 2017-08-03 |
| JP7209465B2 JP7209465B2 (ja) | 2023-01-20 |
Family
ID=53938293
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017505158A Active JP7209465B2 (ja) | 2014-07-30 | 2015-07-30 | 積層鉄心の製造方法 |
| JP2022121664A Active JP7540117B2 (ja) | 2014-07-30 | 2022-07-29 | 積層鉄心の製造方法 |
| JP2024056216A Pending JP2024074866A (ja) | 2014-07-30 | 2024-03-29 | 積層鉄心の製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022121664A Active JP7540117B2 (ja) | 2014-07-30 | 2022-07-29 | 積層鉄心の製造方法 |
| JP2024056216A Pending JP2024074866A (ja) | 2014-07-30 | 2024-03-29 | 積層鉄心の製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10720802B2 (ja) |
| EP (1) | EP3175539B1 (ja) |
| JP (3) | JP7209465B2 (ja) |
| CN (1) | CN106716797A (ja) |
| DE (1) | DE102014011474A1 (ja) |
| ES (1) | ES2755371T3 (ja) |
| HU (1) | HUE048441T2 (ja) |
| MX (1) | MX2017001210A (ja) |
| PL (1) | PL3175539T3 (ja) |
| SI (1) | SI3175539T1 (ja) |
| WO (1) | WO2016015869A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020089202A (ja) * | 2018-11-30 | 2020-06-04 | 三菱電機株式会社 | 積層コア、固定子および回転子 |
| JP2021019375A (ja) * | 2019-07-17 | 2021-02-15 | 日本製鉄株式会社 | 積層コアおよびその製造方法、回転電機 |
| JP2021069200A (ja) * | 2019-10-24 | 2021-04-30 | 株式会社一宮電機 | 積層鋼板、及び積層鋼板の製造方法 |
| JP2022153579A (ja) * | 2014-07-30 | 2022-10-12 | キーンレ ウント シュピース ゲーエムベーハー | 積層鉄心の製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016004633A1 (de) | 2016-04-16 | 2016-09-29 | Daimler Ag | Verfahren zum Herstellen eines Lamellenpakets für eine elektrische Maschine und Stanzvorrichtung zum Stanzen einer Mehrzahl von Lamellen aus einem Elektroband |
| EP3514925A1 (de) * | 2018-01-18 | 2019-07-24 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zum verbinden von blechteilen zu blechpaketen |
| DE102018107916A1 (de) * | 2018-04-04 | 2019-10-10 | Iav Gmbh Ingenieurgesellschaft Auto Und Verkehr | Verfahren und Vorrichtung zur Herstellung eines Elektrobleches einer elektrischen Maschine |
| RS65426B1 (sr) * | 2018-12-18 | 2024-05-31 | Three Bond Co Ltd | Postupak za proizvodnјu laminirane čelične ploče i uređaj za proizvodnјu laminirane čelične ploče |
| DE102019113290A1 (de) * | 2019-05-20 | 2020-11-26 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen einer elektromagnetischen Komponente, insbesondere eines Blechpakets, beispielsweise eines Statorpakets oder eines Rotorpakets, für eine elektrische Maschine |
| CN113555983A (zh) * | 2020-04-24 | 2021-10-26 | 采埃孚汽车英国有限公司 | 马达转子 |
| WO2023139561A1 (es) | 2022-01-24 | 2023-07-27 | Eurotranciatura Mexico S.A. De C.V. | Método y aparato para aplicación de partículas con tamaños controlados de recubrimientos líquidos sobre chapas laminadas de geometrías variables |
| DE102022120772A1 (de) | 2022-08-17 | 2024-02-22 | Bayerische Motoren Werke Aktiengesellschaft | Rotor für eine elektrische Traktionsmaschine eines Kraftfahrzeugs sowie Kraftfahrzeug |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5527538B1 (ja) * | 1964-06-26 | 1980-07-21 | ||
| JPS59185144A (ja) * | 1983-03-31 | 1984-10-20 | シ−メンス、アクチエンゲゼルシヤフト | 電気機械・器具用積層鉄心の製作方法 |
| JP2005348456A (ja) * | 2004-05-31 | 2005-12-15 | Toshiba Corp | 回転機鉄心の製造方法 |
| JP2009072014A (ja) * | 2007-09-14 | 2009-04-02 | Yaskawa Electric Corp | コアブロック、コア、電動機用ステータ、およびその電動機 |
| WO2011101986A1 (ja) * | 2010-02-22 | 2011-08-25 | トヨタ自動車株式会社 | 固定子及び固定子製造方法 |
| JP2013089883A (ja) * | 2011-10-21 | 2013-05-13 | Jfe Steel Corp | 積層コアの製造方法 |
| JP2013126356A (ja) * | 2011-12-16 | 2013-06-24 | Mitsubishi Electric Corp | 固定子鉄心、その製造方法、およびその固定子鉄心を用いた回転電機 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3110831A (en) * | 1961-07-19 | 1963-11-12 | Gen Motors Corp | Dynamoelectric machine core assembly |
| US3465188A (en) | 1967-08-11 | 1969-09-02 | Wagner Electric Corp | Laminated motor stator with bonding material,through bolts,and welds |
| USRE26788E (en) * | 1969-01-13 | 1970-02-10 | Motor stator stack op bonded laminations with less bonding material at bolt hole regions | |
| US4085347A (en) | 1976-01-16 | 1978-04-18 | White-Westinghouse Corporation | Laminated stator core |
| DE2815359A1 (de) * | 1978-04-10 | 1979-10-18 | Licentia Gmbh | Lamellenpaket, das aus mehreren enggeschichteten blechen besteht |
| JPS5527538A (en) | 1978-08-16 | 1980-02-27 | Teijin Seiki Co Ltd | Oil pressure control unit |
| JPS60134757A (ja) | 1983-12-22 | 1985-07-18 | Shinko Electric Co Ltd | リニアパルスモ−タにおけるコアユニツトの製造方法 |
| US4614022A (en) * | 1985-05-30 | 1986-09-30 | Applied Plastics Co., Inc. | Method for forming multi-laminate core assembly |
| US5168662A (en) | 1988-12-28 | 1992-12-08 | Fanuc Ltd. | Process of structuring stator of built-in motor |
| US4922604A (en) * | 1989-03-13 | 1990-05-08 | Pacific Scientific Company | Method of fabricating an encapsulated motor |
| DE19501805A1 (de) * | 1995-01-21 | 1996-07-25 | Aeg Schienenfahrzeuge | Verfahren zum Fügen von Bauteilen und Baugruppen von Schienenfahrzeugen durch Kleben |
| JP3180687B2 (ja) * | 1996-10-16 | 2001-06-25 | 三菱電機株式会社 | 積層コアおよび該積層コアの製造方法 |
| DE19741364C2 (de) * | 1997-09-19 | 2000-05-25 | Vacuumschmelze Gmbh | Verfahren und Vorrichtung zur Herstellung von aus Blechlamellen bestehenden Paketen für Magnetkerne |
| US6191510B1 (en) * | 1997-12-19 | 2001-02-20 | 3M Innovative Properties Company | Internally damped stator, rotor, and transformer and a method of making |
| JP4252677B2 (ja) | 1999-06-30 | 2009-04-08 | パナソニック株式会社 | 積層体の製造方法 |
| JP3725776B2 (ja) * | 2000-11-10 | 2005-12-14 | 新日本製鐵株式会社 | 積層鉄芯の製造方法およびその製造装置 |
| JP4747423B2 (ja) * | 2001-03-02 | 2011-08-17 | パナソニック株式会社 | 電動機 |
| JP3771933B2 (ja) | 2002-03-08 | 2006-05-10 | Jfeスチール株式会社 | 積層コア用材料及びその製造方法 |
| US6915573B2 (en) * | 2003-01-13 | 2005-07-12 | Wayne-Dalton Corp. | Method of manufacturing a sectional door panel using a combination of quick-setting and structural adhesives |
| JP2006353001A (ja) * | 2005-06-15 | 2006-12-28 | Japan Servo Co Ltd | 積層鉄心とその製造方法及び製造装置 |
| JP2007082319A (ja) * | 2005-09-14 | 2007-03-29 | Yaskawa Electric Corp | 金型装置 |
| WO2007032183A1 (ja) * | 2005-09-14 | 2007-03-22 | Kabushiki Kaisha Yaskawa Denki | 金型装置 |
| KR100771818B1 (ko) | 2006-04-24 | 2007-10-30 | 삼성전기주식회사 | 밀봉 성능이 향상된 액체 렌즈 |
| ES2498670T3 (es) * | 2008-09-30 | 2014-09-25 | Abb Research Ltd. | Conjunto de rotor para máquinas de reluctancia síncrona |
| DE102012200101A1 (de) | 2012-01-05 | 2013-07-11 | Robert Bosch Gmbh | Statorbaugruppe für einen Elektromotor, Verfahren zum Herstellen einer Statorbaugruppe und Elektromotor mit einer Statorbaugruppe |
| DE102012005795A1 (de) * | 2012-03-14 | 2013-09-19 | Kienle + Spiess Gmbh | Lamellenpaket und Verfahren zu seiner Herstellung |
| DE102014011474A1 (de) * | 2014-07-30 | 2016-02-04 | Kienle + Spiess Gmbh | Lamellenpaket sowie Verfahren zu dessen Herstellung |
-
2014
- 2014-07-30 DE DE102014011474.0A patent/DE102014011474A1/de not_active Withdrawn
-
2015
- 2015-07-30 WO PCT/EP2015/001569 patent/WO2016015869A1/de active Application Filing
- 2015-07-30 CN CN201580047760.0A patent/CN106716797A/zh active Pending
- 2015-07-30 PL PL15753613T patent/PL3175539T3/pl unknown
- 2015-07-30 MX MX2017001210A patent/MX2017001210A/es unknown
- 2015-07-30 EP EP15753613.7A patent/EP3175539B1/de active Active
- 2015-07-30 ES ES15753613T patent/ES2755371T3/es active Active
- 2015-07-30 JP JP2017505158A patent/JP7209465B2/ja active Active
- 2015-07-30 HU HUE15753613A patent/HUE048441T2/hu unknown
- 2015-07-30 US US15/500,103 patent/US10720802B2/en active Active
- 2015-07-30 SI SI201531026T patent/SI3175539T1/sl unknown
-
2022
- 2022-07-29 JP JP2022121664A patent/JP7540117B2/ja active Active
-
2024
- 2024-03-29 JP JP2024056216A patent/JP2024074866A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5527538B1 (ja) * | 1964-06-26 | 1980-07-21 | ||
| JPS59185144A (ja) * | 1983-03-31 | 1984-10-20 | シ−メンス、アクチエンゲゼルシヤフト | 電気機械・器具用積層鉄心の製作方法 |
| JP2005348456A (ja) * | 2004-05-31 | 2005-12-15 | Toshiba Corp | 回転機鉄心の製造方法 |
| JP2009072014A (ja) * | 2007-09-14 | 2009-04-02 | Yaskawa Electric Corp | コアブロック、コア、電動機用ステータ、およびその電動機 |
| WO2011101986A1 (ja) * | 2010-02-22 | 2011-08-25 | トヨタ自動車株式会社 | 固定子及び固定子製造方法 |
| JP2013089883A (ja) * | 2011-10-21 | 2013-05-13 | Jfe Steel Corp | 積層コアの製造方法 |
| JP2013126356A (ja) * | 2011-12-16 | 2013-06-24 | Mitsubishi Electric Corp | 固定子鉄心、その製造方法、およびその固定子鉄心を用いた回転電機 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022153579A (ja) * | 2014-07-30 | 2022-10-12 | キーンレ ウント シュピース ゲーエムベーハー | 積層鉄心の製造方法 |
| JP7540117B2 (ja) | 2014-07-30 | 2024-08-27 | ファインツール インターナショナル ホールディング アーゲー | 積層鉄心の製造方法 |
| JP2020089202A (ja) * | 2018-11-30 | 2020-06-04 | 三菱電機株式会社 | 積層コア、固定子および回転子 |
| JP2021019375A (ja) * | 2019-07-17 | 2021-02-15 | 日本製鉄株式会社 | 積層コアおよびその製造方法、回転電機 |
| JP7406061B2 (ja) | 2019-07-17 | 2023-12-27 | 日本製鉄株式会社 | 積層コアおよびその製造方法、回転電機 |
| JP2021069200A (ja) * | 2019-10-24 | 2021-04-30 | 株式会社一宮電機 | 積層鋼板、及び積層鋼板の製造方法 |
| JP7317363B2 (ja) | 2019-10-24 | 2023-07-31 | 株式会社一宮電機 | 積層鋼板、及び積層鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106716797A (zh) | 2017-05-24 |
| ES2755371T3 (es) | 2020-04-22 |
| US10720802B2 (en) | 2020-07-21 |
| JP2022153579A (ja) | 2022-10-12 |
| JP2024074866A (ja) | 2024-05-31 |
| HUE048441T2 (hu) | 2020-08-28 |
| WO2016015869A1 (de) | 2016-02-04 |
| JP7209465B2 (ja) | 2023-01-20 |
| EP3175539B1 (de) | 2019-09-11 |
| SI3175539T1 (sl) | 2020-07-31 |
| JP7540117B2 (ja) | 2024-08-27 |
| MX2017001210A (es) | 2017-11-20 |
| PL3175539T3 (pl) | 2020-06-29 |
| EP3175539A1 (de) | 2017-06-07 |
| DE102014011474A1 (de) | 2016-02-04 |
| US20170250581A1 (en) | 2017-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7540117B2 (ja) | 積層鉄心の製造方法 | |
| EP2083502B1 (en) | Laminated core, method and apparatus for manufacturing laminated core, and stator | |
| CA2971381C (en) | Punch processing method for laminated iron core and method for manufacturing laminated iron core | |
| JP2008067459A (ja) | 積層コアおよびステータ | |
| JPWO2018043429A1 (ja) | 積層鉄心、積層鉄心の製造方法、および積層鉄心を用いた電機子 | |
| JP2009072014A (ja) | コアブロック、コア、電動機用ステータ、およびその電動機 | |
| US20130328418A1 (en) | Electric motor having a segmented stator | |
| JP2014176891A (ja) | コアの製造方法 | |
| JPH09215279A (ja) | アモルファス合金の箔板条材を用いた積層鉄心の製造 方法 | |
| JP2016092949A (ja) | 打抜き方法 | |
| KR20220137100A (ko) | 적층 코어의 제조 방법 | |
| JP6392089B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| CN109980827B (zh) | 导电端子、导电端子的制造装置及含导电端子的旋转电机 | |
| JP6024050B2 (ja) | 積層コイルおよび積層コイルの製造方法 | |
| JP5668607B2 (ja) | 電池及びその製造装置 | |
| JP2006158003A (ja) | 積層固定子鉄心の製造方法 | |
| JP5387528B2 (ja) | ステータコアの製造方法 | |
| JP2006081302A (ja) | 積層固定子鉄心の製造方法 | |
| JP5521642B2 (ja) | 回転電機の電機子、および、その電機子の製造方法 | |
| CN109952692B (zh) | 层叠铁芯 | |
| JP6011967B2 (ja) | 積層コイルおよび積層コイルの製造方法 | |
| US20180287325A1 (en) | Method for manufacturing terminal member, method for connecting terminal member and conductive member, terminal member, and wiring member | |
| JP2024130462A (ja) | 積層鉄心および積層鉄心の製造方法 | |
| EP4430736A1 (en) | Method of producing multilayer material prior to stamping press for electric motor laminated components | |
| JPS5815457A (ja) | 電機子鉄心の板抜き積層方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180329 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190528 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190827 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210702 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210705 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210825 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210831 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20211015 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20211019 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20211109 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220428 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220531 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220729 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220905 |
|
| C302 | Record of communication |
Free format text: JAPANESE INTERMEDIATE CODE: C302 Effective date: 20220905 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220906 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20221115 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20221213 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20221213 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7209465 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |