JP2008528332A - 水中用ペレタイザーの中央加熱ダイプレート - Google Patents
水中用ペレタイザーの中央加熱ダイプレート Download PDFInfo
- Publication number
- JP2008528332A JP2008528332A JP2007553143A JP2007553143A JP2008528332A JP 2008528332 A JP2008528332 A JP 2008528332A JP 2007553143 A JP2007553143 A JP 2007553143A JP 2007553143 A JP2007553143 A JP 2007553143A JP 2008528332 A JP2008528332 A JP 2008528332A
- Authority
- JP
- Japan
- Prior art keywords
- die plate
- heating
- heating element
- cylindrical
- nose cone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 93
- 238000001125 extrusion Methods 0.000 claims abstract description 34
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 28
- 229920000642 polymer Polymers 0.000 claims abstract description 21
- 239000008188 pellet Substances 0.000 claims description 10
- 230000005855 radiation Effects 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 239000012530 fluid Substances 0.000 description 6
- 239000004020 conductor Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000009413 insulation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
- B29B9/065—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion under-water, e.g. underwater pelletizers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/582—Component parts, details or accessories; Auxiliary operations for discharging, e.g. doors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/826—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/04—Particle-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B2009/125—Micropellets, microgranules, microparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0811—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
Description
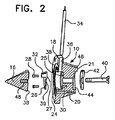
12…入口ハウジング
14…通路
16…ノーズコーン
18…上流面
20…押出口
22…ナイフ・ブレード組立品
24…キャビティ
26…円形加熱プレート
28…留め具
34…導線
40…アンカーボルト
42…円形断熱プラグ
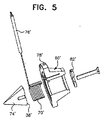
60…ダイプレート
62…円筒内部材
70…加熱コイル
80…肩部
82…閉鎖プレート
88…アンカーボルト
Claims (19)
- ペレタイザーの押出ダイプレートのための加熱組立品であって、
前記ダイプレートは、溶解したポリマーが移動する、切断組立品によってペレットに切断されたストランドのように、ダイの表面に出るように押し出される多数の開口を備え、
ダイプレートの円筒状の中心領域に保持するために、該中心領域と熱交換するように配置された略円筒状の加熱要素と、
前記加熱要素に隣接し、上昇した温度に維持し、ポリマーを、通過時に溶解した状態とする押出口と、
を備えた加熱組立品。 - 前記加熱要素は、前記ダイプレートの1つの面の凹部の中心に搭載された円形加熱プレートである請求項1に記載の加熱組立品。
- 前記加熱要素は、前記ダイプレートの中空中心に配置される円筒コイル状の加熱要素である請求項1に記載の加熱組立品。
- 前記ダイプレートの中空中心は、ノーズコーンによって一端を閉鎖し、前記開口に向かって外方に放熱するために、ダイプレートの中心から熱が逃げないようにする断熱プラグによって他端を閉鎖した請求項3に記載の加熱組立品。
- 前記加熱要素は、電力を供給するために、前記ダイプレートの放射通路の1つを介して延びる加熱リードに接続した請求項1に記載の加熱組立品。
- ダイプレートの周辺回りの円形パターンで、ダイプレートの上流面から下流面へと延びるように方向付けされた多数の押出口と、
前記押出口を通過する間、ポリマーを溶解状態に維持するために、前記押出口に向かって外方に放熱するように、前記押出口の円形パターンの内方に向かって前記ダイプレートの中心領域に対して熱交換する、略円筒状の加熱要素と、
を備えた水中用ペレタイザーでポリマーのストランドを押し出すためのダイプレート。 - 前記加熱要素は、該加熱要素に接続し、前記ダイプレートの単一の通路を介して前記ダイプレートの外側の電力供給源に延びる加熱リードによって電力が供給される電気抵抗加熱要素である請求項6に記載のダイプレート
- 前記加熱要素は、上流面の円形凹部に保持され、上流面に取り付けたノーズコーンによって位置決めされる円形プレートである請求項1に記載のダイプレート。
- 前記加熱要素は、
前記ダイプレートの上流側から下流側に中心で延びる円筒状の凹部に配置される円筒状コイル、
前記ダイプレートの上流面で、前記円筒状の凹部のための閉鎖部を形成するノーズコーン、及び、
前記ダイプレートの下流面で、前記円筒状凹部のための閉鎖部を形成する閉鎖プレートである請求項7に記載のダイプレート。 - 前記加熱リードは、前記円筒コイルの端部に一体化した請求項9に記載のダイプレート。
- ダイプレートの外縁周りの円形パターンに方向付けされ、ダイプレートの上流面から下流面へと延びる多数の押出口と、
前記上流面から前記下流面へと延びるダイプレートの中心円筒凹部に配置された円筒コイルヒータと、
前記コイルヒータに接続され、前記コイルヒータに電力を供給するために前記ダイプレートの単一の通路を介して延びる加熱リードと、
を備えた水中用ペレタイザーでポリマーのストランドを押し出すためのダイプレート。 - 前記コイルヒータは、前記上流面に閉鎖部を形成するノーズコーンと、前記下流面に閉鎖部を形成する断熱プラグとによって前記円筒凹部に保持される請求項11に記載のダイプレート。
- 前記ノーズコーン及び前記断熱プラグは、前記断熱プラグ及び前記コイルヒータの中心孔を通過し、前記ノーズコーンに貫通するノーズコーンのアンカーボルトによって所定位置に保持される請求項12に記載のダイプレート。
- 前記加熱リードの構成要素は、前記コイルヒータへの電力供給源のみからなる請求項11に記載のダイプレート。
- 前記加熱リードは、前記円筒コイルヒータの端部に一体化した請求項11に記載のダイプレート。
- 前記単一の通路は、放射状に延びている請求項11に記載のダイプレート。
- 前記加熱要素の一部は、前記加熱要素からの熱が、直接、前記ダイプレートに伝わるように、前記ダイプレートの中心領域に全面接触している請求項1に記載の加熱組立品。
- 前記加熱要素の一部は、前記加熱要素からの熱が、直接、前記ダイプレートに伝わるように、前記ダイプレートの中心領域に全面接触している請求項6に記載のダイプレート。
- 前記円筒コイルヒータの外面は、前記コイルヒータからの熱が、直接、前記ダイプレートに伝わるように、前記中心円筒凹部の内壁に接触している請求項11に記載のダイプレート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/041,865 | 2005-01-25 | ||
| US11/041,865 US7402034B2 (en) | 2005-01-25 | 2005-01-25 | Center heated die plate for underwater pelletizer |
| PCT/US2006/002033 WO2006081140A1 (en) | 2005-01-25 | 2006-01-20 | Center heated die plate for underwater pelletizer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008528332A true JP2008528332A (ja) | 2008-07-31 |
| JP4789956B2 JP4789956B2 (ja) | 2011-10-12 |
Family
ID=36570530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007553143A Active JP4789956B2 (ja) | 2005-01-25 | 2006-01-20 | 水中用ペレタイザーのダイプレート、並びに、ダイプレート及び加熱組立品 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7402034B2 (ja) |
| EP (1) | EP1841574B1 (ja) |
| JP (1) | JP4789956B2 (ja) |
| KR (1) | KR101266840B1 (ja) |
| AU (1) | AU2006208287B2 (ja) |
| BR (1) | BRPI0607272B1 (ja) |
| CA (1) | CA2594463C (ja) |
| EA (1) | EA010644B1 (ja) |
| MX (1) | MX2007008926A (ja) |
| TR (1) | TR201819768T4 (ja) |
| TW (1) | TWI396616B (ja) |
| WO (1) | WO2006081140A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010073912A1 (ja) * | 2008-12-26 | 2010-07-01 | 株式会社神戸製鋼所 | 水中カット造粒装置用ダイス |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3629939B2 (ja) * | 1998-03-18 | 2005-03-16 | セイコーエプソン株式会社 | トランジスタ回路、表示パネル及び電子機器 |
| JP4799664B2 (ja) * | 2007-02-23 | 2011-10-26 | 積水化成品工業株式会社 | 造粒用ダイス、造粒装置及び発泡性熱可塑性樹脂粒子の製造方法 |
| EP2008784B1 (en) | 2007-06-25 | 2013-02-27 | Gala Industries, Inc. | Method and apparatus for producing polymer pellets containing volatiles and/or volatile generating material |
| DE202007019511U1 (de) | 2007-06-25 | 2013-03-14 | Gala Industries, Inc. | Gerät zur Herstellung von Polymerpellets enthaltend flüchtige organische Stoffe und/oder flüchtige organische Stoffe erzeugendes Material |
| US8080196B2 (en) * | 2008-02-12 | 2011-12-20 | Gala Industries, Inc. | Method and apparatus to achieve crystallization of polymers utilizing multiple processing systems |
| US9259857B2 (en) | 2008-02-12 | 2016-02-16 | Gala Industries, Inc. | Method and apparatus to condition polymers utilizing multiple processing systems |
| FR2929948B1 (fr) * | 2008-04-09 | 2010-09-24 | Toray Plastics Europ | Film plastique extrude charge en particules metalliques, procede d'obtention et utilisations dudit film |
| EP2291276B1 (en) | 2008-05-16 | 2016-08-24 | Gala Industries, Inc. | Method and device for extrusion of hollow pellets |
| US9815223B2 (en) | 2008-05-16 | 2017-11-14 | Gala Industries, Inc. | Method and device for extrusion of hollow pellets |
| US20100040716A1 (en) | 2008-08-13 | 2010-02-18 | Fridley Michael A | Thermally insulated die plate assembly for underwater pelletizing and the like |
| US9925694B2 (en) | 2009-02-24 | 2018-03-27 | Gala Industries, Inc. | Continuous bagging processes and systems |
| JP6063125B2 (ja) | 2009-02-24 | 2017-01-18 | ガラ・インダストリーズ・インコーポレイテッドGala Industries, Inc. | 連続的袋詰め方法及びシステム |
| US20100323047A1 (en) * | 2009-06-17 | 2010-12-23 | Fridley Michael A | Solid one-piece cutter hub and blade combination |
| BRPI1008610A2 (pt) | 2009-06-22 | 2016-03-15 | Gala Inc | sistemas de peletização, secagem e ensacamento contínuos com produtividade aperfeiçoada |
| WO2015026758A1 (en) | 2013-08-20 | 2015-02-26 | Gala Industries, Inc. | Systems and methods for self-aligning cutting hub assembly |
| CN107428421B (zh) | 2015-01-21 | 2019-06-28 | 戈拉工业公司 | 连续打包工艺和系统 |
| DE102019127666A1 (de) * | 2019-10-15 | 2021-04-15 | Maag Automatik Gmbh | Lochplatte zum Granulieren von Schmelzen sowie Verfahren zu deren Herstellung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3521325A (en) * | 1967-02-15 | 1970-07-21 | Barmag Barmer Maschf | Inductively heated extrusion die |
| JPS61130410U (ja) * | 1985-02-05 | 1986-08-15 | ||
| DE19609065C1 (de) * | 1996-03-08 | 1997-01-23 | Berstorff Gmbh Masch Hermann | Vorrichtung zum Granulieren von Kunststoffsträngen |
| US6474969B1 (en) * | 2000-10-27 | 2002-11-05 | Tds Technologies Inc. | Extrusion die and die assembly for underwater pelletizer |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1027074B (it) * | 1974-12-16 | 1978-11-20 | Porrplastic Di Luigi Porro | Procedimento per la preparazione di granuli di materie termoplastiche a bassa densita quali polientilene e polipropilene, e macchina |
| US4123207A (en) * | 1976-03-29 | 1978-10-31 | Gala Industries, Inc. | Underwater pelletizer and heat exchanger die plate |
| US4621996A (en) * | 1985-04-24 | 1986-11-11 | Gala Industries, Inc. | Removable die center for extrusion dies |
| US4728276A (en) * | 1986-01-31 | 1988-03-01 | Gala Industries, Inc. | Underwater pelletizer |
| US5403176A (en) * | 1991-02-01 | 1995-04-04 | Gala Industries, Inc. | Tapered insert die plate for underwater pelletizers |
| US5624688A (en) * | 1995-10-12 | 1997-04-29 | Gala Industries, Inc. | Self-aligning cutter hub |
| AT410072B (de) * | 2001-06-08 | 2003-01-27 | Erema | Verfahren und vorrichtung zur einstellung einer vorspannung der messer einer granuliervorrichtung |
| US6824371B2 (en) | 2001-08-02 | 2004-11-30 | Gala Industries, Inc. | Insulation plug for underwater pelletizer die face recess |
-
2005
- 2005-01-25 US US11/041,865 patent/US7402034B2/en active Active
-
2006
- 2006-01-20 JP JP2007553143A patent/JP4789956B2/ja active Active
- 2006-01-20 EP EP06733778.2A patent/EP1841574B1/en active Active
- 2006-01-20 CA CA2594463A patent/CA2594463C/en not_active Expired - Fee Related
- 2006-01-20 EA EA200701585A patent/EA010644B1/ru not_active IP Right Cessation
- 2006-01-20 TR TR2018/19768T patent/TR201819768T4/tr unknown
- 2006-01-20 AU AU2006208287A patent/AU2006208287B2/en not_active Ceased
- 2006-01-20 WO PCT/US2006/002033 patent/WO2006081140A1/en active Application Filing
- 2006-01-20 BR BRPI0607272A patent/BRPI0607272B1/pt active IP Right Grant
- 2006-01-20 MX MX2007008926A patent/MX2007008926A/es active IP Right Grant
- 2006-01-20 KR KR1020077019509A patent/KR101266840B1/ko active IP Right Grant
- 2006-01-24 TW TW095102612A patent/TWI396616B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3521325A (en) * | 1967-02-15 | 1970-07-21 | Barmag Barmer Maschf | Inductively heated extrusion die |
| JPS61130410U (ja) * | 1985-02-05 | 1986-08-15 | ||
| DE19609065C1 (de) * | 1996-03-08 | 1997-01-23 | Berstorff Gmbh Masch Hermann | Vorrichtung zum Granulieren von Kunststoffsträngen |
| US6474969B1 (en) * | 2000-10-27 | 2002-11-05 | Tds Technologies Inc. | Extrusion die and die assembly for underwater pelletizer |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010073912A1 (ja) * | 2008-12-26 | 2010-07-01 | 株式会社神戸製鋼所 | 水中カット造粒装置用ダイス |
| JP2010149473A (ja) * | 2008-12-26 | 2010-07-08 | Kobe Steel Ltd | 水中カット造粒装置用ダイス |
| US8727761B2 (en) | 2008-12-26 | 2014-05-20 | Kobe Steel, Ltd. | Die for underwater cutting type pelletizer |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2594463C (en) | 2013-12-03 |
| BRPI0607272B1 (pt) | 2016-12-13 |
| MX2007008926A (es) | 2007-09-11 |
| KR20070103471A (ko) | 2007-10-23 |
| TW200631763A (en) | 2006-09-16 |
| JP4789956B2 (ja) | 2011-10-12 |
| US20060165834A1 (en) | 2006-07-27 |
| BRPI0607272A2 (pt) | 2009-08-25 |
| EP1841574B1 (en) | 2018-10-24 |
| US7402034B2 (en) | 2008-07-22 |
| WO2006081140A1 (en) | 2006-08-03 |
| TWI396616B (zh) | 2013-05-21 |
| AU2006208287A1 (en) | 2006-08-03 |
| EP1841574A1 (en) | 2007-10-10 |
| AU2006208287B2 (en) | 2010-12-09 |
| TR201819768T4 (tr) | 2019-02-21 |
| KR101266840B1 (ko) | 2013-05-23 |
| EA010644B1 (ru) | 2008-10-30 |
| EA200701585A1 (ru) | 2007-12-28 |
| CA2594463A1 (en) | 2006-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4789956B2 (ja) | 水中用ペレタイザーのダイプレート、並びに、ダイプレート及び加熱組立品 | |
| US7524179B2 (en) | Center heated die plate with two heat zones for underwater pelletizer | |
| US6619948B2 (en) | Hot runner nozzle | |
| KR100746648B1 (ko) | 수중용 펠릿제조기의 다이페이스의 홈에 대한 단열 플러그 | |
| US6474969B1 (en) | Extrusion die and die assembly for underwater pelletizer | |
| JP6450843B2 (ja) | ソリッドフェースプレートによって覆われた開口された下流面を有するダイプレート本体を備えたダイプレート、及び、当該ダイプレートを備えるペレタイザー | |
| JP2009537351A (ja) | ダイプレート | |
| US20150132424A1 (en) | Extrusion Die Plate Assembly for a Pelletizer System | |
| JPH08216184A (ja) | 射出成形用ノズル | |
| CN101107108B (zh) | 用于水下造粒机的中心加热模板 | |
| WO2010073912A1 (ja) | 水中カット造粒装置用ダイス | |
| JP2005506221A (ja) | 加熱要素を有する押出機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081211 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110414 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110621 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110719 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140729 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4789956 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |