JP2008526531A - ジグ - Google Patents
ジグ Download PDFInfo
- Publication number
- JP2008526531A JP2008526531A JP2007549765A JP2007549765A JP2008526531A JP 2008526531 A JP2008526531 A JP 2008526531A JP 2007549765 A JP2007549765 A JP 2007549765A JP 2007549765 A JP2007549765 A JP 2007549765A JP 2008526531 A JP2008526531 A JP 2008526531A
- Authority
- JP
- Japan
- Prior art keywords
- jig
- opening
- flexible element
- hub
- circular outer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G3/00—Arrangements or accessories for enabling machine tools not specially designed only for thread cutting to be used for this purpose, e.g. arrangements for reversing the working spindle
- B23G3/06—Arrangements or accessories for enabling machine tools not specially designed only for thread cutting to be used for this purpose, e.g. arrangements for reversing the working spindle for compensating inaccuracies in the pitch of the lead-screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21G—MAKING NEEDLES, PINS OR NAILS OF METAL
- B21G1/00—Making needles used for performing operations
- B21G1/12—Securing, cleaning-off burrs, reconditioning polishing, grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/16—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding sharp-pointed workpieces, e.g. needles, pens, fish hooks, tweezers or record player styli
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/16—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding sharp-pointed workpieces, e.g. needles, pens, fish hooks, tweezers or record player styli
- B24B19/165—Phonograph needles and the like
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Jigs For Machine Tools (AREA)
Abstract
【課題】 ブランクの製造中、一組のブランク(11)を、使用時に保持するようになったジグを提供する。
【解決手段】 ブランクはロッド状部分を有し、ジグは、回転軸線を中心として回転させるために駆動シャフトに取り付けられるようになった本体を有し、本体は、互いに対して角変位できる外部分(15)及び内部分(17)を有し、外部分及び内部分は、同心の向き合った面を有し、これらの面は、使用時に、一組のブランクのロッド状部分を、それらの中央軸線が回転軸線と実質的に平行であり且つ少なくとも一方の端部が本体を越えて軸線方向に延びるように支持するようになったクランプ面を形成し、駆動部材シャフトは、外部分と内部分との間で相対的角変位を生じ、ジグを中央軸線を中心として協働回転させることができる、ジグ。
【選択図】 図1
【解決手段】 ブランクはロッド状部分を有し、ジグは、回転軸線を中心として回転させるために駆動シャフトに取り付けられるようになった本体を有し、本体は、互いに対して角変位できる外部分(15)及び内部分(17)を有し、外部分及び内部分は、同心の向き合った面を有し、これらの面は、使用時に、一組のブランクのロッド状部分を、それらの中央軸線が回転軸線と実質的に平行であり且つ少なくとも一方の端部が本体を越えて軸線方向に延びるように支持するようになったクランプ面を形成し、駆動部材シャフトは、外部分と内部分との間で相対的角変位を生じ、ジグを中央軸線を中心として協働回転させることができる、ジグ。
【選択図】 図1
Description
本発明は、機械加工や研削等の処理及び同様の処理を必要とする細長いエレメントの製造に関する。更に詳細には、経皮ニードル及び他の小径の構成要素の機械加工に関する。
このような細長い物品には、経皮ニードル及びトレフィンやトロカール等の他の小径の構成要素が含まれる。しかしながら、本発明は、更に、機械の部品を構成する大径の細長いエレメントの機械加工にも適用される。
明細書及び特許請求の範囲に亘り、特段の記載がない限り、「備えている」、又は「含む」又は「有する」等の用語は、言及した構成要素又は構成要素の群を含むということを意味するが、その他の構成要素又は構成要素の群を除外しないということは理解されよう。
本発明の目的は、ブランクの製造中、一組のブランクを、使用時に保持するようになったジグを提供することである。
従って、本発明は、ブランクの製造中、一組のブランクを、使用時に保持するようになったジグにおいて、ブランクはロッド状部分を有し、ジグは、回転軸線を中心として回転するように駆動シャフトに取り付けられるようになった本体を有し、本体は、互いに対して角変位できる外部分及び内部分を有し、外部分及び内部分は、同心の向き合った面を有し、これらの面は、使用時に、一組のブランクのロッド状部分を、それらの中央軸線が回転軸線と実質的に平行であり且つ少なくとも一方の端部が本体を越えて軸線方向に延びるように支持するようになったクランプ面を形成し、駆動シャフトは、外部分と内部分との間で相対的角変位を生じ、ジグを中央軸線を中心として協働回転させることができる、ジグに関する。
本発明の好ましい特徴によれば、内部分は、円形の外面を有し、外部分は、円形の外面と面と面とがぴったりと係合したクランプ位置をとるように円形の外面上に受け入れられる可撓性エレメントを有し、この可撓性エレメントは、クランプ位置及び非クランプ位置の夫々の間で円形の外面に向かって及び円形の外面から遠ざかるように変位できる。本発明の好ましい特徴によれば、可撓性エレメントは、バンドの形態を備えている。本発明の好ましい特徴によれば、可撓性エレメントは二つの端部を有する。
本発明の好ましい特徴によれば、駆動部材は、円形の外面と同心の軸線を中心として内部分内に回転自在に支持されたハブを有し、ハブは、内部分に対して相対的に角度移動可能であり、外部分は、ハブから支持されており、ハブ及び内部分は、協働回転できる。本発明の好ましい特徴によれば、円形の外面は、開口部を有し、ハブは、開口部を通してアクセスできる半径方向延長部を有し、開口部は、内部分に関し、或る程度の相対的半径方向角度移動を許容する寸法を備えており、可撓性エレメントの端部は、半径方向延長部に固定されており、係合部材がハブから支持されており、開口部を通してアクセスでき、係合部材は、端部間に相対的角変位を生じ、可撓性エレメントをクランプ位置と非クランプ位置との間で変位させるように、可撓性エレメントの端部と係合できる。本発明の好ましい特徴によれば、可撓性エレメントは、円形の外面を協働して取り囲む複数の部分を含む。本発明の好ましい特徴によれば、部分の各々は、円形の外面の開口部及び半径方向延長部と関連しており、半径方向延長部は、各開口部のところで、開口部と近接した部分の端部と係合し、係合部材の夫々は、開口部と近接した部分の一つの端部と係合する。
本発明の好ましい特徴によれば、ブランクは、ニードルブランクを含む。
本発明は、幾つかの特定の実施例の以下の説明を読むことにより、更に完全に理解されるであろう。
次に、添付図面を参照して説明する。
本発明は、幾つかの特定の実施例の以下の説明を読むことにより、更に完全に理解されるであろう。
次に、添付図面を参照して説明する。
添付図面に示す第1実施例は、皮下注射器のニードルとして使用されるようになったブランク11を支持するのに使用できるジグを含む。このジグは、ブランクの一端又は両端を機械加工できるようにブランクを支持するのに役立つ。機械加工は、一回の作用で全てのニードルブランクの夫々の端部に一つ又はそれ以上の所望の切り子面を形成するように研削作用によって行われる。このジグは、WO2004/065036の要旨である回転ジグが発展したものである。
ジグは、可撓性バンド13によって形成された可撓性外エレメントと、バンド13に関して向き合った関係の円形の外面を提供する環状部材を含む内部分15とを備えている。更に、バンド13は、内部分15内で回転自在であるように内部分15内に収容された中央ハブ17と関連している。ジグ及び内部分15の両方の中央軸線Xを中心として内部分15に対して角変位できる。中央ハブ17には、内部分15に設けられた開口部21を通って延びる半径方向延長部19が形成されている。開口部21は、中央ハブ17と内部分15との間の相対的角変位により、半径方向部材19が開口部21内で相対的に角変位できるような寸法を備えている。
ジグは、可撓性バンド13によって形成された可撓性外エレメントと、バンド13に関して向き合った関係の円形の外面を提供する環状部材を含む内部分15とを備えている。更に、バンド13は、内部分15内で回転自在であるように内部分15内に収容された中央ハブ17と関連している。ジグ及び内部分15の両方の中央軸線Xを中心として内部分15に対して角変位できる。中央ハブ17には、内部分15に設けられた開口部21を通って延びる半径方向延長部19が形成されている。開口部21は、中央ハブ17と内部分15との間の相対的角変位により、半径方向部材19が開口部21内で相対的に角変位できるような寸法を備えている。
内部分15には、更に、一組の三個の係止凹所25が設けられている。これらの凹所は、研削機の回転自在のへッドからジグを支持するようになった駆動へッド(図示せず)に設けられた一組の係止エレメント(図示せず)と係合するようになっている。
ジグが使用されるようになった駆動へッドは、二つの駆動装置を備えている。一方の駆動装置は、中央ハブ17と係合し、他方の駆動装置(係止部材を含む)は、係止部材が係止凹所に係止的に受け入れられることによって内部分15と係合する。各駆動装置は、互いに関して相対的に角変位でき、これによって、中央ハブ17と内部分15との間で対応して相対的に角変位できる。更に、これらの駆動装置の各々を、ジグの中央軸線Xと同軸の中央軸線を中心として協働して回転することによって、内部分15及び中央ハブ17が互いに関して相対的に定置の状態で、中央軸線を中心としてジグ全体を回転させることができる。
ジグが使用されるようになった駆動へッドは、二つの駆動装置を備えている。一方の駆動装置は、中央ハブ17と係合し、他方の駆動装置(係止部材を含む)は、係止部材が係止凹所に係止的に受け入れられることによって内部分15と係合する。各駆動装置は、互いに関して相対的に角変位でき、これによって、中央ハブ17と内部分15との間で対応して相対的に角変位できる。更に、これらの駆動装置の各々を、ジグの中央軸線Xと同軸の中央軸線を中心として協働して回転することによって、内部分15及び中央ハブ17が互いに関して相対的に定置の状態で、中央軸線を中心としてジグ全体を回転させることができる。
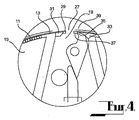
バンド13は、半径方向延長部19を通してジグによって支持されている。これに関し、バンド13の一端27が半径方向延長部19の外端と係合する。図3及び図4に示すように、係合は、一端27に設けられた返し形状の第1リブ29によって行われる。第1リブ29は、半径方向延長部19の外端に設けられた対応する形状の固定爪部材31と係合する。更に、半径方向延長部19は、中央軸線Xと平行な軸線を中心として半径方向延長部19上に枢動自在に支持されたクランプ部材33を支持する。クランプ部材33の外端には、バンドの他端39に設けられた返し形状の第2リブ37と係合する歯35が設けられている。クランプ部材33は、図1に示し且つ図5に太線で示す、歯35が半径方向延長部19とぴったりと係合したクランプ位置と、図2に示し且つ図5に破線で示す、引っ込め位置との間で、適当な機構によって駆動される。歯がバンドの他端の返し形状の第2リブ37と係合している場合には、クランプ部材33を図1及び図2に示すその末端位置間で移動することにより、バンドをクランプ位置から変位位置まで移動させる。クランプ位置では、バンドは、図1に示すように、内部分15の円形の外面で支持されたニードルブランクと係合する。変位位置では、バンドは、図2に示すように、円形の外面から支持されたニードルブランクとクランプ係合した状態から外れている。
バンドがクランプ位置にある場合には、ニードルブランク11は、円形の外面とバンドとの間に、相対的変位が実質的に不可能であるようにぴったりとクランプ係合した状態に保持される。これにより、中央軸線を中心としてジグを回転させたときにブランクの自由端の研削が容易になる。ブランクのエレメントの夫々の端部に別の切り子面を研削するのが必要になった場合には、中央ハブ17を内部分15に対して角変位する。こうした角変位により、バンド13を内部分15の円形の外面上で相対的に変位し、これらの間に支持されたニードルブランク11をそれらの中央軸線を中心として回転する。その結果、追加の切り子面を夫々の端部に形成できる。
本発明によるジグに装填するためには、ジグを駆動へッドから取り外し、装填ステーションに配置する。その位置でクランプ部材を解放することによって、バンド13を内部分15と係合した状態から外すことができるようにする。バンドを内部分15から外した後、ジグに装填しようとする場合、又はジグ全体をニードルブランクを取り外すことができるステーションに送出した場合、ニードルブランクをジグに適用できる。
一実施例によれば、内部分15の円形の外面を、磁界強度が非常に高い希土類磁石の形態の磁石で磁化する。これらの磁石は、円形の外面の周囲で支持される。円形の外面に存在する強力な磁界は、ニードルブランクを円形の外面上で所定位置に保持するのに役立つ。一般的には、ニードルブランクを形成するステンレス鋼は、磁性をほとんど又は全く備えていないが、希土類磁石で得られる強力な磁界が作用すると、ある程度磁気的に引き付けられる。このような引力は、ジグにニードルブランクを装填するとき及びジグからニードルブランクを取り出すとき、ニードルブランクを外面上の位置に保持するのに十分である。
本発明の別の実施例では、ニードルブランクをゲル等の粘着剤によって円形の外面に保持する。このような粘着剤は、ニードルブランクを所定位置に保持でき、完成したニードルから洗うことができる。
本発明の別の実施例によれば、バンドの一端27をヒンジ等の連結部によって半径方向延長部19の外端に永久的に固定する。このような連結部によって、バンドは、装填中及び取り出し中に亘り、ジグで永久的に支持されるが、可撓性バンドをクランプ位置と変位位置との間で移動するときに可撓性バンドが不当に撓むことがないようにする。
本発明の別の実施例によれば、内部分15を協働して取り囲む一対の部分でバンドを形成する。別のジグでは、中央ハブが、直径方向反対側の一対の半径方向延長部を支持する。中央ハブは、これらの部分の一端及び他端と夫々係合する。
本発明の別の実施例によれば、バンドの一端27をヒンジ等の連結部によって半径方向延長部19の外端に永久的に固定する。このような連結部によって、バンドは、装填中及び取り出し中に亘り、ジグで永久的に支持されるが、可撓性バンドをクランプ位置と変位位置との間で移動するときに可撓性バンドが不当に撓むことがないようにする。
本発明の別の実施例によれば、内部分15を協働して取り囲む一対の部分でバンドを形成する。別のジグでは、中央ハブが、直径方向反対側の一対の半径方向延長部を支持する。中央ハブは、これらの部分の一端及び他端と夫々係合する。
上述の実施例の各々は、円形の部材の表面上の一つの位置にクランプ力を加えることによって、円形部材のほぼ全周に亘ってニードルブランクを支持でき、これらのニードルブランクを積極的に係合した状態に保持できる手段を提供する。更に、ニードルの端部に複数の切り子面を容易に形成するため、ニードルブランクをそれらの中央軸線を中心として回転させることができる。
本発明の範囲は、上文中に説明した実施例の特定の範囲に限定されないということは理解されるべきである。詳細には、本発明の範囲は、必ずしもニードルブランクとともに使用することに限定されず、実際には、クランプ面間に受け入れることができるロッド状部分を持つ構成要素を形成するための機械加工で使用できるということに着目されたい。
11 ブランク
13 可撓性バンド
15 内部分
17 中央ハブ
19 半径方向延長部
21 開口部
25 係止凹所
27 一端
29 第1リブ
31 固定爪部材
33 クランプ部材
35 歯
37 第2リブ
39 他端
13 可撓性バンド
15 内部分
17 中央ハブ
19 半径方向延長部
21 開口部
25 係止凹所
27 一端
29 第1リブ
31 固定爪部材
33 クランプ部材
35 歯
37 第2リブ
39 他端
Claims (10)
- ブランクの製造中、一組のブランクを、使用時に保持するようになったジグにおいて、
前記ブランクはロッド状部分を有し、
前記ジグは、回転軸線を中心として回転するように駆動シャフトに取り付けられるようになった本体を有し、
前記本体は、互いに対して角変位できる外部分及び内部分を有し、
前記外部分及び前記内部分は、同心の向き合った面を有し、これらの面は、使用時に、前記一組のブランクの前記ロッド状部分を、それらの中央軸線が前記回転軸線と実質的に平行であり且つ少なくとも一方の端部が前記本体を越えて軸線方向に延びるように支持するようになったクランプ面を形成し、
前記駆動シャフトは、前記外部分と前記内部分との間で相対的角変位を生じ、前記ジグを前記中央軸線を中心として協働回転させることができる、ジグ。 - 請求項1に記載のジグにおいて、
前記内部分は、円形の外面を有し、
前記外部分は、前記円形の外面と面と面とがぴったりと係合したクランプ位置をとるように前記円形の外面上に受け入れられる可撓性エレメントを有し、
前記可撓性エレメントは、前記クランプ位置及び非クランプ位置の夫々の間で前記円形の外面に向かって及び前記円形の外面から遠ざかるように変位できる、ジグ。 - 請求項2に記載のジグにおいて、
前記可撓性エレメントは、バンドの形態を備えている、ジグ。 - 請求項2又は3に記載のジグにおいて、
前記可撓性エレメントは二つの端部を有する、ジグ。 - 請求項1乃至4のうちのいずれか一項に記載のジグにおいて、
前記駆動部材は、前記円形の外面と同心の軸線を中心として前記内部分内に回転自在に支持されたハブを有し、
前記ハブは、前記内部分に対して相対的に角度移動可能であり、
前記外部分は、前記ハブから支持されており、
前記ハブ及び前記内部分は、前記協働回転できる、ジグ。 - 請求項2、3、又は4から従属した、請求項5に記載のジグにおいて、
前記円形の外面は、開口部を有し、
前記ハブは、前記開口部を通してアクセスできる半径方向延長部を有し、
前記開口部は、前記内部分に関し、或る程度の相対的半径方向角度移動を許容する寸法を備えており、
前記可撓性エレメントの端部は、前記半径方向延長部に固定されており、
係合部材が前記ハブから支持されており、前記開口部を通してアクセスでき、
前記係合部材は、前記端部間に相対的角変位を生じ、前記可撓性エレメントを前記クランプ位置と前記非クランプ位置との間で変位させるように、前記可撓性エレメントの端部と係合できる、ジグ。 - 請求項6に記載のジグにおいて、
前記可撓性エレメントは、前記円形の外面を協働して取り囲む複数の部分を含む、ジグ。 - 請求項7に記載のジグにおいて、
前記部分の各々は、前記円形の外面の開口部及び半径方向延長部と関連しており、
前記半径方向延長部は、各開口部のところで、前記開口部と近接した前記部分の端部と係合し、
前記係合部材の夫々は、前記開口部と近接した前記部分の一つの端部と係合する、ジグ。 - 請求項1乃至8のうちのいずれか一項に記載のジグにおいて、
前記ブランクは、ニードルブランクを含む、ジグ。 - 添付図面を参照して説明したジグ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2005900055A AU2005900055A0 (en) | 2005-01-07 | Jig (Case B) | |
| PCT/AU2006/000015 WO2006072141A1 (en) | 2005-01-07 | 2006-01-06 | Jig |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008526531A true JP2008526531A (ja) | 2008-07-24 |
Family
ID=36647374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007549765A Pending JP2008526531A (ja) | 2005-01-07 | 2006-01-06 | ジグ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20090295056A1 (ja) |
| EP (1) | EP1833626A1 (ja) |
| JP (1) | JP2008526531A (ja) |
| KR (1) | KR20070091304A (ja) |
| CN (1) | CN101098764B (ja) |
| WO (1) | WO2006072141A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105856020A (zh) * | 2016-05-30 | 2016-08-17 | 苏州微米光学科技有限公司 | 光学玻璃加工用治具 |
| CN113414612B (zh) * | 2021-06-22 | 2022-11-18 | 山东润通齿轮集团有限公司 | 一种差速器壳体双向装夹定位工装及其使用方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US755198A (en) * | 1903-08-25 | 1904-03-22 | Francis A Forwood | Implement for truing the ends of tubing. |
| US2713760A (en) * | 1952-06-05 | 1955-07-26 | Raymond E Dunham | Hypodermic needle sharpener device |
| US2821015A (en) * | 1953-11-02 | 1958-01-28 | Western Electric Co | Assembly apparatus |
| BE566278A (ja) * | 1957-04-03 | |||
| US3336654A (en) * | 1959-10-08 | 1967-08-22 | Brunswick Corp | Method of molding and assembling |
| JPS5459693A (en) * | 1977-10-21 | 1979-05-14 | Shiyouji Wada | Device of automatically grinding nose of injection needle |
| DK560287A (da) * | 1987-10-26 | 1989-04-27 | Enkotec As | Fremgangsmaade til bearbejdning af et aflangt emne samt maskine til udoevelse af fremgangsmaaden |
| US5388374A (en) * | 1992-10-09 | 1995-02-14 | United States Surgical Corporation | Apparatus and method for grinding points |
| US5282715A (en) * | 1992-10-09 | 1994-02-01 | United States Surgical Corporation | Needle transporting apparatus |
| US5388373A (en) * | 1992-10-09 | 1995-02-14 | United States Surgical Corporation | Apparatus for applying a cutting edge to a needle |
| US5400517A (en) * | 1993-07-13 | 1995-03-28 | Mckendrick; Blair T. | Locator assembly and method of making same |
| US5495988A (en) * | 1994-07-11 | 1996-03-05 | Follese; Robert D. | Hypodermic needle grinder |
| US5711701A (en) * | 1996-06-19 | 1998-01-27 | The Whitaker Corporation | Universal polishing fixture for holding connectors |
| US6015338A (en) * | 1997-08-28 | 2000-01-18 | Norton Company | Abrasive tool for grinding needles |
| IE970782A1 (en) * | 1997-10-22 | 1999-05-05 | Elan Corp | An improved automatic syringe |
| US6585685B2 (en) * | 2001-06-08 | 2003-07-01 | Bioject Inc. | Jet injector apparatus and method |
| US20030105430A1 (en) * | 2001-11-30 | 2003-06-05 | Elan Pharma International Limited Wil House | Automatic injector |
| WO2004065036A1 (en) * | 2003-01-23 | 2004-08-05 | Eastland Medical Systems Ltd | Rotary jig |
| ATE460192T1 (de) * | 2003-06-17 | 2010-03-15 | Adst Technologies Ltd | Fluidtransfer-vorrichtung mit entfernbarer nadelkartusche |
| JP2007530299A (ja) * | 2004-03-31 | 2007-11-01 | イーストランド・メディカル・システムズ・リミテッド | ジグ |
| US20100051305A1 (en) * | 2004-03-31 | 2010-03-04 | Eastland Medical Systems Ltd. | Drive |
-
2006
- 2006-01-06 CN CN200680001661XA patent/CN101098764B/zh not_active Expired - Fee Related
- 2006-01-06 EP EP06700288A patent/EP1833626A1/en not_active Withdrawn
- 2006-01-06 KR KR1020077014637A patent/KR20070091304A/ko not_active Application Discontinuation
- 2006-01-06 JP JP2007549765A patent/JP2008526531A/ja active Pending
- 2006-01-06 US US11/813,322 patent/US20090295056A1/en not_active Abandoned
- 2006-01-06 WO PCT/AU2006/000015 patent/WO2006072141A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN101098764A (zh) | 2008-01-02 |
| US20090295056A1 (en) | 2009-12-03 |
| EP1833626A1 (en) | 2007-09-19 |
| CN101098764B (zh) | 2010-05-19 |
| WO2006072141A1 (en) | 2006-07-13 |
| KR20070091304A (ko) | 2007-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI478793B (zh) | 夾持裝置 | |
| JP2016147318A (ja) | 棒状のワークのクランプ装置 | |
| US8789825B2 (en) | Clamping mechanism with cammed driving linkage | |
| JP4394905B2 (ja) | 磁気吸着装置及びその製造方法並びに磁気装置 | |
| JP2008526531A (ja) | ジグ | |
| JP2004050334A (ja) | ブレーキディスク加工用竪型両頭平面研削盤 | |
| WO2006043605A1 (ja) | 動力伝達チェーン用ピンの研削装置及び動力伝達チェーン用ピンの製造方法 | |
| CN103465200B (zh) | 一种夹紧装置 | |
| CN110340706B (zh) | 一种偏心轴车削夹具装置及加工方法 | |
| CN106952859A (zh) | 用于处理晶片状物件的表面的装置 | |
| DK1091817T3 (da) | En værktøjsring og en sømmaskine omfattende en sådan værktøjsring | |
| AU2006204592B2 (en) | Jig | |
| JP2006102858A (ja) | 揺動引込式チャック装置及びワ−ク加工方法 | |
| CN105817778A (zh) | 新型双向可夹可胀快速紧固机构 | |
| JP2010240760A (ja) | ワークの芯出し装置 | |
| US11318542B2 (en) | Tool-changing device, machine tool having such a tool-changing device, and associated method | |
| CN210903333U (zh) | 导向装置及磨削装置 | |
| CN204392057U (zh) | 马达 | |
| JP2015231657A (ja) | フェースドライブ用の加工素材およびその加工素材の加工方法 | |
| JP2007530289A (ja) | 駆動装置 | |
| CN107838732B (zh) | 用于薄片加工的夹具 | |
| US8156849B2 (en) | Work head | |
| JP3839308B2 (ja) | チャッキング装置 | |
| JP2567264B2 (ja) | ラップ盤用キャリヤ | |
| CN203853569U (zh) | 车床 |