JP2008282986A - 電子部品の実装装置及び実装方法 - Google Patents
電子部品の実装装置及び実装方法 Download PDFInfo
- Publication number
- JP2008282986A JP2008282986A JP2007125768A JP2007125768A JP2008282986A JP 2008282986 A JP2008282986 A JP 2008282986A JP 2007125768 A JP2007125768 A JP 2007125768A JP 2007125768 A JP2007125768 A JP 2007125768A JP 2008282986 A JP2008282986 A JP 2008282986A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- electronic component
- mounting
- semiconductor chip
- pressure roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/52—Improvements relating to the production of bulk chemicals using catalysts, e.g. selective catalysts
Landscapes
- Die Bonding (AREA)
Abstract
【解決手段】半導体チップ4を基板Wに実装する実装装置であって、
基板W上面に半導体チップを供給保持する供給ツール1と、半導体チップを供給ツールによって保持した状態で、基板の下面に外周面を圧接させながら転動して半導体チップを基板の上面に実装する加圧ローラ18を具備する。
【選択図】 図1
Description
基板の上面に上記電子部品を供給保持する供給ツールと、
上記電子部品を上記供給ツールによって保持した状態で、上記基板の下面に外周面を圧接させながら転動して上記電子部品を上記基板の上面に実装する加圧ローラと
を具備したことを特徴とする電子部品の実装装置にある。
上記基板の上面に供給ツールによって上記電子部品を供給する供給手段と、
この供給手段よりも上記基板の搬送方向の下流側に配置され上記供給手段によって供給された上記電子部品を上記基板の上面に保持した状態で、上記基板の下面に外周面を圧接させながら加圧ローラを転動させて上記電子部品を上記基板に実装する実装手段と
を具備したことを特徴とする電子部品の実装装置にある。
基板の上面に上記電子部品を供給する工程と、
供給された上記電子部品を保持した状態で、上記基板の下面に加圧ローラを外周面を圧接させながら転動させて上記電子部品を上記基板の上面に実装する工程と
を具備したことを特徴とする電子部品の実装方法にある。
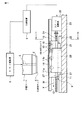
図1乃至図5はこの発明の第1の実施の形態を示し、図1に示す実装装置は供給ツール1を備えている。この供給ツール1はたとえば耐熱性を有し、比較的硬質なゴムなどの弾性材料によって形成されていて、下端面が平坦な保持面2に形成されている。
Claims (8)
- 電子部品を基板に実装する実装装置であって、
基板の上面に上記電子部品を供給保持する供給ツールと、
上記電子部品を上記供給ツールによって保持した状態で、上記基板の下面に外周面を圧接させながら転動して上記電子部品を上記基板の上面に実装する加圧ローラと
を具備したことを特徴とする電子部品の実装装置。 - 転動する上記加圧ローラが上記基板の下面に対して次第に強く圧接するようガイドするカム体を有することを特徴とする請求項1記載の電子部品の実装装置。
- 上記加圧ローラが上記基板の下面を転動するときに、上記供給ツールが上記基板に上記電子部品を加圧する加圧力を次第に増大させる制御手段を有することを特徴とする請求項1記載の電子部品の実装装置。
- 所定方向に搬送される基板に電子部品を実装する実装装置であって、
上記基板の上面に供給ツールによって上記電子部品を供給する供給手段と、
この供給手段よりも上記基板の搬送方向の下流側に配置され上記供給手段によって供給された上記電子部品を上記基板の上面に保持した状態で、上記基板の下面に外周面を圧接させながら加圧ローラを転動させて上記電子部品を上記基板に実装する実装手段と
を具備したことを特徴とする電子部品の実装装置。 - 上記基板の下面に上記加圧ローラを転動させるとき、上記基板の上面に供給された上記電子部品を加圧保持専用の加圧治具によって加圧保持すること特徴とする請求項4記載の電子部品の実装装置。
- 電子部品を基板に実装する実装方法であって、
基板の上面に上記電子部品を供給する工程と、
供給された上記電子部品を保持した状態で、上記基板の下面に加圧ローラを外周面を圧接させながら転動させて上記電子部品を上記基板の上面に実装する工程と
を具備したことを特徴とする電子部品の実装方法。 - 上記電子部品を上記基板の上面に実装するとき、上記加圧ローラが上記基板の下面に加える加圧力を次第に増大させることを特徴とする請求項6記載の電子部品の実装方法。
- 上記電子部品を上記基板の上面に実装するとき、上記電子部品に加える加圧力を次第に増大させながら、上記加圧ローラを外周面を上記基板の下面に圧接させて転動させながら水平に駆動することを特徴とする請求項6記載の電子部品の実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007125768A JP4943936B2 (ja) | 2007-05-10 | 2007-05-10 | 電子部品の実装装置及び実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007125768A JP4943936B2 (ja) | 2007-05-10 | 2007-05-10 | 電子部品の実装装置及び実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008282986A true JP2008282986A (ja) | 2008-11-20 |
| JP4943936B2 JP4943936B2 (ja) | 2012-05-30 |
Family
ID=40143561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007125768A Expired - Fee Related JP4943936B2 (ja) | 2007-05-10 | 2007-05-10 | 電子部品の実装装置及び実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4943936B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016157461A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 接合装置、接合方法及び加圧ユニット |
| WO2016157464A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 伝達部材及び加圧ユニット |
| WO2016157465A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 加圧ユニット |
| WO2023015126A1 (en) * | 2021-08-04 | 2023-02-09 | Applied Materials, Inc. | Methods and apparatus for minimizing voids for chip on wafer components |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000315697A (ja) * | 1999-03-03 | 2000-11-14 | Hitachi Ltd | 半導体素子の分離方法およびその装置並びに半導体素子の搭載方法 |
| JP2000349136A (ja) * | 1999-06-01 | 2000-12-15 | Lintec Corp | 粘着材の貼付装置及び貼付方法 |
| JP2005191073A (ja) * | 2003-12-24 | 2005-07-14 | Elpida Memory Inc | マウント方法及び装置 |
| JP2006080394A (ja) * | 2004-09-10 | 2006-03-23 | Murata Mfg Co Ltd | シート貼り付け装置及びシート貼り付け方法 |
| JP2006165188A (ja) * | 2004-12-06 | 2006-06-22 | Canon Machinery Inc | ダイボンダー用コレット |
-
2007
- 2007-05-10 JP JP2007125768A patent/JP4943936B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000315697A (ja) * | 1999-03-03 | 2000-11-14 | Hitachi Ltd | 半導体素子の分離方法およびその装置並びに半導体素子の搭載方法 |
| JP2000349136A (ja) * | 1999-06-01 | 2000-12-15 | Lintec Corp | 粘着材の貼付装置及び貼付方法 |
| JP2005191073A (ja) * | 2003-12-24 | 2005-07-14 | Elpida Memory Inc | マウント方法及び装置 |
| JP2006080394A (ja) * | 2004-09-10 | 2006-03-23 | Murata Mfg Co Ltd | シート貼り付け装置及びシート貼り付け方法 |
| JP2006165188A (ja) * | 2004-12-06 | 2006-06-22 | Canon Machinery Inc | ダイボンダー用コレット |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016157461A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 接合装置、接合方法及び加圧ユニット |
| WO2016157464A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 伝達部材及び加圧ユニット |
| WO2016157465A1 (ja) * | 2015-03-31 | 2016-10-06 | 新電元工業株式会社 | 加圧ユニット |
| CN106471611A (zh) * | 2015-03-31 | 2017-03-01 | 新电元工业株式会社 | 接合装置、接合方法以及加压单元 |
| JPWO2016157464A1 (ja) * | 2015-03-31 | 2017-04-27 | 新電元工業株式会社 | 伝達部材及び加圧ユニット |
| JPWO2016157461A1 (ja) * | 2015-03-31 | 2017-04-27 | 新電元工業株式会社 | 接合装置、接合方法及び加圧ユニット |
| JPWO2016157465A1 (ja) * | 2015-03-31 | 2017-04-27 | 新電元工業株式会社 | 加圧ユニット |
| CN106663637A (zh) * | 2015-03-31 | 2017-05-10 | 新电元工业株式会社 | 传导部件以及加压单元 |
| WO2023015126A1 (en) * | 2021-08-04 | 2023-02-09 | Applied Materials, Inc. | Methods and apparatus for minimizing voids for chip on wafer components |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4943936B2 (ja) | 2012-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100278137B1 (ko) | 반도체소자의 탑재방법 및 그 시스템, 반도체소자 분리장치 및ic카드의 제조방법 | |
| JP4453849B2 (ja) | Acf貼り付け方法 | |
| JP4729652B2 (ja) | 部品実装装置および方法 | |
| JP4372605B2 (ja) | 電子部品搭載装置および電子部品搭載方法 | |
| JP4943936B2 (ja) | 電子部品の実装装置及び実装方法 | |
| WO2019107395A1 (ja) | 実装装置 | |
| KR20140086361A (ko) | 다이 본딩 방법 및 장치 | |
| JP2015170646A (ja) | 圧着ヘッド、それを用いた実装装置および実装方法 | |
| JP5315273B2 (ja) | Fpdモジュールの組立装置 | |
| JPH10163276A (ja) | ワークの熱圧着装置 | |
| KR20100007004U (ko) | 접착 테이프 커팅장치 | |
| JP6385885B2 (ja) | ボンディング装置 | |
| JP4202376B2 (ja) | 半導体装置の製造装置及び半導体装置の製造方法 | |
| KR102482509B1 (ko) | 시트 부착 장치 및 부착 방법 | |
| KR100745421B1 (ko) | 다이본딩장치 및 이를 이용한 다이본딩방법 | |
| JP2016082166A (ja) | 粘着テープ貼付け方法および粘着テープ貼付け装置 | |
| JP2015053441A (ja) | ダイボンダ及びボンディング方法 | |
| JP2007042935A (ja) | 電子部品の圧着装置及び圧着方法 | |
| US7757390B2 (en) | Method for production of a semiconductor component | |
| JP2010171088A (ja) | 圧着装置及び圧着方法 | |
| JP2006264906A (ja) | テープ貼込装置 | |
| WO2011132453A1 (ja) | 基板の搬送装置及び搬送方法 | |
| JP4453494B2 (ja) | シート貼り付け装置及びシート貼り付け方法 | |
| KR102513154B1 (ko) | 열가압 접합장치 | |
| JP2004279698A (ja) | フィルム状媒体の貼付装置、フィルム状媒体の貼付方法、電気光学装置の製造装置及び電気光学装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120221 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120301 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |