JP2008201580A - 部品移行装置 - Google Patents
部品移行装置 Download PDFInfo
- Publication number
- JP2008201580A JP2008201580A JP2007071473A JP2007071473A JP2008201580A JP 2008201580 A JP2008201580 A JP 2008201580A JP 2007071473 A JP2007071473 A JP 2007071473A JP 2007071473 A JP2007071473 A JP 2007071473A JP 2008201580 A JP2008201580 A JP 2008201580A
- Authority
- JP
- Japan
- Prior art keywords
- component
- head member
- transition head
- transition
- holding recess
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Feeding Of Articles To Conveyors (AREA)
- Specific Conveyance Elements (AREA)
Abstract
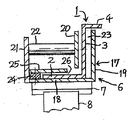
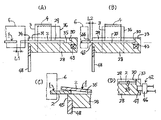
【解決手段】 部品供給通路6から送出された部品1を保持して目的箇所へ移行する移行ヘッド部材28が設けられ、この移行ヘッド部材28の所定位置に部品1を停止させる基準面が形成され、移行ヘッド部材28の所定位置に向かって移動しつつある最先の部品1に対して加速力を付与するとともに、最先の部品1と後続の部品1との間に間隔L1を形成する加速手段が設けられている。これにより、最先の部品1が保持凹部29内の所定位置に定着してから、後続の部品1が移動してくる。
【選択図】図7
Description
2 基部
3 起立片
4 フランジ部
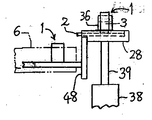
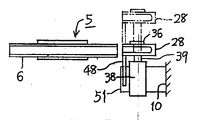
5 直進フィーダ
6 ガイドレール
28 移行ヘッド部材
29 保持凹部
30 ストッパ面
34 連通開放部
35 位置決め面
38 エアシリンダ
L1 間隔
42 電磁石
43 永久磁石
44 衝合部
45 端面
48 規制部材
L2 離隔距離
50 空気噴射ノズル
Claims (7)
- 部品供給通路から送出された部品を保持して目的箇所へ移行する移行ヘッド部材が設けられ、この移行ヘッド部材の所定位置に部品を停止させる基準面が形成され、移行ヘッド部材の所定位置に向かって移動しつつある最先の部品に対して加速力を付与するとともに、最先の部品と後続の部品との間に間隔を形成する加速手段が設けられていることを特徴とする部品移行装置。
- 前記移行ヘッド部材に部品を保持する保持凹部が形成され、この保持凹部に部品供給通路に連通した連通開放部と前記基準面が形成され、この基準面は少なくとも部品の進入移動を停止するストッパ面と保持凹部の底面に形成した位置決め面によって構成されている請求項1記載の部品移行装置。
- 前記加速手段の加速力は、移行ヘッド部材に取付けた磁石の吸引力である請求項1または請求項2記載の部品移行装置。
- 前記加速手段の加速力は、部品に吹き付けられる圧縮空気の噴射力である請求項1または請求項2記載の部品移行装置。
- 前記部品は、平たい基部を有しこの基部が部品供給通路から移行ヘッド部材の保持凹部に導入される板金製部品である請求項1〜請求項4のいずれかに記載の部品移行装置。
- 移行ヘッド部材に形成された保持凹部の所定位置に最先の部品が保持された状態において、この最先の部品の後端部と後続の部品の前端部とが移行ヘッド部材の端面から離れた位置で衝合するように、部品の長さ寸法に対する保持凹部の長さ寸法が設定されている請求項1〜請求項5のいずれかに記載の部品移行装置。
- 移行ヘッド部材が目的箇所へ移行しているときに、後続の部品を部品供給通路の所定位置に停止させる規制部材が、移行ヘッド部材に取付けられている請求項1〜請求項6のいずれかに記載の部品移行装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007071473A JP4930779B2 (ja) | 2007-02-19 | 2007-02-19 | 部品移行装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007071473A JP4930779B2 (ja) | 2007-02-19 | 2007-02-19 | 部品移行装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008201580A true JP2008201580A (ja) | 2008-09-04 |
| JP4930779B2 JP4930779B2 (ja) | 2012-05-16 |
Family
ID=39779480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007071473A Active JP4930779B2 (ja) | 2007-02-19 | 2007-02-19 | 部品移行装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4930779B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076914A (ja) * | 2008-09-26 | 2010-04-08 | Mitsubishi Heavy Industries Food & Packaging Machinery Co Ltd | 物品間の間隔形成方法および装置 |
| JP2014047000A (ja) * | 2012-08-29 | 2014-03-17 | Mitsubishi Electric Corp | 部品供給装置及び方法 |
| CN115108292A (zh) * | 2022-01-21 | 2022-09-27 | 浙江交工金筑交通建设有限公司 | 钢拱架加工自动翻转装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53123778A (en) * | 1977-04-05 | 1978-10-28 | Aisin Seiki Co Ltd | Hydraulic pressure shortage alarming means in vehicle braking system |
| JPH04164716A (ja) * | 1990-10-27 | 1992-06-10 | Yoshitaka Aoyama | 部品供給制御装置 |
| JPH04272019A (ja) * | 1991-02-27 | 1992-09-28 | Nec Toyama Ltd | 直進フィーダトラックからの分離機構 |
| JP2005067890A (ja) * | 2003-08-23 | 2005-03-17 | Yoshitaka Aoyama | 袋ナットの搬送方法および搬送装置 |
-
2007
- 2007-02-19 JP JP2007071473A patent/JP4930779B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53123778A (en) * | 1977-04-05 | 1978-10-28 | Aisin Seiki Co Ltd | Hydraulic pressure shortage alarming means in vehicle braking system |
| JPH04164716A (ja) * | 1990-10-27 | 1992-06-10 | Yoshitaka Aoyama | 部品供給制御装置 |
| JPH04272019A (ja) * | 1991-02-27 | 1992-09-28 | Nec Toyama Ltd | 直進フィーダトラックからの分離機構 |
| JP2005067890A (ja) * | 2003-08-23 | 2005-03-17 | Yoshitaka Aoyama | 袋ナットの搬送方法および搬送装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010076914A (ja) * | 2008-09-26 | 2010-04-08 | Mitsubishi Heavy Industries Food & Packaging Machinery Co Ltd | 物品間の間隔形成方法および装置 |
| JP2014047000A (ja) * | 2012-08-29 | 2014-03-17 | Mitsubishi Electric Corp | 部品供給装置及び方法 |
| CN115108292A (zh) * | 2022-01-21 | 2022-09-27 | 浙江交工金筑交通建设有限公司 | 钢拱架加工自动翻转装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4930779B2 (ja) | 2012-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2509103B2 (ja) | 部品供給装置 | |
| JP4930779B2 (ja) | 部品移行装置 | |
| WO2006051738A1 (ja) | プロジェクションナットの供給装置 | |
| JP2018083281A (ja) | 環状部品に軸状部品を挿入する組み立て装置 | |
| CN109475987B (zh) | 部件的停止通过单元和螺钉紧固装置 | |
| JP2009062192A (ja) | 中空部品の供給ヘッド | |
| JP6191938B2 (ja) | 孔あき部品の複数箇所供給装置 | |
| JP7197074B2 (ja) | 部品供給装置 | |
| JP6736014B1 (ja) | 軸状部品の供給装置 | |
| JP2019196270A (ja) | 部品の位置ずれ補正装置 | |
| JP5656152B2 (ja) | 溶接装置の保護構造 | |
| JPH07196145A (ja) | 部品の供給速度制御装置 | |
| JP5686257B2 (ja) | 部品供給装置の保持ヘッド構造 | |
| JP7457296B2 (ja) | 部品供給装置 | |
| JP2020040117A (ja) | プロジェクションナットの供給ロッドおよび供給方法 | |
| JP6736015B1 (ja) | 部品供給装置 | |
| JP2832528B2 (ja) | プロジェクションナットの溶接装置と溶接方法 | |
| JP4569877B2 (ja) | 部品供給装置 | |
| WO2015145685A1 (ja) | 溶接装置 | |
| JP7141032B2 (ja) | 軸状部品の供給装置における保持構造部 | |
| JP6929505B2 (ja) | 軸状部品の供給装置 | |
| JPH09327770A (ja) | 溶接装置 | |
| JP5115883B2 (ja) | 中空部品の供給方法および供給装置 | |
| JP2022121346A (ja) | 部品供給装置 | |
| JP4174808B2 (ja) | 部品供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4930779 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20210224 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |