JP2008051964A - 光学フィルムの切断方法及び光学フィルム - Google Patents
光学フィルムの切断方法及び光学フィルム Download PDFInfo
- Publication number
- JP2008051964A JP2008051964A JP2006226870A JP2006226870A JP2008051964A JP 2008051964 A JP2008051964 A JP 2008051964A JP 2006226870 A JP2006226870 A JP 2006226870A JP 2006226870 A JP2006226870 A JP 2006226870A JP 2008051964 A JP2008051964 A JP 2008051964A
- Authority
- JP
- Japan
- Prior art keywords
- optical film
- film
- laser beam
- cut
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01S—DEVICES USING THE PROCESS OF LIGHT AMPLIFICATION BY STIMULATED EMISSION OF RADIATION [LASER] TO AMPLIFY OR GENERATE LIGHT; DEVICES USING STIMULATED EMISSION OF ELECTROMAGNETIC RADIATION IN WAVE RANGES OTHER THAN OPTICAL
- H01S3/00—Lasers, i.e. devices using stimulated emission of electromagnetic radiation in the infrared, visible or ultraviolet wave range
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
- B23K2103/166—Multilayered materials
- B23K2103/172—Multilayered materials wherein at least one of the layers is non-metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic materials
- B23K2103/42—Plastics other than composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Polarising Elements (AREA)
Abstract
【解決手段】単位長さ当たりのエネルギが0.12〜0.167J/mmであり且つ連続照射時間が0.1msec以下の条件で、レーザビームを光学フィルムに照射して光学フィルムを切断するように構成する。
【選択図】図2
Description
前記積層型偏光板の製造方法によれば、偏光板と樹脂フィルムとの積層体における樹脂フィルム側にレーザを照射することにより、偏光板の切断面において突起物や隆起の発生を防止することができるものである。
先ず、本実施形態に係る光学フィルムの構成について図1に基づき説明する。図1は光学フィルムの構成を模式的に示す説明図である。
従って、かかるガウシアンビームを光学フィルム1の切断に使用すると、従来技術にて説明したように、先ずビームスポットの中心部で光学フィルム成分の分解気化が発生して切断されていくものの、ビームスポットの中心部の外側にいくに従ってビーム強度が小さくなっていくことから、光学フィルム成分の分解は徐々に溶融、分解されていくこととなる。
先ず、ポリビニルアルコールフィルム(厚さ80μm)をヨウ素水溶液中で5倍に延伸し、乾燥させて偏光子を作製した。ついで、トリアセチルセルロースフィルム(TACフィルム)の片面に、反射率が1%以下のUVウレタンハードコート層と、物理光学薄膜(AR層)とをこの順序で形成した。そして、この処理済のTACフィルムを前記偏光子の片面に、未処理のTACフィルムを前記偏光子の他方の面に、それぞれ接着剤を介して積層し、偏光板を調製した(厚さ200μm、光透過率45%)。
3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート100重量部に、硬化剤としてメチルテトラヒドロ無水フタル酸120重量部、硬化促進剤としてテトラ−n−ブチルホスホニウムO,O−ジエチルホスホロジチオエート2重量部をそれそれ添加して攪拌混合し、流延法を用いてプレフィルム(厚さ600μm)を形成した。さらに、前記プレフィルムを180℃で30分間熱硬化させて、エポキシフィルムを作製した(厚さ700μm、380mm×280mm)。ついで、前記エポキシフィルムの片面にアクリルウレタンUV樹脂を塗工し、保護層(厚さ3μm)を形成することによって、樹脂フィルムを得た。この樹脂フィルムの光透過率は、91.7%であり、ガラス転移温度は、180℃であった。
ブチルアクリレート100重量部と、アクリル酸5.0重量部と、2−ヒドロキシエチルアクリレート0.075重量部と、アゾビスイソニトリル0.3重量部と、酢酸エチル250重量部とを混合し、攪拌しながら約60℃で6時間反応させて、重量平均分子量163万のアクリル系ポリマー溶液を得た。前記アクリル系ポリマー溶液に、そのポリマー固形分100重量部に対して、イソシアネート系多官能性化合物(商品名コロネートL;日本ポリウレタン工業製)0.6重量部と、シランカップリング剤(商品名KBM403;信越化学製)0.08重量部とを添加して、粘着剤溶液を調製した。なお、得られた粘着剤溶液の90°ピール剥離強さは、10N/25mmであった。
PETフィルム(厚さ50μm)上に前記粘着剤を厚さ10μmになるように塗工して乾燥させ、表面保護シートを得た。
前記偏光板の未処理TACフィルム側を、前記粘着剤(厚さ23μm)を介して前記表面保護フィルムのエポキシフィルム側と貼り合せた。かかる積層体の方面に前記セパレータを前記粘着剤により貼り合せた。
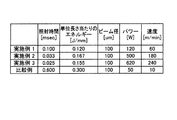
精密加工CO2レーザ(商品名SILAS−SAM(SPL2305型);澁谷工業製、波長10.6μm)を使用して、前記光学フィルムの表面保護フィルム側からレーザを照射して切断した。このとき、実施例1では、図2に示すよにう、単位長さ当たりのエネルギを0.120J/mmに設定し且つ連続照射時間を0.100msecに設定した。また、レーザビームのビーム径は100μmに調整し、パワーは120Wに調整した。更に、レーザビームのスキャン速度は、60m/minに設定した。
比較例では、図2に示すように、単位長さ当たりのエネルギを0.300J/mmに設定し且つ連続照射時間を0.600msecに設定した。また、レーザビームのビーム径は100μmに調整し、パワーは50Wに調整した。更に、レーザビームのスキャン速度は、10m/minに設定した。これら以外の条件については、前記実施例1の場合と同一条件で行った。
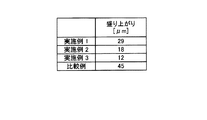
このように、単位長さ当たりのエネルギが0.12〜0.167J/mmであり且つ連続照射時間が0.1msec以下の条件で、レーザビームを光学フィルム1に照射して光学フィルムを切断することにより、光学フィルムの切断面に発生する盛り上がり部のサイズを30μm以下に抑制可能なことが分かる。
2 偏光板
3 表面保護フィルム
4 粘着剤層
5 セパレータ
Claims (3)
- 単位長さ当たりのエネルギが0.12〜0.167J/mmであり且つ連続照射時間が0.1msec以下の条件で、レーザビームを光学フィルムに照射して光学フィルムを切断することを特徴とする光学フィルムの切断方法。
- 前記レーザビームにより光学フィルムを切断する際にフィルム切断面に発生する盛り上がり部は、30μm以下であることを特徴とする請求項1に記載の光学フィルムの切断方法。
- 請求項1のレーザビームにより切断され、その切断面に発生する盛り上がり部が30μm以下であることを特徴とする光学フィルム。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006226870A JP4808106B2 (ja) | 2006-08-23 | 2006-08-23 | 光学フィルムの切断方法 |
| US12/438,234 US20100116800A1 (en) | 2006-08-23 | 2007-08-20 | Optical film cutting method and optical film |
| EP07792747.3A EP2055423B1 (en) | 2006-08-23 | 2007-08-20 | A method of cutting an optical film by using a laser beam |
| KR1020097003599A KR101249080B1 (ko) | 2006-08-23 | 2007-08-20 | 광학 필름의 절단 방법 및 광학 필름 |
| CN2007800309066A CN101505909B (zh) | 2006-08-23 | 2007-08-20 | 光学膜的切割方法 |
| PCT/JP2007/066134 WO2008023672A1 (fr) | 2006-08-23 | 2007-08-20 | Procédé de découpe de film optique et ce même film optique |
| TW096131164A TWI402129B (zh) | 2006-08-23 | 2007-08-23 | Optical film cutting method and optical film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006226870A JP4808106B2 (ja) | 2006-08-23 | 2006-08-23 | 光学フィルムの切断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008051964A true JP2008051964A (ja) | 2008-03-06 |
| JP4808106B2 JP4808106B2 (ja) | 2011-11-02 |
Family
ID=39106757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006226870A Active JP4808106B2 (ja) | 2006-08-23 | 2006-08-23 | 光学フィルムの切断方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20100116800A1 (ja) |
| EP (1) | EP2055423B1 (ja) |
| JP (1) | JP4808106B2 (ja) |
| KR (1) | KR101249080B1 (ja) |
| CN (1) | CN101505909B (ja) |
| TW (1) | TWI402129B (ja) |
| WO (1) | WO2008023672A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010072414A (ja) * | 2008-09-19 | 2010-04-02 | Konica Minolta Opto Inc | 光学フィルム、光学フィルムの製造方法及び偏光板 |
| JP2017207585A (ja) * | 2016-05-17 | 2017-11-24 | 日東電工株式会社 | 光学積層体、ならびに該光学積層体を用いた光学フィルム片の製造方法 |
| WO2018062031A1 (ja) * | 2016-09-30 | 2018-04-05 | 住友化学株式会社 | 光学フィルム及びその製造方法 |
| JP2021144208A (ja) * | 2020-03-10 | 2021-09-24 | 住友化学株式会社 | 積層シートおよびその製造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008073742A (ja) * | 2006-09-22 | 2008-04-03 | Nitto Denko Corp | 光学フィルムの切断方法及び光学フィルム |
| JP5553397B2 (ja) * | 2007-07-19 | 2014-07-16 | 日東電工株式会社 | レーザー加工方法 |
| EP2537633B1 (fr) * | 2011-06-24 | 2014-05-07 | Comadur S.A. | Système d'usinage d'un biseau |
| CN103562984B (zh) * | 2011-11-21 | 2016-04-27 | 住友化学株式会社 | 光学构件贴合体的制造系统 |
| WO2014038433A1 (ja) * | 2012-09-07 | 2014-03-13 | 住友化学株式会社 | 光学部材貼合体の製造装置 |
| KR101451530B1 (ko) * | 2013-12-26 | 2014-10-16 | 김충덕 | 편광 렌즈 필름의 제조장치 및 제조방법 |
| CN103962730B (zh) | 2014-04-29 | 2017-01-18 | 京东方科技集团股份有限公司 | 一种柔性显示面板切割方法及切割装置、控制装置 |
| KR101817388B1 (ko) * | 2014-09-30 | 2018-01-10 | 주식회사 엘지화학 | 편광판의 절단 방법 및 이를 이용하여 절단된 편광판 |
| WO2016072359A1 (ja) * | 2014-11-05 | 2016-05-12 | 住友化学株式会社 | 偏光板枚葉体の製造方法 |
| KR101858432B1 (ko) * | 2016-03-23 | 2018-05-16 | 동우 화인켐 주식회사 | 윈도우 기판 및 이의 제조 방법 |
| JP6754621B2 (ja) * | 2016-06-10 | 2020-09-16 | 日東電工株式会社 | フィルムの切り抜き方法 |
| WO2019103137A1 (ja) * | 2017-11-27 | 2019-05-31 | 日東電工株式会社 | プラスチックフィルムのレーザ加工方法及びプラスチックフィルム |
| CN108145320A (zh) * | 2017-12-29 | 2018-06-12 | 南京联信自动化科技有限公司 | 一种数码产品装饰贴膜的切割方法 |
| WO2020039970A1 (ja) * | 2018-08-20 | 2020-02-27 | 日本ゼオン株式会社 | カットフィルムの製造方法、カットフィルム、及びカットフィルム用フィルム |
| CN109397673A (zh) * | 2018-10-31 | 2019-03-01 | 江苏赛诺格兰医疗科技有限公司 | 一种esr膜折叠方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6434593A (en) * | 1987-07-31 | 1989-02-06 | Teijin Ltd | Method for cutting and processing film |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60121090A (ja) * | 1983-12-02 | 1985-06-28 | Toray Ind Inc | フィルムの切断方法 |
| JPH0491879A (ja) * | 1990-08-08 | 1992-03-25 | Teijin Ltd | フイルムの切断方法 |
| US5444035A (en) * | 1990-08-17 | 1995-08-22 | Minnesota Mining And Manufacturing Company | Laser perforation of paper |
| EP0656241B1 (en) * | 1993-06-04 | 1998-12-23 | Seiko Epson Corporation | Apparatus and method for laser machining |
| JPH0722552A (ja) * | 1993-07-02 | 1995-01-24 | Daido Steel Co Ltd | Ic用リードフレームの成形方法 |
| JPH1177352A (ja) * | 1997-08-29 | 1999-03-23 | Amada Co Ltd | レーザ加工における高速テーパーレス切断方法 |
| CN100410196C (zh) * | 2001-11-08 | 2008-08-13 | 夏普株式会社 | 切割玻璃基体的方法和装置、液晶板以及制造液晶板的装置 |
| KR100633488B1 (ko) * | 2001-11-08 | 2006-10-13 | 샤프 가부시키가이샤 | 유리 기판의 분단 방법, 유리 기판의 분단 장치 및 액정 패널 제조 장치 |
| US7007710B2 (en) * | 2003-04-21 | 2006-03-07 | Predicant Biosciences, Inc. | Microfluidic devices and methods |
| US7344671B2 (en) * | 2003-11-26 | 2008-03-18 | Glopak Inc. | Optical sealing clamp and a method for sealing and cutting polymeric sheets with a laser |
| JP4233999B2 (ja) * | 2003-12-25 | 2009-03-04 | 日東電工株式会社 | 積層型偏光板およびその製造方法 |
| JP2006061926A (ja) * | 2004-08-25 | 2006-03-09 | Shoei Insatsu Kk | レーザービームによる切断方法と該方法に用いるレーザービーム切断装置並びに前記方法により製造された物 |
| JP4156602B2 (ja) | 2005-02-18 | 2008-09-24 | 株式会社日立ハイテクサイエンスシステムズ | 非放射線型電子捕獲検出器 |
-
2006
- 2006-08-23 JP JP2006226870A patent/JP4808106B2/ja active Active
-
2007
- 2007-08-20 EP EP07792747.3A patent/EP2055423B1/en not_active Ceased
- 2007-08-20 KR KR1020097003599A patent/KR101249080B1/ko active Active
- 2007-08-20 US US12/438,234 patent/US20100116800A1/en not_active Abandoned
- 2007-08-20 WO PCT/JP2007/066134 patent/WO2008023672A1/ja not_active Ceased
- 2007-08-20 CN CN2007800309066A patent/CN101505909B/zh active Active
- 2007-08-23 TW TW096131164A patent/TWI402129B/zh active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6434593A (en) * | 1987-07-31 | 1989-02-06 | Teijin Ltd | Method for cutting and processing film |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010072414A (ja) * | 2008-09-19 | 2010-04-02 | Konica Minolta Opto Inc | 光学フィルム、光学フィルムの製造方法及び偏光板 |
| JP2017207585A (ja) * | 2016-05-17 | 2017-11-24 | 日東電工株式会社 | 光学積層体、ならびに該光学積層体を用いた光学フィルム片の製造方法 |
| WO2018062031A1 (ja) * | 2016-09-30 | 2018-04-05 | 住友化学株式会社 | 光学フィルム及びその製造方法 |
| JP2018059070A (ja) * | 2016-09-30 | 2018-04-12 | 住友化学株式会社 | 光学フィルム及びその製造方法 |
| JP7021887B2 (ja) | 2016-09-30 | 2022-02-17 | 住友化学株式会社 | 光学フィルムの製造方法 |
| JP2021144208A (ja) * | 2020-03-10 | 2021-09-24 | 住友化学株式会社 | 積層シートおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4808106B2 (ja) | 2011-11-02 |
| CN101505909A (zh) | 2009-08-12 |
| EP2055423A1 (en) | 2009-05-06 |
| EP2055423A4 (en) | 2010-11-24 |
| KR101249080B1 (ko) | 2013-03-29 |
| TW200810868A (en) | 2008-03-01 |
| TWI402129B (zh) | 2013-07-21 |
| WO2008023672A1 (fr) | 2008-02-28 |
| CN101505909B (zh) | 2013-09-11 |
| KR20090103991A (ko) | 2009-10-05 |
| EP2055423B1 (en) | 2013-05-22 |
| US20100116800A1 (en) | 2010-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI402129B (zh) | Optical film cutting method and optical film | |
| TWI387501B (zh) | 光學薄膜之切斷方法及光學薄膜 | |
| JP5429777B2 (ja) | 偏光板 | |
| CN206920638U (zh) | 偏振板及图像显示装置 | |
| JP5930636B2 (ja) | 偏光板 | |
| TWI422878B (zh) | Polarizing plate and its manufacturing method | |
| JP6983510B2 (ja) | 光学フィルム積層体、その光学フィルム積層体を用いた光学的表示装置、及び透明保護フィルム | |
| TWI485065B (zh) | Polarizing plate and its manufacturing method | |
| JP2008197310A (ja) | 薄型偏光板、複合偏光板、画像表示装置、及び複合偏光板の製造方法 | |
| JP2017227893A (ja) | 偏光板セット | |
| JP2015072454A (ja) | 端面加工偏光板の製造方法 | |
| KR102473609B1 (ko) | 적층 편광판의 제조방법 및 편광판의 제조방법 | |
| JP5951870B1 (ja) | 偏光板の製造方法 | |
| US12360303B2 (en) | Polarizing plate and optical display apparatus comprising same | |
| KR102294328B1 (ko) | 광학 필름 및 편광판 | |
| JP6181804B2 (ja) | 偏光板 | |
| JP2010197681A (ja) | 粘着剤付き偏光板の製造方法 | |
| KR20160138900A (ko) | 편광판의 제조 방법 | |
| WO2020213494A1 (ja) | 光学積層体及び画像表示装置 | |
| CN112969940A (zh) | 偏振板 | |
| KR20220064654A (ko) | 편광판 및 이를 포함하는 화상표시장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110816 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4808106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |