JP2007214393A - リング状の極異方性プラスチック磁石及びモータ用ロータ - Google Patents
リング状の極異方性プラスチック磁石及びモータ用ロータ Download PDFInfo
- Publication number
- JP2007214393A JP2007214393A JP2006033166A JP2006033166A JP2007214393A JP 2007214393 A JP2007214393 A JP 2007214393A JP 2006033166 A JP2006033166 A JP 2006033166A JP 2006033166 A JP2006033166 A JP 2006033166A JP 2007214393 A JP2007214393 A JP 2007214393A
- Authority
- JP
- Japan
- Prior art keywords
- ring
- shaped
- plastic magnet
- peripheral surface
- magnetic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Abstract
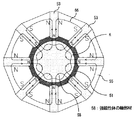
【解決手段】リング状の極異方性プラスチック磁石30において、リング外周面の磁極αからリング内周面βに向けて略円弧状の磁化容易軸を形成し、リング内周面βから外部に向けて発生した略円弧状の磁力線が隣の磁極付近のリング内周面γへ到達し、さらにリング内周面γからリング外周面の隣の磁極δに向けて略円弧状の磁化容易軸を形成する。そして、このリング状の極異方性プラスチック磁石30の内周側に強磁性体20を設置することにより、ロータ外周表面に発生する磁力を増加させ、材料コストの低減を図る。
【選択図】図1
Description
図1はこの発明の実施の形態1によるリング状の極異方性プラスチック磁石を用いたモータ用ロータを示す横断面図であり、図2は図1のモータ用ロータの縦断面図である。

上記実施の形態1のようにプラスチック磁石30の配向時に強磁性体の軸部材52を用いた場合、図1に示すように、リング表面の隣り合う磁極間の周方向の中間位置付近における内周側の磁性粉末はさほど配向しない。つまり、リング表面の隣り合う磁極間の周方向の中間位置付近の磁石は、ロータ外周表面の磁束発生にほとんど寄与しないこととなる。本実施の形態では、リング状磁石の隣り合う磁極間の周方向の中間位置付近の部分を最小肉厚とし、リング状磁石の磁極付近のロータ外周表面の磁束発生に寄与する部分を最大肉厚とするように構成した。
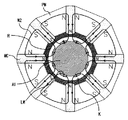
図8はこの発明の実施の形態3によるリング状の極異方性プラスチック磁石を用いたモータ用ロータを示す横断面図であり、図9は図8のモータ用ロータの縦断面図である。
図12はこの発明の実施の形態4によるリング状の極異方性プラスチック磁石を用いたモータ用ロータを示す横断面図であり、図13は図12のモータ用ロータの縦断面図である。
図17はこの発明の実施の形態5によるリング状の極異方性プラスチック磁石を用いたモータ用ロータを示す横断面図であり、図18は図17のモータ用ロータの縦断面図である。
23 軟磁性部材、24 硬磁性部材、
30,31,32,33,34 リング状の極異方性プラスチック磁石、
50 リング状磁石の製造装置、51 リング状の非磁性部材、
52 強磁性体の軸部材、53 磁芯、55 永久磁石、K キャビティ。
Claims (7)
- リング外周面の磁極からリング内周面に向けて略円弧状の磁化容易軸が形成され、上記リング内周面から外部に向けて発生した略円弧状の磁力線が隣の磁極付近のリング内周面へ到達し、さらに上記リング内周面からリング外周面の上記隣の磁極に向けて略円弧状の磁化容易軸が形成されていることを特徴とするリング状の極異方性プラスチック磁石。
- 磁極付近でのリング肉厚を最大肉厚とし、隣り合う磁極間の周方向の中間位置付近でのリング肉厚を最小肉厚とし、上記最小肉厚が上記最大肉厚に対して40%以上となるように、リング内周の周方向に周期的な凹凸形状が形成されていることを特徴とする請求項1に記載のリング状の極異方性プラスチック磁石。
- 上記極異方性プラスチック磁石は、希土類系磁性粉末と樹脂の混合物により形成されていることを特徴とする請求項1又は請求項2に記載のリング状の極異方性プラスチック磁石。
- 請求項1から請求項3のいずれか1項に記載のリング状の極異方性プラスチック磁石の内周側に、シャフトに固定された強磁性部材が配設されていることを特徴とするモータ用ロータ。
- 上記シャフトと上記強磁性部材が樹脂製の連結部材により連結されていることを特徴とする請求項4に記載のモータ用ロータ。
- 上記強磁性部材は鋼板を軸方向に積層して形成され、上記強磁性部材を上記シャフトに固定していることを特徴とする請求項4に記載のモータ用ロータ。
- 請求項1から請求項3のいずれか1項に記載のリング状の極異方性プラスチック磁石と、上記シャフトとは、樹脂と磁性粉末の混合物からなる部材によって一体に形成されていることを特徴とするモータ用ロータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006033166A JP2007214393A (ja) | 2006-02-10 | 2006-02-10 | リング状の極異方性プラスチック磁石及びモータ用ロータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006033166A JP2007214393A (ja) | 2006-02-10 | 2006-02-10 | リング状の極異方性プラスチック磁石及びモータ用ロータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007214393A true JP2007214393A (ja) | 2007-08-23 |
| JP2007214393A5 JP2007214393A5 (ja) | 2008-06-19 |
Family
ID=38492545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006033166A Pending JP2007214393A (ja) | 2006-02-10 | 2006-02-10 | リング状の極異方性プラスチック磁石及びモータ用ロータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007214393A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009174411A (ja) * | 2008-01-24 | 2009-08-06 | Hitachi Ltd | 内燃機関のバルブタイミング制御装置およびその装置に用いられる回転角度検出手段の製造方法 |
| JP2013017303A (ja) * | 2011-07-04 | 2013-01-24 | Denso Corp | ブラシレスモータ、および、それを備えた燃料ポンプ |
| JP2016106522A (ja) * | 2012-03-01 | 2016-06-16 | アスモ株式会社 | ロータ及びモータ |
| WO2017127146A1 (en) * | 2016-01-19 | 2017-07-27 | Paranetics, Inc. | Methods and apparatus for generating magnetic fields |
| JP2020114091A (ja) * | 2019-01-10 | 2020-07-27 | 株式会社デンソー | 回転子および電動機 |
| US11476026B2 (en) | 2019-02-14 | 2022-10-18 | Paranetics, Inc. | Methods and apparatus for a magnetic propulsion system |
| WO2023062694A1 (ja) * | 2021-10-11 | 2023-04-20 | 三菱電機株式会社 | ロータ、モータ、送風機、換気扇、電気機器及び空気調和装置 |
| JP7420327B1 (ja) | 2022-10-24 | 2024-01-23 | 株式会社村田製作所 | ロータ部材、ロータ、回転電気機械、ブラシレスモータ、及び、ロータ部材の製造方法 |
-
2006
- 2006-02-10 JP JP2006033166A patent/JP2007214393A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009174411A (ja) * | 2008-01-24 | 2009-08-06 | Hitachi Ltd | 内燃機関のバルブタイミング制御装置およびその装置に用いられる回転角度検出手段の製造方法 |
| JP2013017303A (ja) * | 2011-07-04 | 2013-01-24 | Denso Corp | ブラシレスモータ、および、それを備えた燃料ポンプ |
| JP2016106522A (ja) * | 2012-03-01 | 2016-06-16 | アスモ株式会社 | ロータ及びモータ |
| JP2017163845A (ja) * | 2012-03-01 | 2017-09-14 | アスモ株式会社 | ロータ及びモータ |
| WO2017127146A1 (en) * | 2016-01-19 | 2017-07-27 | Paranetics, Inc. | Methods and apparatus for generating magnetic fields |
| US10937582B2 (en) | 2016-01-19 | 2021-03-02 | Paranetics, Inc. | Methods and apparatus for generating magnetic fields |
| JP2020114091A (ja) * | 2019-01-10 | 2020-07-27 | 株式会社デンソー | 回転子および電動機 |
| US11476026B2 (en) | 2019-02-14 | 2022-10-18 | Paranetics, Inc. | Methods and apparatus for a magnetic propulsion system |
| WO2023062694A1 (ja) * | 2021-10-11 | 2023-04-20 | 三菱電機株式会社 | ロータ、モータ、送風機、換気扇、電気機器及び空気調和装置 |
| JP7420327B1 (ja) | 2022-10-24 | 2024-01-23 | 株式会社村田製作所 | ロータ部材、ロータ、回転電気機械、ブラシレスモータ、及び、ロータ部材の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3864986B2 (ja) | 薄型ハイブリッド着磁型リング磁石、ヨーク付き薄型ハイブリッド着磁型リング磁石、および、ブラシレスモータ | |
| TWI289967B (en) | Anisotropic bond magnet for four-magnetic-pole motor, motor using the same, device for orientation processing of anisotropic bond magnet for four-magnetic-pole motor | |
| JP2007214393A (ja) | リング状の極異方性プラスチック磁石及びモータ用ロータ | |
| JP2013198254A (ja) | 回転子および回転電機 | |
| JP6297222B2 (ja) | 永久磁石電動機 | |
| JP2015133839A (ja) | 磁石埋込型ロータ | |
| JP2005064448A (ja) | 積層極異方複合磁石の製造方法 | |
| JP4029679B2 (ja) | モータ用ボンド磁石及びモータ | |
| JP4701641B2 (ja) | 複合ボンド磁石、複合ボンド磁石の製造方法、複合ボンド磁石を搭載したdcブラシレスモータの回転子。 | |
| JP2017070031A (ja) | ロータ | |
| CN106253518A (zh) | 转子、马达以及转子的制造方法 | |
| JP2017212863A (ja) | 極配向異方性射出成形ボンド磁石とその製造方法 | |
| JP2007208104A (ja) | 複合ボンド磁石成形体 | |
| JP2011147288A (ja) | 同期電動機の回転子 | |
| JP2012010571A (ja) | 回転電機用磁石ロータ及びその製造方法並びにインナーロータ型モータ | |
| JP2005057955A (ja) | モータ及びその回転子の製造方法 | |
| JP4556439B2 (ja) | モータ用極異方性円筒状磁石成形用金型 | |
| JP2016144322A (ja) | 回転電機用ロータおよびその製造方法 | |
| JP5326190B2 (ja) | モータ | |
| JP5929147B2 (ja) | 回転電機のロータ構造 | |
| JP4013916B2 (ja) | 4磁極モータ用異方性ボンド磁石の配向処理装置 | |
| JP2010098863A (ja) | 円筒状磁石素材および表面磁石型モータ | |
| JP2005312166A (ja) | 4磁極モータ用異方性ボンド磁石及びそれを用いたモータ | |
| JP2018170423A (ja) | 異方性磁石及びその製造方法 | |
| JP4737202B2 (ja) | モータ用異方性ボンド磁石の配向処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091027 |