JP2005535482A - レーザー支援複製プロセス - Google Patents
レーザー支援複製プロセス Download PDFInfo
- Publication number
- JP2005535482A JP2005535482A JP2004531442A JP2004531442A JP2005535482A JP 2005535482 A JP2005535482 A JP 2005535482A JP 2004531442 A JP2004531442 A JP 2004531442A JP 2004531442 A JP2004531442 A JP 2004531442A JP 2005535482 A JP2005535482 A JP 2005535482A
- Authority
- JP
- Japan
- Prior art keywords
- replication
- radiation
- substrate
- temperature
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 115
- 230000010076 replication Effects 0.000 title claims description 211
- 239000000758 substrate Substances 0.000 claims abstract description 118
- 230000005855 radiation Effects 0.000 claims abstract description 94
- 238000007493 shaping process Methods 0.000 claims abstract description 35
- 230000001678 irradiating effect Effects 0.000 claims abstract description 9
- 238000000465 moulding Methods 0.000 claims abstract description 7
- 229920003023 plastic Polymers 0.000 claims description 29
- 239000004033 plastic Substances 0.000 claims description 28
- 238000010438 heat treatment Methods 0.000 claims description 19
- 238000001816 cooling Methods 0.000 claims description 18
- 239000002131 composite material Substances 0.000 claims description 15
- 238000004049 embossing Methods 0.000 claims description 15
- 238000010521 absorption reaction Methods 0.000 claims description 12
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 229910052759 nickel Inorganic materials 0.000 claims description 5
- 150000002816 nickel compounds Chemical class 0.000 claims description 4
- 230000006698 induction Effects 0.000 claims description 2
- 238000004093 laser heating Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 34
- 238000009826 distribution Methods 0.000 description 18
- 230000003287 optical effect Effects 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 229920001169 thermoplastic Polymers 0.000 description 9
- 239000004416 thermosoftening plastic Substances 0.000 description 9
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 230000009286 beneficial effect Effects 0.000 description 7
- 238000011161 development Methods 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 241000255925 Diptera Species 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000010327 methods by industry Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/02—Details of features involved during the holographic process; Replication of holograms without interference recording
- G03H1/0276—Replicating a master hologram without interference recording
- G03H1/028—Replicating a master hologram without interference recording by embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B3/00—Presses characterised by the use of rotary pressing members, e.g. rollers, rings, discs
- B30B3/005—Roll constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/14—Security printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/0047—Machines or apparatus for embossing decorations or marks, e.g. embossing coins by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/04—Processes or apparatus for producing holograms
- G03H1/0476—Holographic printer
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/04—Processes or apparatus for producing holograms
- G03H1/08—Synthesising holograms, i.e. holograms synthesized from objects or objects from holograms
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/26—Processes or apparatus specially adapted to produce multiple sub- holograms or to obtain images from them, e.g. multicolour technique
- G03H1/268—Holographic stereogram
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C2059/023—Microembossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/009—Using laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
- B29C59/046—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts for layered or coated substantially flat surfaces
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/0005—Adaptation of holography to specific applications
- G03H1/0011—Adaptation of holography to specific applications for security or authentication
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/04—Processes or apparatus for producing holograms
- G03H1/0493—Special holograms not otherwise provided for, e.g. conoscopic, referenceless holography
- G03H2001/0497—Dot matrix holograms
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H1/00—Holographic processes or apparatus using light, infrared or ultraviolet waves for obtaining holograms or for obtaining an image from them; Details peculiar thereto
- G03H1/04—Processes or apparatus for producing holograms
- G03H1/18—Particular processing of hologram record carriers, e.g. for obtaining blazed holograms
- G03H2001/187—Trimming process, i.e. macroscopically patterning the hologram
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03H—HOLOGRAPHIC PROCESSES OR APPARATUS
- G03H2250/00—Laminate comprising a hologram layer
- G03H2250/10—Laminate comprising a hologram layer arranged to be transferred onto a carrier body
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Laser Beam Printer (AREA)
- Holo Graphy (AREA)
Abstract
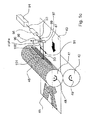
基体、好ましくはフィルムにマーキング(45)を施す本発明の装置の1つの実施の形態は、複製装置(41)および複製装置(41)と協働し複製装置の少なくとも1つの照射領域(44)に放射線を照射し、少なくとも1つの付形領域を画成するためのレーザー装置(30)を備えている。また、反対圧力装置(42)も備え、複製装置(41)と反対圧力装置(42)との間に基体(43)を配し、複製装置(41)と基体(43)との接触領域において、基体(43)に付形領域が造形される。また、付形領域を画成するための放射線が基体(43)の外部を通る経路によって供給される。
Description
装置の別の有益な開発成果により、複製面が表面レリーフによって構造化される。この表面レリーフは造形処理によって基体に転写される構造体の陰型である。複製面全体または部分を構造化することができる。表面レリーフの深さは約0〜20μmの範囲が好ましく、0.1〜0.5μmの範囲が特に好ましい。特に、回折構造体またはホログラフィック構造体を基体に造形する場合、部分領域または関係する全表面領域に表面レリーフを格子構造体として形成することができる。格子間隔、即ち、空間周波数は10〜4000本/mmの範囲であることが好ましく、1000本/mmが特に好ましい。また、空間周波数、格子方向、格子の種類またはその他のパラメータがそれぞれ異なる、好ましくは0.3mm未満の部分領域に複製面を分割することができる。
複製装置に放射線が照射され、この放射線が成形型の複製面に直接作用するか、または複製装置の別の領域に吸収されることにより、成形型の複製面を加熱することができる。
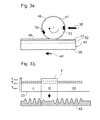
図2aは図1aに示す装置の断面図である。基体43は熱可塑性層51、第2層52、および、例えば、ポリエステルまたはポリカーボネート・フィルムのような担体フィルム50から成る層複合体である。第2層52および別の層は任意である。第2層52および別の層は保護ラッカー層、金属層、干渉層、または接着層であることが好ましい。複製ローラ41は図に概略を示す回折体押型46を備えている。回折体押型46は表面全体に形成されていることが好ましいが、部分領域にのみ形成することもできる。
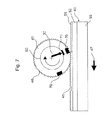
31 吸収域
32 等温線
35、41 複製装置
36 表面付形体
42 反対圧力装置
43 基体
44 照射領域
45 マーキング
46 回折体押型
93 レーザー・ダイオード・アレイ
94 レーザー・ダイオード
95 介在光学系
96 偏向装置
97 反射鏡
98 駆動装置
Claims (35)
- 基体(43)にマーキング(45)を施す装置であって、
複製面を備えた複製装置(41)、
前記複製装置(41)と協働し、該複製装置の少なくとも1つの照射領域(44)に照射することにより、少なくとも1つの付形領域を画成するための放射線発生装置(30)、および
反対圧力装置(42)
を有して成り、
前記複製装置(41)と反対圧力装置(42)との間に基体(43)を配し、前記複製装置(41)と基体(43)との接触領域において、該基体(43)に前記付形領域を造形する装置において、
前記付形領域を画成するための放射線が、前記基体(43)の外部を延びる経路によって供給されることを特徴とする装置。 - 前記複製装置(41)に入射する前記放射線のポインティング・ベクトルが前記接触領域を指さずおよび/または前記複製装置(41)に入射する前記放射線のポインティング・ベクトルが前記接触領域を指すが、前記放射線が前記基体(43)の接触領域に到達しないことを特徴とする請求項1記載の装置。
- 好ましくは前記放射線発生装置から独立した別の付加エネルギー源を有して成ることを特徴とする請求項1または2記載の装置。
- 前記付加エネルギー源により、少なくとも前記複製装置(41)の複製面の部分領域の温度が調整可能であることを特徴とする請求項3記載の装置。
- 前記付加エネルギー源がレーザー加熱装置および/または誘導加熱装置および/または抵抗加熱装置および/または熱ビーム発生装置から成っていることを特徴とする請求項3または4記載の装置。
- 前記複製装置(41)が型押パンチまたは型押シリンダー、特に回転式ローラであることを特徴とする請求項1〜5いずれか1項記載の装置。
- 前記回転式ローラの長さが500mm〜2500mmでありおよび/または外周が500mm〜1500mmであることを特徴とする請求項6記載の装置。
- 好ましくは前記放射線発生装置を駆動制御するよう構成された前記照射領域を制御するための制御装置、特に完全にプログラマブルな制御装置を有して成ることを特徴とする請求項1〜7いずれか1項記載の装置。
- 好ましくは送風機、ガス流冷却装置、または冷却ローラの形態を成す、前記複製面、特に該複製面の部分領域を冷却するための冷却装置を有して成ることを特徴とする請求項1〜8いずれか1項記載の装置。
- 前記付加エネルギー源が前記複製装置の内部に配されていることを特徴とする請求項3〜9いずれか1項記載の装置。
- 前記放射線が前記複製装置(41)の複製面に入射するよう照射されることを特徴とする請求項1〜10いずれか1項記載の装置。
- 前記放射線が前記基体(43)に平行および/または前記複製装置(41)の照射領域に垂直に配されることを特徴とする請求項1〜11いずれか1項記載の装置。
- 前記複製装置(41)が前記複製面と平行および/または同心円を成す内表面(60)を有し、前記放射線が該内表面(60)に入射するよう誘導されることを特徴とする請求項1〜12いずれか1項記載の装置。
- 前記内表面(60)と複製面との間に、金属フィルム、特にニッケルまたはニッケル化合物フィルムおよび/または吸収層および/または熱伝導層および/または透明層、特に前記放射線の波長に対し透明なプレートまたはシリンダーが配されていることを特徴とする請求項13記載の装置。
- 基体(43)にマーキング(45)を施すプロセスであって、
放射線発生装置からの放射線の形態を成すエネルギーを用いて複製装置の複製面に少なくとも1つの付形領域を画成し、加圧接触している前記複製装置(41)によって前記付形領域を前記基体(43)に造形するプロセスにおいて、
前記付形領域を画成するための前記放射線を前記基体(43)の外部を延びる経路によって供給することを特徴とするプロセス。 - 好ましくは前記放射線発生装置から独立した別の付加エネルギー源により、少なくとも前記複製装置(41)の複製面の部分領域を温度制御することを特徴とする請求項15記載のプロセス。
- 前記付加エネルギー源および前記放射線発生装置からエネルギーを注入することにより、前記複製面に少なくとも1つの複合熱領域を画成することを特徴とする請求項16記載のプロセス。
- 前記複合熱領域または該複合熱領域を補完する領域を前記付形領域とすることを特徴とする請求項16または17記載のプロセス。
- 前記複製面の複合熱領域以外の少なくとも1つの領域を温度制御することにより、造形処理における温度を可塑温度範囲の温度に設定し、前記複製面の複合熱領域の少なくとも1つの領域に放射線による付加エネルギーを注入することにより、前記造形処理における温度をフロー温度範囲の温度に設定することを特徴とする請求項16〜18いずれか1項記載のプロセス。
- 前記複製面の複合熱領域以外の少なくとも1つの領域を温度制御することにより、造形処理における温度を弾性温度範囲の温度に設定し、前記複製面の複合熱領域の少なくとも1つの領域に放射線による付加エネルギーを注入することにより、前記造形処理における温度を可塑温度範囲の温度に設定することを特徴とする請求項16〜18いずれか1項記載のプロセス。
- 基体固有の可塑温度の±2%の範囲を前記可塑温度範囲とすることを特徴とする請求項15〜20いずれか1項記載のプロセス。
- 180℃±2.5℃を前記可塑温度範囲とすることを特徴とする請求項15〜21いずれか1項記載のプロセス。
- 放射線発生装置からエネルギーを注入する前に、前記複製面全体または部分を均一に温度制御することを特徴とする請求項15〜22いずれか1項記載のプロセス。
- 前記複製面の温度を少なくとも100℃、好ましくは少なくとも170℃に設定することを特徴とする請求項15〜23いずれか1項記載のプロセス。
- 電気加熱および/または予熱放射線、特に予熱レーザー・ビームによって、前記複製面の温度を制御することを特徴とする請求項15〜24いずれか1項記載のプロセス。
- 前記造形処理終了後および/または前記放射線発生装置による次のエネルギーの注入前に前記複製面全体または部分を冷却することを特徴とする請求項15〜25いずれか1項記載のプロセス。
- 前記複製装置の複製面および/または該複製面から離間した面に前記放射線を照射することを特徴とする請求項15〜26いずれか1項記載のプロセス。
- 前記放射線の前記複製装置への照射が、該照射によって画成される複合熱領域が前記基体に接触する前および/または接触している間に行われることを特徴とする請求項15〜27いずれか1項記載のプロセス。
- 複製ローラを前記複製装置として用い、前記複製ローラの回転方向における第1角度位置と第2角度位置との成す角度を0°ではなく、好ましくは180°未満、特に90°未満に設定し、前記第1角度位置において前記複製ローラに前記放射線を照射し、第2角度位置において前記複製ローラを前記基体に接触させることを特徴とする請求項15〜28いずれか1項記載のプロセス。
- 前記放射線を領域単位および/または逐次的な点として前記複製装置に作用させることを特徴とする請求項15〜29いずれか1項記載のプロセス。
- 前記放射線を一次元的または多次元的に移動することにより、該放射線が前記複製面に入射する位置の制御が可能でありおよび/または前記複製面に入射した位置における前記放射線の表面領域のパワー密度の制御が可能であることを特徴とする請求項15〜30いずれか1項記載のプロセス。
- 前記放射線発生装置が、好ましくは互いに離間して配され、特にレーザー・ダイオード・アレイの形態を成し、個別に駆動可能な複数のレーザー光源を有して成ることを特徴とする請求項15〜31いずれか1項記載のプロセス。
- 前記放射線発生装置の駆動制御シーケンスが、前記複製装置の1動作サイクル、例えば、複製ローラの1回転または型押パンチの1動作を超えていることを特徴とする請求項31または32記載のプロセス。
- 前記エネルギーが直接吸収およびまたは熱伝導により、前記放射線発生装置から前記複合熱領域に注入されることを特徴とする請求項15〜33いずれか1項記載のプロセス。
- 請求項1〜14いずれか1項記載の装置を用いることを特徴とする請求項15〜34いずれか1項記載のプロセス。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10236597A DE10236597A1 (de) | 2002-08-09 | 2002-08-09 | Laserunterstütztes Replizierverfahren |
| PCT/DE2003/002619 WO2004020175A1 (de) | 2002-08-09 | 2003-08-05 | Laserunterstütztes replizierverfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005535482A true JP2005535482A (ja) | 2005-11-24 |
| JP2005535482A5 JP2005535482A5 (ja) | 2006-10-05 |
Family
ID=30469649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004531442A Pending JP2005535482A (ja) | 2002-08-09 | 2003-08-05 | レーザー支援複製プロセス |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7401550B2 (ja) |
| EP (1) | EP1526962A1 (ja) |
| JP (1) | JP2005535482A (ja) |
| CN (1) | CN100384616C (ja) |
| AU (1) | AU2003266911A1 (ja) |
| DE (1) | DE10236597A1 (ja) |
| RU (1) | RU2294835C2 (ja) |
| WO (1) | WO2004020175A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005535483A (ja) * | 2002-08-09 | 2005-11-24 | レオナード クルツ ゲーエムベーハー ウント コンパニー カーゲー | レーザー支援複製プロセス |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9327538B2 (en) * | 2006-01-05 | 2016-05-03 | Ppg Industries Ohio, Inc. | Bragg diffracting security markers |
| DE102007010204A1 (de) * | 2006-04-03 | 2007-10-04 | Man Roland Druckmaschinen Ag | Prägefolieneinrichtung |
| BRPI0710481A2 (pt) * | 2006-04-28 | 2011-08-16 | Ishida Seisakusho | aparelho para produzir sacos com desenhos tridimensionais |
| CN100425444C (zh) * | 2006-12-30 | 2008-10-15 | 广州有色金属研究院 | 一种低线数大载墨量陶瓷网纹辊的制造方法 |
| JP4541394B2 (ja) * | 2007-10-31 | 2010-09-08 | パナソニック株式会社 | 金属ローラの製造方法 |
| KR20090076772A (ko) * | 2008-01-09 | 2009-07-13 | 닛토덴코 가부시키가이샤 | 패턴 부착 수지 시트의 제조 방법 |
| AU2015200267B2 (en) * | 2008-04-30 | 2016-02-18 | Xyleco, Inc. | Marking paper products |
| DE102009033504A1 (de) * | 2009-07-15 | 2011-01-27 | Mann + Hummel Gmbh | Verfahren und Vorrichtung zur Kennzeichnung von Gegenständen, insbesondere von Bauteilen eines Kraftfahrzeugs, mit einem Prägehologramm und derartig gekennzeichnete Gegenstände |
| US9415539B2 (en) | 2011-05-31 | 2016-08-16 | 3M Innovative Properties Company | Method for making microstructured tools having discontinuous topographies, and articles produced therefrom |
| BR112013030706A2 (pt) * | 2011-05-31 | 2016-12-06 | 3M Innovative Properties Co | métodos de fabricação de artigos microestruturados curados com padrão diferencialmente |
| AT513128B1 (de) * | 2012-07-24 | 2014-02-15 | Berndorf Band Gmbh | Verfahren zum Strukturieren eines Pressbandes |
| CN103612532B (zh) * | 2013-11-28 | 2016-07-27 | 张家港润盛科技材料有限公司 | 一种可折叠压花辊 |
| EP3159131B1 (de) * | 2015-10-19 | 2021-01-27 | matriq AG | Vorrichtung zur markierung von werkstücken und deren verwendung |
| US11413804B2 (en) * | 2018-02-06 | 2022-08-16 | Xerox Corporation | Method and apparatus for embossing a substrate |
| DE102018008162A1 (de) * | 2018-10-16 | 2020-04-16 | Giesecke+Devrient Currency Technology Gmbh | Verfahren und Vorrichtung zur Herstellung eines Sicherheitspapiers mit Fenstersicherheitsfaden |
| CN111300907A (zh) * | 2020-02-19 | 2020-06-19 | 深圳市俊达通办公智能科技有限公司 | 一种具有清洁功能的可靠性高的压纹设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60218893A (ja) * | 1984-03-27 | 1985-11-01 | シーメンス、アクチエンゲゼルシヤフト | レーザー・ダイオード・アレイ |
| JPS6120723A (ja) * | 1984-07-06 | 1986-01-29 | エルゲ−ツエツト・ランデイス・ウント・ギ−ル・ツ−ク・アクチエンゲゼルシヤフト | 微小構造の面模様形成方法及びその装置 |
| JPH03501375A (ja) * | 1988-04-11 | 1991-03-28 | オーストラル・エイジアン・レーザーズ・プロプライエタリー・リミテッド | レーザを基本とするプラスチックモデル作成ワークステーション |
| JPH10256628A (ja) * | 1997-03-07 | 1998-09-25 | Palladium Lasers Inc | レーザー・ダイオード・アレイ |
| JPH11147059A (ja) * | 1997-08-04 | 1999-06-02 | Hsm Holographic Syst Muenchen Gmbh | 基材上に表面構造、特にホログラム表面構造を作製する方法及び装置 |
| JP2001301029A (ja) * | 2000-04-18 | 2001-10-30 | Toli Corp | 装飾材、及びその製造方法 |
| JP2002514530A (ja) * | 1998-05-08 | 2002-05-21 | カイム、ミルフォード ビー. | 指向性エネルギーアシスト真空微細エンボス加工 |
| JP2004514053A (ja) * | 2000-10-30 | 2004-05-13 | コンセプト レーザー ゲーエムベーハー | 電磁放射線束によって焼結、物質除去および/またはラベリングを行う装置およびその装置を操作する方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3758649A (en) * | 1971-06-21 | 1973-09-11 | Rca Corp | Method of manufacturing holographic replicas |
| CH594936A5 (ja) | 1975-11-17 | 1978-01-31 | Landis & Gyr Ag | |
| CH594495A5 (ja) | 1976-05-04 | 1978-01-13 | Landis & Gyr Ag | |
| US4547141A (en) * | 1984-07-05 | 1985-10-15 | Alpha Foils Inc. | Apparatus for embossing holograms on metalized thermoplastic films |
| ATE150698T1 (de) | 1989-09-29 | 1997-04-15 | Landis & Gyr Tech Innovat | Vorrichtung und verfahren zum prägen von feinen strukturen |
| US5115737A (en) * | 1990-04-16 | 1992-05-26 | Philip Morris Incorporated | Hot rotary stamper apparatus and methods for metal leaf stamping |
| US5300169A (en) * | 1991-01-28 | 1994-04-05 | Dai Nippon Printing Co., Ltd. | Transfer foil having reflecting layer with fine dimple pattern recorded thereon |
| CN1030269C (zh) * | 1993-03-26 | 1995-11-15 | 中国科学院上海技术物理研究所 | 一种混合型防伪方法及其制品 |
| EE03228B1 (et) * | 1995-01-24 | 1999-10-15 | As Humal Elektroonika | Meetod poorse termoplastse materjali pinna pooride selektiivseks sulgemiseks |
| US5771796A (en) * | 1996-10-29 | 1998-06-30 | Microfibres, Inc. | Embossing cylinder for embossing pile fabric |
| EP0850779B1 (en) * | 1996-12-27 | 2001-05-02 | Omron Corporation | Method of marking an object with a laser beam |
| EP0858888B2 (de) * | 1997-02-13 | 2007-03-07 | Maschinenfabrik Gietz Ag | Flach-Prägedruckmaschine |
| WO1998042508A1 (fr) * | 1997-03-24 | 1998-10-01 | Toray Industries, Inc. | Dispositifs de couchage, d'impression et d'imagerie, systeme d'impression et procede d'impression |
| DE19801346C1 (de) * | 1998-01-16 | 1999-02-18 | Sonotronic Nagel Gmbh | Vorrichtung und Verfahren zum Formprägen eines schmelzfähigen Materials |
| US6652273B2 (en) * | 2002-01-14 | 2003-11-25 | The Procter & Gamble Company | Apparatus and method for controlling the temperature of manufacturing equipment |
-
2002
- 2002-08-09 DE DE10236597A patent/DE10236597A1/de not_active Withdrawn
-
2003
- 2003-08-05 AU AU2003266911A patent/AU2003266911A1/en not_active Abandoned
- 2003-08-05 CN CNB038232901A patent/CN100384616C/zh not_active Expired - Fee Related
- 2003-08-05 RU RU2005106240/12A patent/RU2294835C2/ru not_active IP Right Cessation
- 2003-08-05 JP JP2004531442A patent/JP2005535482A/ja active Pending
- 2003-08-05 EP EP03747798A patent/EP1526962A1/de not_active Withdrawn
- 2003-08-05 US US10/524,223 patent/US7401550B2/en not_active Expired - Fee Related
- 2003-08-05 WO PCT/DE2003/002619 patent/WO2004020175A1/de active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60218893A (ja) * | 1984-03-27 | 1985-11-01 | シーメンス、アクチエンゲゼルシヤフト | レーザー・ダイオード・アレイ |
| JPS6120723A (ja) * | 1984-07-06 | 1986-01-29 | エルゲ−ツエツト・ランデイス・ウント・ギ−ル・ツ−ク・アクチエンゲゼルシヤフト | 微小構造の面模様形成方法及びその装置 |
| JPH03501375A (ja) * | 1988-04-11 | 1991-03-28 | オーストラル・エイジアン・レーザーズ・プロプライエタリー・リミテッド | レーザを基本とするプラスチックモデル作成ワークステーション |
| JPH10256628A (ja) * | 1997-03-07 | 1998-09-25 | Palladium Lasers Inc | レーザー・ダイオード・アレイ |
| JPH11147059A (ja) * | 1997-08-04 | 1999-06-02 | Hsm Holographic Syst Muenchen Gmbh | 基材上に表面構造、特にホログラム表面構造を作製する方法及び装置 |
| JP2002514530A (ja) * | 1998-05-08 | 2002-05-21 | カイム、ミルフォード ビー. | 指向性エネルギーアシスト真空微細エンボス加工 |
| JP2001301029A (ja) * | 2000-04-18 | 2001-10-30 | Toli Corp | 装飾材、及びその製造方法 |
| JP2004514053A (ja) * | 2000-10-30 | 2004-05-13 | コンセプト レーザー ゲーエムベーハー | 電磁放射線束によって焼結、物質除去および/またはラベリングを行う装置およびその装置を操作する方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005535483A (ja) * | 2002-08-09 | 2005-11-24 | レオナード クルツ ゲーエムベーハー ウント コンパニー カーゲー | レーザー支援複製プロセス |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100384616C (zh) | 2008-04-30 |
| WO2004020175A1 (de) | 2004-03-11 |
| DE10236597A1 (de) | 2004-02-19 |
| CN1684819A (zh) | 2005-10-19 |
| EP1526962A1 (de) | 2005-05-04 |
| RU2294835C2 (ru) | 2007-03-10 |
| US7401550B2 (en) | 2008-07-22 |
| AU2003266911A1 (en) | 2004-03-19 |
| US20050257700A1 (en) | 2005-11-24 |
| RU2005106240A (ru) | 2006-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005535482A (ja) | レーザー支援複製プロセス | |
| US5103073A (en) | Device for laser treatment of an object | |
| JPH0423897B2 (ja) | ||
| US7616363B2 (en) | Method and apparatus for mass production of holograms | |
| JP7383235B2 (ja) | 情報表示媒体及びそれに関する製造方法 | |
| US20030096084A1 (en) | Method for producing a data carrier | |
| EP2956311A1 (en) | Identification document and method of producing the same | |
| KR950701580A (ko) | 인장작성장치 | |
| JP2018512306A (ja) | インプリントされたセキュリティ特徴部を設ける方法 | |
| JP2005535483A (ja) | レーザー支援複製プロセス | |
| US20230314687A1 (en) | Optically variable film, apparatus and method for making the same | |
| US20100182698A1 (en) | Security Documents with Personalised Images and Methods of Manufacture | |
| CA2983167C (en) | Security document and method of manufacturing | |
| KR102214045B1 (ko) | 보안용 홀로그램 스티커 라벨의 제조방법 | |
| US20120007285A1 (en) | Mold making system and mold making method | |
| EP4017738B1 (en) | Method of forming a security device | |
| JP2001183960A (ja) | 光情報記録体およびその記録方法 | |
| JP2011118090A (ja) | 凹凸パターン形成体及び凹凸パターン形成体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100127 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110201 |