JP2005508772A - 成形ポリマー物品を製造するための方法 - Google Patents
成形ポリマー物品を製造するための方法 Download PDFInfo
- Publication number
- JP2005508772A JP2005508772A JP2003543799A JP2003543799A JP2005508772A JP 2005508772 A JP2005508772 A JP 2005508772A JP 2003543799 A JP2003543799 A JP 2003543799A JP 2003543799 A JP2003543799 A JP 2003543799A JP 2005508772 A JP2005508772 A JP 2005508772A
- Authority
- JP
- Japan
- Prior art keywords
- article
- stem
- mold
- grip
- prototype
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
- B29C33/3857—Manufacturing moulds, e.g. shaping the mould surface by machining by making impressions of one or more parts of models, e.g. shaped articles and including possible subsequent assembly of the parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C39/026—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C59/025—Fibrous surfaces with piles or similar fibres substantially perpendicular to the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0022—Multi-cavity moulds
- B29C33/0027—Multi-cavity moulds with deep narrow cavities, e.g. for making piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
- B29C33/424—Moulding surfaces provided with means for marking or patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0072—Roughness, e.g. anti-slip
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Polymers With Sulfur, Phosphorus Or Metals In The Main Chain (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
A.イリノイ州グレンビュー(Glenview、Illinois)のスター・プラスチックス(Star Plastics)製のスターフレックス(Starflex)LC27060(SBSブロックコポリマー、ショアーA硬度45)100%。
B.イリノイ州グレンビュー(Glenview、Illinois)のスター・プラスチックス(Star Plastics)製のスターフレックス(Starflex)LC24188(SEBSブロックコポリマー、ショアーA硬度55)80%と、イリノイ州グレンビュー(Glenview、Illinois)のスター・プラスチックス(Star Plastics)製のスターフレックス(Starflex)LC25107(SEPSブロックコポリマー、ショアーA硬度45)20%と、のブレンド物。
C.オハイオ州クリーブランド(Cleveland、Ohio)のBF・グッドリッチ(BF Goodrich)製のエステン(Estane)58661ポリウレタン樹脂80%と、テキサス州ヒューストン(Houston、Texas)のエクソン・ケミカル・カンパニー(Exxon Chemical Co.)製のベクター(Vector)4111(SISブロックコポリマー)20%。
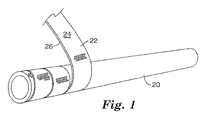
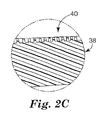
これら配合物のそれぞれには、1〜2%のカーボンブラック濃厚顔料が含まれていた。これらの樹脂の標準的な加工条件を用いて、川口(Kawaguchi Inc.)の125型射出成形機を用いて、ニッケル製工具38にグリップの射出成形をした。標準的なゴルフクラブエンドキャップ50を使用し(図2参照)、エラストマー樹脂をニッケル製工具のモールドキャビティの中に、エンドキャップ50の中心孔を通し、コアマンドレル(図示せず)キャビティの中に位置するのまわりに、射出した。コアマンドレルをモールドに対して軸方向に押し出すことによって、仕上がりグリップをモールドキャビティから排出した。
Claims (13)
- 成形ポリマー物品を製造する方法であって、前記方法が、
プロトタイプ物品の第1表面の上にメッキを電鋳する工程であって、ここで前記第1表面が、少なくとも部分的には細かい表面微細構造フィーチャーの所望の配列によって画定されかつ導電性があり、そのために前記メッキが、前記プロトタイプ物品の前記第1表面に対応するその第1部分の上に、前記プロトタイプの上の前記細かい表面微細構造フィーチャーの反転像配列を有する物品用モールドを画定する工程、
前記物品用モールドから前記プロトタイプ物品を分離する工程、
前記物品用モールドの上にポリマー材料を導入し、それが細かい表面微細構造フィーチャーの前記反転像の配列の中および上に流れる工程、
前記ポリマー材料を硬化させる工程、および
前記物品用モールドから前記硬化させたポリマー材料を分離し、前記物品用モールドの前記第1の部分に相当する仕上がり表面の上に、その上の細かい表面微細構造フィーチャーの所望の配列を有する、成形ポリマー物品を画定する工程、
を含む方法。 - 所望の摩擦を画定する特性を有する前記成形エラストマーの前記仕上がり表面を形成させる工程をさらに含む、請求項1に記載の方法。
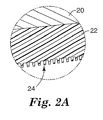
- 前記仕上がり表面の上の細かい表面微細構造フィーチャーの前記所望の配列の少なくとも一部が、直立したステムの配列を含む、請求項1に記載の方法。
- 直立したステムの前記配列が、少なくとも約3000ステム/平方インチの密度を有する、請求項3に記載の方法。
- 前記配列が複数の直立したステムのゾーンを有し、かつ、隣接したゾーンの中の前記ステムの高さが異なっている、請求項3に記載の方法。
- 前記配列が複数の直立したステムのゾーンを有し、かつ、隣接したゾーンの中の前記ステムの構成が異なっている、請求項5に記載の方法。
- 前記プロトタイプ物品の前記第1表面を、表面微細構造フィーチャーを有さない少なくとも1つの領域を含むように画定する工程をさらに含む、請求項1に記載の方法。
- 前記物品用モールドが、2つまたはそれ以上の分離可能なモールドセクションとして画定され、そして前記分離工程が、前記モールドセクションを動かして互いから離すことを含む、請求項1に記載の方法。
- 前記プロトタイプ物品を形成する工程、および
少なくとも前記第1表面を含めて前記プロトタイプ物品の部分を、薄い導電性材料の層でコーティングする工程、
をさらに含む、請求項1に記載の方法。 - ポリマー成形物品を形成するのに使用するためのモールドを製造する方法であって、前記方法が、
その上に第1表面を有するプロトタイプ物品を形成する工程であって、前記第1表面が直立したステムの配列によって少なくとも部分的に画定される工程、
少なくともその上に前記第1表面を含めて前記プロトタイプ物品の部分を、薄い導電性材料の層でコーティングする工程、
前記プロトタイプ物品の前記コーティングした部分の上にメッキを電鋳して、前記プロトタイプ物品の前記第1表面に対応するその第1の部分の上に、その中の直立したステムのキャビティの配列を有する物品用モールドを画定する工程、および
前記物品用モールドから前記プロトタイプ物品を分離する工程、
を含む方法。 - 前記配列が複数の直立したステムのゾーンを有し、かつ、隣接したゾーンの中の前記ステムの高さが異なっている、請求項10に記載の方法。
- 前記プロトタイプ物品の前記第1表面を、その上にステムを有さない少なくとも1つの領域を含むように画定する工程をさらに含む、請求項10に記載の方法。
- 前記画定する工程が、
前記ステムと一体に形成された基底部から突出した直立したステムの配列を有するポリマー部材から、最初に前記プロトタイプ物品の前記第1表面を形成する工程、および
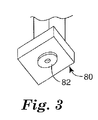
加熱したパターンモールドを前記ポリマー部材に押し当てて、選択したステムを熱および圧力によって変形させる工程、
を含む、請求項10に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/005,831 US6800234B2 (en) | 2001-11-09 | 2001-11-09 | Method for making a molded polymeric article |
| PCT/US2002/029552 WO2003041934A1 (en) | 2001-11-09 | 2002-09-17 | Method for making a molded polymeric article |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005508772A true JP2005508772A (ja) | 2005-04-07 |
| JP2005508772A5 JP2005508772A5 (ja) | 2006-01-05 |
Family
ID=21717975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003543799A Pending JP2005508772A (ja) | 2001-11-09 | 2002-09-17 | 成形ポリマー物品を製造するための方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US6800234B2 (ja) |
| EP (1) | EP1450996B1 (ja) |
| JP (1) | JP2005508772A (ja) |
| KR (1) | KR20050028901A (ja) |
| AT (1) | ATE314913T1 (ja) |
| CA (1) | CA2463737A1 (ja) |
| DE (1) | DE60208575T2 (ja) |
| MX (1) | MXPA04004261A (ja) |
| MY (1) | MY130777A (ja) |
| TW (1) | TW546194B (ja) |
| WO (1) | WO2003041934A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016510623A (ja) * | 2013-03-14 | 2016-04-11 | シンタス・コーポレーション | 湿気通路を備える耐滑性マット |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6800234B2 (en) * | 2001-11-09 | 2004-10-05 | 3M Innovative Properties Company | Method for making a molded polymeric article |
| US20040010943A1 (en) * | 2002-01-10 | 2004-01-22 | Bishop Douglas E. | Traction system and footwear |
| US7045089B2 (en) * | 2002-01-11 | 2006-05-16 | Afromowitz Martin A | Fabrication of molds and mold components using a photolithographic technique and structures made therefrom |
| JP3866183B2 (ja) * | 2002-11-01 | 2007-01-10 | Asti株式会社 | バイオチップ |
| CN100413638C (zh) * | 2003-05-05 | 2008-08-27 | 华中科技大学 | 熔射制造模具的方法 |
| US7749094B2 (en) * | 2003-12-29 | 2010-07-06 | Chen Yung Hsiang | Golf club grip and manufacturing method thereof |
| US7767263B2 (en) * | 2004-09-10 | 2010-08-03 | Danmarks Tekniske Universitet | Method of manufacturing a mould part |
| US7485050B2 (en) * | 2005-10-12 | 2009-02-03 | Grip Surface Technologies, Inc. | Micropattern grip surface |
| EP1894694A2 (en) * | 2006-09-04 | 2008-03-05 | Mitsubishi Cable Industries, Ltd. | Manufacturing method for resin molded product |
| US7645134B2 (en) * | 2006-12-19 | 2010-01-12 | 3M Innovative Properties Company | Ribbon wound roll |
| WO2009023026A1 (en) * | 2007-08-13 | 2009-02-19 | Antonini Fred A | Silicone-elastomer film |
| US20090051079A1 (en) * | 2007-08-22 | 2009-02-26 | Ronan Jeffrey J | Roofing components having vacuum-formed thermoset materials and related manufacturing methods |
| KR20110033202A (ko) * | 2008-06-20 | 2011-03-30 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 성형된 미세구조화된 용품 및 그 제조 방법 |
| JP5475761B2 (ja) * | 2008-06-20 | 2014-04-16 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマー鋳型 |
| TWI413884B (zh) * | 2009-11-13 | 2013-11-01 | Realtek Semiconductor Corp | 時脈產生器 |
| EP2665381B1 (en) * | 2011-01-18 | 2019-10-16 | Church & Dwight Co., Inc. | Method for producing a low modulus elastomeric article |
| US20140272278A1 (en) | 2013-03-14 | 2014-09-18 | Cintas Corporation | Slip resistant mat and method and system for making same |
| US9486678B2 (en) * | 2014-07-07 | 2016-11-08 | Lamkin Corporation | Multi-helix grip |
| USD753414S1 (en) | 2014-12-02 | 2016-04-12 | Cintas Corporation | Urinal mat |
| US10099283B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US9987677B2 (en) | 2015-12-17 | 2018-06-05 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US10099284B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having a catalyzed internal passage defined therein |
| US10046389B2 (en) | 2015-12-17 | 2018-08-14 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US9579714B1 (en) | 2015-12-17 | 2017-02-28 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| US10137499B2 (en) | 2015-12-17 | 2018-11-27 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10099276B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10118217B2 (en) | 2015-12-17 | 2018-11-06 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US9968991B2 (en) | 2015-12-17 | 2018-05-15 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| BR112018015870A2 (pt) | 2016-02-05 | 2018-12-26 | Havi Global Solutions Llc | superfície microestruturada com isolamento e resistência à condensação melhorados |
| US10687642B2 (en) | 2016-02-05 | 2020-06-23 | Havi Global Solutions, Llc | Microstructured packaging surfaces for enhanced grip |
| EP3436742A1 (en) * | 2016-03-29 | 2019-02-06 | Koninklijke Philips N.V. | A cutting element for use in a hair cutting device, and a method of manufacturing the same |
| JP2019510700A (ja) | 2016-04-07 | 2019-04-18 | ハヴィ グローバル ソリューションズ、エルエルシー | 内部微細構造を備える流体用パウチ |
| US10335853B2 (en) | 2016-04-27 | 2019-07-02 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10286450B2 (en) | 2016-04-27 | 2019-05-14 | General Electric Company | Method and assembly for forming components using a jacketed core |
| KR20190049724A (ko) | 2016-09-09 | 2019-05-09 | 케빈 엠. 소렐스 | 보호 장갑 및 보호 장갑의 제조 방법 |
| USD841358S1 (en) | 2017-02-24 | 2019-02-26 | Cintas Corporate Services, Inc. | Floor mat |
| DE102017204967A1 (de) | 2017-03-23 | 2018-09-27 | Bayerische Motoren Werke Aktiengesellschaft | Faserverbundbauteil mit strukturierter Oberfläche |
| JP7031229B2 (ja) * | 2017-10-31 | 2022-03-08 | 住友ゴム工業株式会社 | ゴルフクラブ用グリップおよびゴルフクラブ |
| US10550444B2 (en) * | 2017-11-13 | 2020-02-04 | Lear Corporation | Molded loose grain inspection tools and method |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2679473A (en) | 1952-05-23 | 1954-05-25 | Cons Molded Products Corp | Method of preparing molds to produce crackle and other surface finishes on molded plastic articles |
| US3028283A (en) | 1956-03-14 | 1962-04-03 | Macgregor Sport Products Inc | Method of making golf club grip |
| US3266113A (en) | 1963-10-07 | 1966-08-16 | Minnesota Mining & Mfg | Interreacting articles |
| US3585101A (en) | 1968-07-25 | 1971-06-15 | Dana D Stratton | Adhesive-applied knurling |
| US3723584A (en) | 1969-12-15 | 1973-03-27 | Bischoff Chemical Corp | Method of making an electroformed mold having heat transfer conduits and foam polyurethane foundation |
| AT317809B (de) | 1971-02-12 | 1974-09-10 | Franz Johann Greiter | Wintersportbekleidung |
| US4152387A (en) | 1976-05-21 | 1979-05-01 | Peter Cloeren | Method for forming multi-layer laminates |
| US4290174A (en) | 1976-08-13 | 1981-09-22 | Minnesota Mining And Manufacturing Company | Separable fastener and article for making same |
| US4285901A (en) * | 1978-07-06 | 1981-08-25 | Akira Yotsutsuji | Method of making an insulated metal mold |
| GB2037536A (en) | 1978-12-06 | 1980-07-09 | Hyum K | A Non Slip Surface for a Telephone Handset |
| US4250135A (en) * | 1979-05-17 | 1981-02-10 | Orsini Peter C | Roller for producing continuous sueded or grit type finish and method of making |
| JPS56127536A (en) * | 1980-03-10 | 1981-10-06 | Fuji Photo Film Co Ltd | Travel guide means for magnetic tape |
| CA1186863A (en) | 1981-04-21 | 1985-05-14 | Jarl-Erik Jofs | Non-slip plastic film |
| DE3200693A1 (de) | 1982-01-08 | 1983-07-21 | Benno Prof. Dr. 1000 Berlin Krieg | Griffe fuer geraete |
| US4478769A (en) | 1982-09-30 | 1984-10-23 | Amerace Corporation | Method for forming an embossing tool with an optically precise pattern |
| US4872243A (en) | 1984-04-16 | 1989-10-10 | Velcro Industries B.V. | Multi-hook fastener member |
| US4919420A (en) | 1987-08-28 | 1990-04-24 | Daiwa Golf Co., Ltd. | Grip of a golf club and a manufacturing method thereof |
| US4984339A (en) * | 1988-10-20 | 1991-01-15 | Velcro Industries B.V. | Hook for hook and loop fasteners |
| US4959265A (en) | 1989-04-17 | 1990-09-25 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape fastener for releasably attaching an object to a fabric |
| US4953862A (en) | 1989-04-18 | 1990-09-04 | Uke Alan K | Hand grip for sporting equipment or tools |
| DE4010669C1 (ja) | 1990-04-03 | 1991-04-11 | Kernforschungszentrum Karlsruhe Gmbh, 7500 Karlsruhe, De | |
| CA2023538C (en) | 1990-05-17 | 2000-01-11 | Jean Francois Leon Fontaine | Tread for a pneumatic tire |
| US5302440A (en) | 1990-06-04 | 1994-04-12 | Elbert Davis | Polymer coated contact surface |
| JP2725447B2 (ja) * | 1990-07-26 | 1998-03-11 | ブリヂストンスポーツ株式会社 | ゴルフボールの製造方法 |
| JPH04208171A (ja) * | 1990-08-10 | 1992-07-29 | Kunimori Kagaku:Kk | ゴルフ用グリップの製造方法 |
| US5077870A (en) | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5508084A (en) | 1991-08-28 | 1996-04-16 | Minnesota Mining And Manufacturing Company | Repositionable articles having a microstructured surface, kits for producing same, and methods of use |
| US5234740A (en) | 1991-08-28 | 1993-08-10 | Minnesota Mining And Manufacturing Company | Slip control sheeting and articles covered with same |
| US5201101A (en) | 1992-04-28 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Method of attaching articles and a pair of articles fastened by the method |
| JP3100254B2 (ja) * | 1993-01-28 | 2000-10-16 | 江南特殊産業株式会社 | 三次元形状の型用電鋳殻及びその製造方法 |
| PL176158B1 (pl) | 1993-12-13 | 1999-04-30 | Minges Donald L | Warstwa zewnętrzna osłon na stopy i dłonie |
| AU2124395A (en) | 1994-03-21 | 1995-10-09 | Thomas V Ortolivo | Glove for washing pets |
| US5427376A (en) | 1994-06-14 | 1995-06-27 | Cummings; Patricia M. | Golf club grip with first indicia to indicate where the thumbs and fingers of a player are to be located and other indicia to indicate other areas |
| US5759455A (en) | 1994-07-08 | 1998-06-02 | Canon Kabushiki Kaisha | Roller-shaped stamper for fabricating optical scales |
| US5511248A (en) | 1995-03-24 | 1996-04-30 | Bali Leathers Inc. | Anti-slip glove |
| DE69627348T2 (de) | 1995-07-28 | 2003-12-04 | Nippon Carbide Kogyo K.K., Tokio/Tokyo | Mikroprismatische matrix |
| JP3356290B2 (ja) | 1995-07-28 | 2002-12-16 | 日本カーバイド工業株式会社 | マイクロプリズム母型の製造方法 |
| AU1578597A (en) | 1996-01-30 | 1997-08-22 | Jeffrey A. Broffman | Frictional interface between bodies |
| US5741394A (en) | 1996-03-18 | 1998-04-21 | Kennedy; Patrick | Apparatus for attaching a golf club grip to a golf club shaft |
| US5900350A (en) * | 1996-06-06 | 1999-05-04 | Velcro Industries B.V. | Molding methods, molds and products |
| US6251208B1 (en) | 1996-10-29 | 2001-06-26 | Toshiba Machine Co., Ltd. | Method for manufacturing a structure with fine ribs |
| JPH10208359A (ja) | 1997-01-24 | 1998-08-07 | Sony Corp | 電子機器 |
| US5958469A (en) | 1997-05-14 | 1999-09-28 | Eastman Kodak Company | Method for fabricating tools for molding diffractive surfaces on optical lenses |
| US6132660A (en) * | 1997-06-19 | 2000-10-17 | 3M Innovative Properties Company | Method for forming headed stem mechanical fasteners |
| US6099289A (en) | 1997-08-25 | 2000-08-08 | Velcro Industries B.V. | Forming mold cavities |
| GB9725102D0 (en) * | 1997-11-28 | 1998-01-28 | Gravutex Limited | Rapid texture prototyping |
| US6558496B1 (en) * | 1997-11-28 | 2003-05-06 | Eschmann-Stahl Gmbh & Co., Kg | Rapid texture prototyping |
| US5939011A (en) * | 1998-04-06 | 1999-08-17 | Ford Global Technologies, Inc. | Method for producing a mandrel for use in hot isostatic pressed powder metallurgy rapid tool making |
| US6131972A (en) | 1998-08-28 | 2000-10-17 | Suncast Corporation | Grip handle for shovel type implement |
| WO2000020200A1 (en) * | 1998-10-02 | 2000-04-13 | 3M Innovative Properties Company | Laminated elastic composites |
| US6372323B1 (en) | 1998-10-05 | 2002-04-16 | 3M Innovative Properties Company | Slip control article for wet and dry applications |
| JP3121313B2 (ja) * | 1998-10-09 | 2000-12-25 | ゼブラ株式会社 | 筆記具用グリップ |
| US6115874A (en) | 1998-12-16 | 2000-09-12 | Camilleri; Paul | Roughener for grips and handles |
| US6303062B1 (en) * | 1999-04-13 | 2001-10-16 | 3M Innovative Properties Company | Mechanical fastener and method for making the same |
| US6800234B2 (en) * | 2001-11-09 | 2004-10-05 | 3M Innovative Properties Company | Method for making a molded polymeric article |
-
2001
- 2001-11-09 US US10/005,831 patent/US6800234B2/en not_active Expired - Lifetime
-
2002
- 2002-09-17 CA CA002463737A patent/CA2463737A1/en not_active Abandoned
- 2002-09-17 EP EP02770528A patent/EP1450996B1/en not_active Expired - Lifetime
- 2002-09-17 AT AT02770528T patent/ATE314913T1/de not_active IP Right Cessation
- 2002-09-17 DE DE60208575T patent/DE60208575T2/de not_active Expired - Fee Related
- 2002-09-17 KR KR1020047006908A patent/KR20050028901A/ko not_active Application Discontinuation
- 2002-09-17 WO PCT/US2002/029552 patent/WO2003041934A1/en active IP Right Grant
- 2002-09-17 MX MXPA04004261A patent/MXPA04004261A/es active IP Right Grant
- 2002-09-17 JP JP2003543799A patent/JP2005508772A/ja active Pending
- 2002-10-11 MY MYPI20023803A patent/MY130777A/en unknown
- 2002-10-14 TW TW091123599A patent/TW546194B/zh not_active IP Right Cessation
-
2004
- 2004-05-10 US US10/842,074 patent/US20040207112A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016510623A (ja) * | 2013-03-14 | 2016-04-11 | シンタス・コーポレーション | 湿気通路を備える耐滑性マット |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1450996A1 (en) | 2004-09-01 |
| ATE314913T1 (de) | 2006-02-15 |
| MXPA04004261A (es) | 2004-07-08 |
| US6800234B2 (en) | 2004-10-05 |
| TW546194B (en) | 2003-08-11 |
| US20030090030A1 (en) | 2003-05-15 |
| DE60208575D1 (de) | 2006-03-30 |
| CA2463737A1 (en) | 2003-05-22 |
| US20040207112A1 (en) | 2004-10-21 |
| EP1450996B1 (en) | 2006-01-04 |
| KR20050028901A (ko) | 2005-03-23 |
| MY130777A (en) | 2007-07-31 |
| DE60208575T2 (de) | 2006-11-16 |
| WO2003041934A1 (en) | 2003-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005508772A (ja) | 成形ポリマー物品を製造するための方法 | |
| JP2005508769A (ja) | 改良されたミクロ複製した表面 | |
| US7485050B2 (en) | Micropattern grip surface | |
| EP2460627B1 (en) | Flexible grip with partially textured surface | |
| EP1359007A1 (en) | Method of defining a frictional interface and manual gripping method | |
| US20120046136A1 (en) | Co-molded, focused weighted, dimple arrayed hockey sticks and other composite structures | |
| US20090174116A1 (en) | Flexible grip and method of making same | |
| EP0904137B1 (en) | Golf club shaft with oversized grip section | |
| US6039910A (en) | Golf ball and manufacturing method of golf ball core | |
| CN106457027A (zh) | 无赛璐珞的基本上球形中空体及其制作 | |
| US5220719A (en) | Method of making game racket frame | |
| EP1545197B1 (en) | Fishing lure | |
| JP4825186B2 (ja) | 新体操用こん棒及びその製造方法 | |
| AU2008243111A1 (en) | Flexible grip and method of making same | |
| JP4452308B2 (ja) | ボーリングピンの製造方法 | |
| CA2249989C (en) | Golf club shaft with oversized grip section | |
| JP2023149786A (ja) | ゴルフクラブ用グリップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050920 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080722 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090224 |