JP2005298885A - 塑性加工性に優れたマグネシウム又はマグネシウム合金の板及びその製造方法 - Google Patents
塑性加工性に優れたマグネシウム又はマグネシウム合金の板及びその製造方法 Download PDFInfo
- Publication number
- JP2005298885A JP2005298885A JP2004115719A JP2004115719A JP2005298885A JP 2005298885 A JP2005298885 A JP 2005298885A JP 2004115719 A JP2004115719 A JP 2004115719A JP 2004115719 A JP2004115719 A JP 2004115719A JP 2005298885 A JP2005298885 A JP 2005298885A
- Authority
- JP
- Japan
- Prior art keywords
- magnesium
- plane
- magnesium alloy
- treatment
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000861 Mg alloy Inorganic materials 0.000 title claims abstract description 49
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 title claims abstract description 28
- 239000011777 magnesium Substances 0.000 title claims abstract description 27
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 238000005096 rolling process Methods 0.000 claims abstract description 40
- 238000011282 treatment Methods 0.000 claims abstract description 37
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 24
- 238000005452 bending Methods 0.000 claims abstract description 23
- 238000010438 heat treatment Methods 0.000 claims abstract description 22
- 238000001953 recrystallisation Methods 0.000 claims abstract description 16
- 238000005496 tempering Methods 0.000 claims description 16
- 238000007670 refining Methods 0.000 abstract description 4
- 230000009467 reduction Effects 0.000 abstract description 2
- 238000010008 shearing Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 49
- 239000000956 alloy Substances 0.000 description 29
- 238000000034 method Methods 0.000 description 29
- 229910045601 alloy Inorganic materials 0.000 description 17
- 238000005266 casting Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- 239000013078 crystal Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000000465 moulding Methods 0.000 description 7
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000011572 manganese Substances 0.000 description 5
- 229910052748 manganese Inorganic materials 0.000 description 5
- 239000011701 zinc Substances 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- 239000000155 melt Substances 0.000 description 4
- 238000002441 X-ray diffraction Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229910018137 Al-Zn Inorganic materials 0.000 description 2
- 229910018573 Al—Zn Inorganic materials 0.000 description 2
- 229910001093 Zr alloy Inorganic materials 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910000882 Ca alloy Inorganic materials 0.000 description 1
- 229910000914 Mn alloy Inorganic materials 0.000 description 1
- 229910000691 Re alloy Inorganic materials 0.000 description 1
- 229910007565 Zn—Cu Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images











Landscapes
- Metal Rolling (AREA)
Abstract
【解決手段】 マグネシウム又はマグネシウム合金の板を調質処理することにより、板の{0002}面が圧延面に対して傾斜して、低温領域における塑性加工性が改善される。調質処理は、せん断変形を与える処理、例えば曲げ変形、その繰り返し処理と再結晶熱処理を含む。本発明の板は、低温領域、例えば100℃以下の温度で、特に板厚の減少を伴う塑性加工において優れた特性を有する。
【選択図】 図9
Description
一方、近年のIT関連機器のパーソナル化に伴い、パーソナルコンピュータ、携帯電話、携帯音楽プレーヤー、デジタルカメラ等の筐体をより軽量化、薄型化する必要性が高まっている。このような要求を満たすために、産業用金属として最も比重が小さいマグネシウム(比重1.74)及びそれを含む合金が注目されている。ところがマグネシウム及びそれを含む合金は先に述べたように稠密六方構造を有することから、塑性加工が困難であり、鋳造を基本技術とした、ダイキャスト、チクソモールドを主流とする成形が行われている。しかし、鋳造を基本とした技術では、肉厚の薄肉化限界及び歩留、表面欠陥、気泡のような内在欠陥等の問題が存在するため、押し出し展伸材や圧延薄板を塑性加工によって成形する技術に対する要請が高くなっている。
特開2000−271693号公報は、熱間塑性加工を施したマグネシウム合金材に、220%以上の相当伸びに相当する歪み量の大きな変形を加え、平均結晶粒径を1μm以下、金属間化合物の平均粒径を1μm以下とする、機械的特性の優れたマグネシウム合金材を製造する方法が記載され、この合金材は100〜350℃の条件で種々の形状に加工できると記載されている。(特許文献1)
しかしながら、この公報に記載された方法は結晶方位を制御するものではなく、得られた合金材も100℃より高い温度で加工されている。
しかしながら、ECAE法では、1回の処理では均等な歪み付与ができないことから、被加工材料全域の組織を均質化するために、被加工材料を回転させながらの多工程処理が必要とされている(非特許文献1、557頁、右欄、「3.1 ECAE加工によるミクロ組織」の項)。従ってこの処理は、被加工材料の断面形状の縦横比が1に近いものに限られ、板又は長さの長い板を巻回したいわゆるコイル状のものについては到底不可能である。
しかしながら、このようにして得られる材料は、生産効率や歩留まりが極端に悪く、量産に適したものとはいえない。
しかしながら、一般に塑性加工の素材となる板材は、金型のクリアランスとの関係から、板厚公差は厳しく定められており、この材料のように凹凸を有する板材をそのまま塑性加工することは到底できない。
さらに、この材料をこのまま塑性加工すると、巨視的に見た板厚方向の法線方向からの圧縮については、凹凸の角度が開く方向、すなわち凹凸が消滅する方向に変形が生じ、全く平らになった場合は{0002}面が傾斜していない通常材となってしまう。
しかしながら、マグネシウム合金として具体的に開示されているのはLiを含む体心立方構造を有するマグネシウム合金であって稠密六方構造を有するものではなく、クロス圧延によって稠密六方構造を有するマグネシウム合金の性質も改質できる旨の記載ないし示唆もない。
また、面内異方性が小さくなるということは、方向による材料の性質の相違が小さくなるということであり、{0002}面が圧延方向又はその他の面に対して傾斜することを意味するものではなく、そのことを示唆するものでもない。
また、このような材料を低温領域で塑性加工を行うと、耳割れ等を生じて最終製品として使用できない仕上がりとなったり、あるいは材料が破断して加工ができないといった問題点がある。
さらに本発明の目的は、マグネシウム又はマグネシウム合金の板を調質処理する、圧延面に対して{0002}面が傾斜している、マグネシウム又はマグネシウム合金の板を製造する簡便な方法を提供することである。
また、コイル状形態であるこれらの板を提供することも、本発明の目的の一つである。
本発明の金属又は合金の{0002}面を圧延面に対して傾斜させる方向に制限はなく、圧延方向、圧延方向に直角の方向、又は両者の中間のいずれかの方向であってもよく、傾斜角度は圧延面に対して0°より大きく±90°以下の角度である。
マグネシウム又はマグネシウム合金の{0002}面を圧延面に対して傾斜させるために、被加工材であるマグネシウム又はマグネシウム合金にせん断変形(歪み)を与える処理と再結晶熱処理とを組み合わせた調質処理を行う。
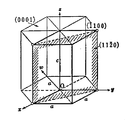
面指数 (hkil)
等価な面 {hkil}
方向 [uvtw]
等価な方向 <uvtw>
と表記し、格子面が負の軸と交わる場合は指数の上に上バーをつけ、例えば−w軸と交わる場合は(hk(上バー)il)と表す。
さらに、被加工材料に、せん断変形を与える処理と再結晶熱処理とを組み合わせた調質処理を行うことによって、低温領域で塑性加工性に優れたマグネシウム又はマグネシウム合金の板を製造する方法が提供される。
また、このような板は{0002}面に平行な主滑り方向である<11(上バー)20>方向が圧延面に対して傾斜するため、低温領域、例えば室温における塑性加工特性が向上することからコイル状形態とすることができ、産業上の利用性が著しく改善される。
マグネシウム又はマグネシウム合金の鋳造スラブ若しくはインゴット、押し出しスラブ若しくはインゴット、又は板鋳造法等により得られた材料を、塑性加工を行う板厚まで温間圧延し、こうして得られた材料に調質処理を行って、圧延面に対して{0002}面が傾斜した金属又は合金材料を製造することが好ましい。
圧延方法は、稠密六方構造を有する金属又は合金の圧延に用いられる方法であればいずれでもよく、例えば、本発明者らの発明に係る特開2001−252703号公報に記載された方法を適用することができる。すなわち、鋳造スラブ若しくはインゴット、押し出しスラブ若しくはインゴット、又は板鋳造法等により得られた材料をあらかじめ160℃〜400℃に加熱し、温間リバース圧延を行うことができる。さらに、そのときの圧延条件として、非対称圧延法又は片面潤滑圧延法等を併用することもできる。
ローラレベラは、連続的に配置された1本以上のロールにより、単独の曲げ又は連続した繰り返し曲げによる歪みを付加することができる。
ロールフォーミングは、組み合わされたロールにより,曲げ変形を与えることで歪みを付加することができる。ロールフォーミングの場合、板状又はコイル状材料の長手方向に平行な曲げ変形を与えることができ、タンデム化することで、連続曲げ変形が可能である。
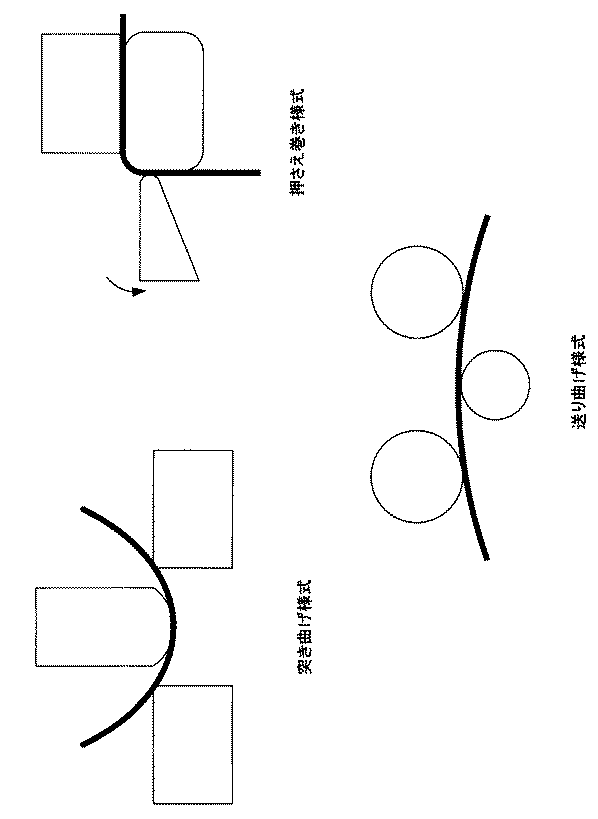
さらに、同様の歪み付加方法として、図6に一例を示す突き曲げや押さえ巻きを代表とするプレス型曲げや、図7、8に一例を示すテンションレベラ、ストレッチャレベラ等を用いることができる。
調質処理は、1回のみの曲げ変形と1回のみの再結晶熱処理との組合せでも、例えばローラレベラのような連続的な曲げ変形と再結晶熱処理との組合せでも本発明の目的を達成することができる。また、このせん断変形を与える処理と再結晶熱処理を順次複数回行うことで、得られた材料の特性が順次向上し、例えば{0002}面の傾斜が次第に大きくなる。
溶解鋳造法により製造した、稠密六方構造を有するASTMに定めるAZ31B合金(アルミニウム3質量%、亜鉛1質量%、マンガン0.4質量%含有)インゴットに、温間圧延を施して板厚0.6mm、板幅260mm、全長約370メートルの板状素材を得た。この素材にローラレベラと再結晶熱処理を組み合わせた調質処理を行った。ローラレベラは、図14に示すように、上9ロール、下10ロールの19ロールを有する。各ロール径は12mm、ロールの芯間距離は13mmである。ロール押し込み量は0.5mmとした。このレベラに常温で3回通板した後、300℃で1時間の再結晶熱処理を大気中で施した。この工程を1セットとして、3セットの処理を施した。処理をした板をコイル状形態に巻き取ることができた。
例1と同様の溶解鋳造法により、稠密六方構造を有するASTMに定めるAZ31B合金(アルミニウム3質量%、亜鉛1質量%、マンガン0.4質量%含有)インゴットに、温間圧延を施して板厚0.6mmの素材を得た。この素材から板厚0.6mmで200mm角の板材を製造し、これにローラレベラと再結晶熱処理を組み合わせた調質処理を行った。ローラレベラは例1と同様のものを常温で使用した。まず、圧延方向と平行に3回通板した後、さらに圧延方向と直角方向に3回通板した。この後、300℃で1時間の再結晶熱処理を施した。この工程を1セットとして、3セットの処理を施した。
例1の溶解鋳造法により製造した、稠密六方構造を有するASTMに定めるAZ31B合金(アルミニウム3質量%、亜鉛1質量%、マンガン0.4質量%含有)インゴットに、温間圧延を施して板厚0.6mm、板幅260mm、全長約370メートルの板状素材を得た。この素材を調質処理をせずに、そのまま各種試験に供した。
例1の溶解鋳造法により製造した、稠密六方構造を有するASTMに定めるAZ31B合金(アルミニウム3質量%、亜鉛1質量%、マンガン0.4質量%含有)インゴットに、温間圧延を施して板厚0.6mm、板幅260mm、全長約370メートルの板状素材を得た。この素材に例1と同一のローラレベラ処理のみを1回行った。
例1の溶解鋳造法により製造した、稠密六方構造を有するASTMに定めるAZ31B合金(アルミニウム3質量%、亜鉛1質量%、マンガン0.4質量%含有)インゴットに、温間圧延を施して板厚0.6mm、板幅260mm、全長約370メートルの板状素材を得た。この素材に例1と同一の再結晶熱処理のみを1回行った。
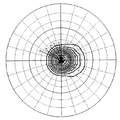
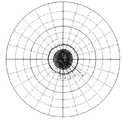
例1ないし例5に従って製造したマグネシウム合金板の(0002)正極点図形を、X線回折により作成した。それぞれ図9ないし図13として示す。
正極点図形に記載されている数値は面(極)密度を示したものであり、測定された回折強度を15等分して表示した。15が最も面(極)密度が高い点及び領域である。
図9から、例1に従って製造したマグネシウム合金の(0002)面は圧延方向と平行方向に30°〜45°傾斜していることが読みとれる。
また、例2に従って製造したマグネシウム合金の(0002)面は45〜50°傾斜し、圧延方向から±45°の位置に分布していた(図10)。極は4カ所存在した。このように圧延面と直角の方向にも(0002)面を分散させることで,特性の方向性が減少する。
これに対して、調質処理を行っていない比較例1の材料では、円の中心を最高の相対強度領域とする唯一の図形が示されており(図11)、ほとんどの(0002)面が圧延面に平行に配列していることが分かる。
さらに、調質処理のうちの一方のみを行った材料である、比較例2及び3に従って製造したものはいずれも円の中心のみに最高の相対強度領域が示されており(図12及び図13)、このような材料の(0002)面は圧延面に対して傾斜していないことが分かる。
エリクセン試験機を用い、JIS Z 2247に従って、室温における張り出し成形性の指標であるエリクセン値を求めた。
JIS Z 2248に従って、Vブロック法により曲げ試験を行った。評価はR/t(R:げ半径、t:板厚)で行った。
平均結晶粒径を、JIS G 0551 附属書3(規定)に示される計数方法によって測定した。
以上の結果をまとめて表1に示す。
表1 マグネシウム合金の特性
低温領域での塑性加工が可能であることから、製品精度を向上させることができ、従来対象とされていなかった大型部品や薄物部品等も本発明の材料で製造することができる。
加熱せずに塑性加工を行うために、材料、金型を加熱するのに要するエネルギー及び時間が不要となり、熱管理に関する知識や技能がなくても加工可能となり、加熱のための特別な設備投資が不要となり、また、火災や火傷が生じないので作業安全性が向上する。
さらに、温間加工に用いる潤滑剤ではなく、一般的な潤滑剤を使用することが可能となり、加熱して加工するものに比較して表面状態が良好な製品を製造することができる。
Claims (7)
- 圧延面に対して{0002}面が傾斜している、マグネシウム又はマグネシウム合金の板。
- 圧延面に対する{0002}面の傾斜角が±10°〜±80°である、請求項1記載の板。
- 圧延面に対する{0002}面の傾斜角が±15°〜±75°である、請求項1記載の板。
- エリクセン値が5.7mm以上であること、及び最小曲げ半径率a(a=R/t、R:曲げ半径、t:板厚)が1.97以下であること、の少なくとも一つの特性を有する、請求項1記載の板。
- マグネシウム又はマグネシウム合金の板を調質処理する、圧延面に対して{0002}面が傾斜している、マグネシウム又はマグネシウム合金の板の製造方法。
- 調質処理がせん断変形を与える処理と再結晶熱処理を含む、請求項5に記載の製造方法。
- コイル状形態である、請求項1記載の板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115719A JP3988888B2 (ja) | 2004-04-09 | 2004-04-09 | 塑性加工性に優れたマグネシウム合金の板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115719A JP3988888B2 (ja) | 2004-04-09 | 2004-04-09 | 塑性加工性に優れたマグネシウム合金の板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298885A true JP2005298885A (ja) | 2005-10-27 |
| JP3988888B2 JP3988888B2 (ja) | 2007-10-10 |
Family
ID=35330797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004115719A Expired - Lifetime JP3988888B2 (ja) | 2004-04-09 | 2004-04-09 | 塑性加工性に優れたマグネシウム合金の板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3988888B2 (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100783918B1 (ko) * | 2006-05-04 | 2007-12-10 | 현대자동차주식회사 | 집합조직 제어를 통한 마그네슘 합금 판재의 상온 성형성증대 방법 |
| WO2009001516A1 (ja) * | 2007-06-28 | 2008-12-31 | Sumitomo Electric Industries, Ltd. | マグネシウム合金板材 |
| JP2009172657A (ja) * | 2008-01-25 | 2009-08-06 | National Institute Of Advanced Industrial & Technology | 高性能マグネシウム合金部材及びその製造方法 |
| WO2009147861A1 (ja) * | 2008-06-05 | 2009-12-10 | 独立行政法人産業技術総合研究所 | 易成形性マグネシウム合金板材及びその作製方法 |
| JP2010070821A (ja) * | 2008-09-19 | 2010-04-02 | Osaka Prefecture Univ | 室温成形性に優れたマグネシウム合金板およびマグネシウム合金板の処理方法 |
| JP2010202897A (ja) * | 2009-02-27 | 2010-09-16 | National Institute Of Advanced Industrial Science & Technology | 優れた冷間成形性を有するマグネシウム合金板材及びその製造方法 |
| JP2010236014A (ja) * | 2009-03-31 | 2010-10-21 | National Institute Of Advanced Industrial Science & Technology | 加工熱処理方法及びマグネシウム合金板 |
| JP2011184726A (ja) * | 2010-03-05 | 2011-09-22 | National Institute Of Advanced Industrial Science & Technology | アルミニウム合金並みの常温成形性を発揮する汎用マグネシウム合金板材及びその製造方法 |
| JP2012201928A (ja) * | 2011-03-25 | 2012-10-22 | Nippon Kinzoku Co Ltd | 冷間加工性に優れるマグネシウム合金板材およびその製造方法 |
| JP2014213379A (ja) * | 2013-04-30 | 2014-11-17 | 権田金属工業株式会社 | マグネシウム合金製造装置及びその装置に用いられるマグネシウム合金製造方法 |
| KR20150021518A (ko) | 2012-06-13 | 2015-03-02 | 스미토모덴키고교가부시키가이샤 | 마그네슘 합금판 및 마그네슘 합금 부재 |
| JP2015134378A (ja) * | 2010-03-18 | 2015-07-27 | ガンヌン−ウォンジュ ナショナル ユニバーシティ インダストリー アカデミー コーポレイション グループ | 非対称圧延装置、非対称圧延方法及びそれを用いて製造された圧延材 |
| KR20190036725A (ko) * | 2017-09-28 | 2019-04-05 | 한국기계연구원 | 전연신율이 향상된 마그네슘 합금 판재의 제조 방법 |
| CN109881130A (zh) * | 2019-01-28 | 2019-06-14 | 沈阳理工大学 | 镁合金板材滚弯—轧制复合形变方法及所使用的滚弯辊 |
| CN112048687A (zh) * | 2020-09-15 | 2020-12-08 | 贵州大学 | 一种具有多尺度微观组织的超细晶镁合金制备方法 |
| WO2021215241A1 (ja) | 2020-04-21 | 2021-10-28 | 国立研究開発法人産業技術総合研究所 | マグネシウム合金、マグネシウム合金板、マグネシウム合金棒およびこれらの製造方法、マグネシウム合金部材 |
| CN113825850A (zh) * | 2020-04-21 | 2021-12-21 | 住友电气工业株式会社 | 镁合金板材、压制成形体以及镁合金板材的制造方法 |
| CN115090708A (zh) * | 2022-06-30 | 2022-09-23 | 重庆科技学院 | 一种镁合金板材及在线复合变形制备镁合金板材的方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5660374B2 (ja) | 2009-11-24 | 2015-01-28 | 住友電気工業株式会社 | マグネシウム合金板の製造方法及びマグネシウム合金コイル材 |
-
2004
- 2004-04-09 JP JP2004115719A patent/JP3988888B2/ja not_active Expired - Lifetime
Cited By (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100783918B1 (ko) * | 2006-05-04 | 2007-12-10 | 현대자동차주식회사 | 집합조직 제어를 통한 마그네슘 합금 판재의 상온 성형성증대 방법 |
| KR101318460B1 (ko) | 2007-06-28 | 2013-10-16 | 스미토모덴키고교가부시키가이샤 | 마그네슘 합금 판재, 마그네슘 합금 성형체 및 마그네슘 합금 판재의 제조 방법 |
| EP3330393A1 (en) | 2007-06-28 | 2018-06-06 | Sumitomo Electric Industries, Ltd. | Magnesium alloy sheet |
| US9499887B2 (en) | 2007-06-28 | 2016-11-22 | Sumitomo Electric Industries, Ltd. | Magnesium alloy sheet |
| JPWO2009001516A1 (ja) * | 2007-06-28 | 2010-08-26 | 住友電気工業株式会社 | マグネシウム合金板材 |
| JP2014080690A (ja) * | 2007-06-28 | 2014-05-08 | Sumitomo Electric Ind Ltd | マグネシウム合金板材、マグネシウム合金成形体、及びマグネシウム合金板材の製造方法 |
| US8828158B2 (en) | 2007-06-28 | 2014-09-09 | Sumitomo Electric Industries, Ltd. | Magnesium alloy sheet |
| WO2009001516A1 (ja) * | 2007-06-28 | 2008-12-31 | Sumitomo Electric Industries, Ltd. | マグネシウム合金板材 |
| EP3026137A1 (en) | 2007-06-28 | 2016-06-01 | Sumitomo Electric Industries, Ltd. | Magnesium alloy plate |
| AU2008268813B2 (en) * | 2007-06-28 | 2011-08-04 | Sumitomo Electric Industries, Ltd. | Magnesium alloy sheet |
| CN102191418A (zh) * | 2007-06-28 | 2011-09-21 | 住友电气工业株式会社 | 镁合金板、其制造方法和成形体 |
| TWI427157B (zh) * | 2007-06-28 | 2014-02-21 | Sumitomo Electric Industries | 鎂合金板材 |
| JP2011214155A (ja) * | 2007-06-28 | 2011-10-27 | Sumitomo Electric Ind Ltd | マグネシウム合金板材 |
| JP2011214156A (ja) * | 2007-06-28 | 2011-10-27 | Sumitomo Electric Ind Ltd | マグネシウム合金板材 |
| JP4873078B2 (ja) * | 2007-06-28 | 2012-02-08 | 住友電気工業株式会社 | マグネシウム合金板材 |
| JP2012041637A (ja) * | 2007-06-28 | 2012-03-01 | Sumitomo Electric Ind Ltd | マグネシウム合金板材 |
| RU2459000C2 (ru) * | 2007-06-28 | 2012-08-20 | Сумитомо Электрик Индастриз, Лтд. | Лист из магниевого сплава |
| JP2009172657A (ja) * | 2008-01-25 | 2009-08-06 | National Institute Of Advanced Industrial & Technology | 高性能マグネシウム合金部材及びその製造方法 |
| JP2010013725A (ja) * | 2008-06-05 | 2010-01-21 | National Institute Of Advanced Industrial & Technology | 易成形性マグネシウム合金板材及びその作製方法 |
| WO2009147861A1 (ja) * | 2008-06-05 | 2009-12-10 | 独立行政法人産業技術総合研究所 | 易成形性マグネシウム合金板材及びその作製方法 |
| JP2010070821A (ja) * | 2008-09-19 | 2010-04-02 | Osaka Prefecture Univ | 室温成形性に優れたマグネシウム合金板およびマグネシウム合金板の処理方法 |
| JP2010202897A (ja) * | 2009-02-27 | 2010-09-16 | National Institute Of Advanced Industrial Science & Technology | 優れた冷間成形性を有するマグネシウム合金板材及びその製造方法 |
| JP2010236014A (ja) * | 2009-03-31 | 2010-10-21 | National Institute Of Advanced Industrial Science & Technology | 加工熱処理方法及びマグネシウム合金板 |
| JP2011184726A (ja) * | 2010-03-05 | 2011-09-22 | National Institute Of Advanced Industrial Science & Technology | アルミニウム合金並みの常温成形性を発揮する汎用マグネシウム合金板材及びその製造方法 |
| US9421592B2 (en) | 2010-03-18 | 2016-08-23 | Gangneung-Wonju National University Industry Academy Cooperation Group | Asymmetric rolling device, asymmetric rolling method and rolled material manufactured using same |
| JP2015134378A (ja) * | 2010-03-18 | 2015-07-27 | ガンヌン−ウォンジュ ナショナル ユニバーシティ インダストリー アカデミー コーポレイション グループ | 非対称圧延装置、非対称圧延方法及びそれを用いて製造された圧延材 |
| JP2012201928A (ja) * | 2011-03-25 | 2012-10-22 | Nippon Kinzoku Co Ltd | 冷間加工性に優れるマグネシウム合金板材およびその製造方法 |
| KR20150021518A (ko) | 2012-06-13 | 2015-03-02 | 스미토모덴키고교가부시키가이샤 | 마그네슘 합금판 및 마그네슘 합금 부재 |
| JP2014213379A (ja) * | 2013-04-30 | 2014-11-17 | 権田金属工業株式会社 | マグネシウム合金製造装置及びその装置に用いられるマグネシウム合金製造方法 |
| KR102069361B1 (ko) * | 2017-09-28 | 2020-01-22 | 한국기계연구원 | 전연신율이 향상된 마그네슘 합금 판재의 제조 방법 |
| KR20190036725A (ko) * | 2017-09-28 | 2019-04-05 | 한국기계연구원 | 전연신율이 향상된 마그네슘 합금 판재의 제조 방법 |
| CN109881130A (zh) * | 2019-01-28 | 2019-06-14 | 沈阳理工大学 | 镁合金板材滚弯—轧制复合形变方法及所使用的滚弯辊 |
| WO2021215241A1 (ja) | 2020-04-21 | 2021-10-28 | 国立研究開発法人産業技術総合研究所 | マグネシウム合金、マグネシウム合金板、マグネシウム合金棒およびこれらの製造方法、マグネシウム合金部材 |
| CN113825850A (zh) * | 2020-04-21 | 2021-12-21 | 住友电气工业株式会社 | 镁合金板材、压制成形体以及镁合金板材的制造方法 |
| KR20220162137A (ko) | 2020-04-21 | 2022-12-07 | 고쿠리츠켄큐카이하츠호진 상교기쥬츠 소고켄큐쇼 | 마그네슘 합금, 마그네슘 합금판, 마그네슘 합금봉 및 이들의 제조 방법, 마그네슘 합금 부재 |
| CN112048687A (zh) * | 2020-09-15 | 2020-12-08 | 贵州大学 | 一种具有多尺度微观组织的超细晶镁合金制备方法 |
| CN115090708A (zh) * | 2022-06-30 | 2022-09-23 | 重庆科技学院 | 一种镁合金板材及在线复合变形制备镁合金板材的方法 |
| CN115090708B (zh) * | 2022-06-30 | 2024-07-02 | 重庆科技大学 | 一种镁合金板材及在线复合变形制备镁合金板材的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3988888B2 (ja) | 2007-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3988888B2 (ja) | 塑性加工性に優れたマグネシウム合金の板の製造方法 | |
| Pustovoytov et al. | Asymmetric (hot, warm, cold, cryo) rolling of light alloys: a review | |
| Utsunomiya et al. | Continuous grain refinement of aluminum strip by conshearing | |
| CN101688270B (zh) | 镁合金板 | |
| Hamad et al. | Continuous differential speed rolling for grain refinement of metals: processing, microstructure, and properties | |
| CN108472699B (zh) | 镁合金板材及其制造方法 | |
| CN102732759A (zh) | 成形加工用铝合金板及其制造方法 | |
| TW201111521A (en) | Magnesium alloy plate | |
| Lipińska et al. | The influence of an ECAP-based deformation process on the microstructure and properties of electrolytic tough pitch copper | |
| JP6213901B2 (ja) | マグネシウム合金板及びマグネシウム合金部材 | |
| KR20140118486A (ko) | 대칭 및 비대칭 압연을 이용한 마그네슘 합금시트의 제조방법 및 이를 이용하여 제조된 마그네슘 합금시트 | |
| JP2013011013A (ja) | プレス成形性と強度のバランス、及び耐食性に優れた純チタン板、並びにその製造方法 | |
| CN110129695A (zh) | 一种制备高性能镁合金板材的方法 | |
| Hendriok et al. | Die geometry influence on the texture and microstructure development during extrusion of AZ31 and ZK60 magnesium alloy chips | |
| Guo et al. | Microstructure, texture, and mechanical properties of continuously extruded and rolled AZ31 magnesium alloy sheets | |
| Kudo et al. | Effect of dimple patterning conditions of Periodical Straining Rolling on microstructures and mechanical properties of AZ31 sheets | |
| CN103415636B (zh) | 冲压成形性优异的钛板 | |
| JP2004027321A (ja) | マグネシウム合金成形材料とその製造方法及び製造装置 | |
| JP2010043335A (ja) | 金属板、マグネシウム合金板とその圧延製造方法および圧延製造装置 | |
| CN104060138B (zh) | 一种低成本高性能非稀土镁合金板材及其制备方法 | |
| JP2012025981A (ja) | マグネシウム合金コイル材 | |
| CN116043176A (zh) | 具有改善性质的无摩擦锻造铝合金溅射靶 | |
| RU2424861C1 (ru) | Способ изготовления холоднокатаной фольги для гибких печатных плат из меди и медных сплавов | |
| TWI796118B (zh) | 鈦合金板及鈦合金捲材暨鈦合金板之製造方法及鈦合金捲材之製造方法 | |
| Babu et al. | Effects of processing temperature and number of passes on the microstructure and mechanical properties of AA 6063 processed by cyclic expansion extrusion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070502 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070711 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100727 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3988888 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110727 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120727 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130727 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |