JP2005298670A - 絶縁接着フィルム、プリント配線板 - Google Patents
絶縁接着フィルム、プリント配線板 Download PDFInfo
- Publication number
- JP2005298670A JP2005298670A JP2004116548A JP2004116548A JP2005298670A JP 2005298670 A JP2005298670 A JP 2005298670A JP 2004116548 A JP2004116548 A JP 2004116548A JP 2004116548 A JP2004116548 A JP 2004116548A JP 2005298670 A JP2005298670 A JP 2005298670A
- Authority
- JP
- Japan
- Prior art keywords
- film
- insulating adhesive
- resin
- adhesive film
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Adhesive Tapes (AREA)
- Epoxy Resins (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【課題】 絶縁接着フィルム表面に無電解めっき皮膜を形成した場合、該フィルムの表面粗度が小さくとも充分な接着強度を有することを特徴とする絶縁接着フィルム、及び該フィルムを用いたプリント配線板を提供することである。
【解決手段】 (A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする絶縁接着フィルムにより上記課題を解決する。
【選択図】 なし
【解決手段】 (A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする絶縁接着フィルムにより上記課題を解決する。
【選択図】 なし
Description
本発明は、フレキシブルプリント配線板やビルドアップ配線板等のプリント配線板に用いられる絶縁接着フィルム、及び該フィルムを用いてなるプリント配線板に関するものであり、該フィルムを用いて形成された絶縁層の表面粗度が小さい場合でも、無電解めっき皮膜との充分な接着強度が得られることを特徴とする絶縁接着フィルム、及び該フィルムを用いてなるプリント配線板に関する。
表面に配線を形成したプリント配線板が、電子部品や半導体素子等を実装するために広く用いられ、近年の電子機器の小型化、高機能化の要求に伴い、その様なプリント配線板には、配線の高密度化や薄型化が強く望まれている。特にライン/スペースの間隔が25μm/25μm以下であるような微細配線形成方法の確立はプリント配線板分野の重要な課題である。
微細配線形成のために、絶縁層には、微細配線との接着性が高いこと、表面粗度が微細配線形成に悪影響を与えない程度小さいことが求められる。
プリント配線板の場合には、配線板の両面を導通させるビアホールの形成が不可欠である。そのため、その様なプリント配線板は通常、レーザーによるビアホール形成工程、デスミア工程、触媒付与工程、無電解めっき銅を施す工程、等を経て配線形成がおこなわれる。さらに、通常、微細配線形成はレジスト膜を形成する工程、無電解めっき膜が露出している部分への電解銅めっき工程、レジスト被膜の除去工程、余分な無電解銅めっき皮膜のエッチング工程から成る、いわゆるセミアディティブ法により製造される。したがって、微細配線と絶縁層間の接着性はこれらのプロセスに耐えるものである必要がある。
また、微細配線形成の場合、絶縁層表面の凹凸を極力小さくしないと、配線形状や配線幅、配線厚みなどを設計通りに良好に形成することができない。
よって、微細配線形成のために最も好ましい絶縁層は、表面の凹凸が極めて小さく、且つ微細配線との接着性が十分高い絶縁層である。
しかし、通常プリント配線板においては、絶縁層と配線との間の接着はアンカー効果と呼ばれる表面の凹凸によって達成されているため、形成する表面凹凸を小さくし、若しくは特に凹凸を形成せずに配線との充分な接着力を得ることは困難であった。
例えば、特許文献1には、エポキシ樹脂、酸化剤の水溶液に可溶または分解される粗化成分、塩基性含窒素化合物とポリリン酸の塩、硬化剤を必須成分としてなる樹脂組成物が記載されており、この組成物をフィルム状にし、表面に凹凸を形成して無電解銅めっき、電解銅めっきを施した積層板が開示されている。しかし、特許文献1に記載されているフィルムは、表面粗度が比較的粗い場合には充分な接着力が得られるものの、表面粗度を小さくする、若しくは粗化を行わない場合には充分な接着力が得られていない。よって、微細配線形成には限界がある。また、特許文献1には、酸無水物を併用することは開示されていない。
また、特許文献2には、フィルム表面にチタン原子を存在させ、該フィルムに、蒸着、スパッタなどの物理的方法で導体層を形成する方法が開示されいる。特許文献2の方法は、ポリイミドフィルムに特定の処理を施すものであり、エポキシ樹脂と酸無水物を用いる記載がない。また、無電解めっきをフィルム上に直接形成させた場合の接着強度については記載がない。
微細配線形成のために、絶縁層には、微細配線との接着性が高いこと、表面粗度が微細配線形成に悪影響を与えない程度小さいことが求められる。
プリント配線板の場合には、配線板の両面を導通させるビアホールの形成が不可欠である。そのため、その様なプリント配線板は通常、レーザーによるビアホール形成工程、デスミア工程、触媒付与工程、無電解めっき銅を施す工程、等を経て配線形成がおこなわれる。さらに、通常、微細配線形成はレジスト膜を形成する工程、無電解めっき膜が露出している部分への電解銅めっき工程、レジスト被膜の除去工程、余分な無電解銅めっき皮膜のエッチング工程から成る、いわゆるセミアディティブ法により製造される。したがって、微細配線と絶縁層間の接着性はこれらのプロセスに耐えるものである必要がある。
また、微細配線形成の場合、絶縁層表面の凹凸を極力小さくしないと、配線形状や配線幅、配線厚みなどを設計通りに良好に形成することができない。
よって、微細配線形成のために最も好ましい絶縁層は、表面の凹凸が極めて小さく、且つ微細配線との接着性が十分高い絶縁層である。
しかし、通常プリント配線板においては、絶縁層と配線との間の接着はアンカー効果と呼ばれる表面の凹凸によって達成されているため、形成する表面凹凸を小さくし、若しくは特に凹凸を形成せずに配線との充分な接着力を得ることは困難であった。
例えば、特許文献1には、エポキシ樹脂、酸化剤の水溶液に可溶または分解される粗化成分、塩基性含窒素化合物とポリリン酸の塩、硬化剤を必須成分としてなる樹脂組成物が記載されており、この組成物をフィルム状にし、表面に凹凸を形成して無電解銅めっき、電解銅めっきを施した積層板が開示されている。しかし、特許文献1に記載されているフィルムは、表面粗度が比較的粗い場合には充分な接着力が得られるものの、表面粗度を小さくする、若しくは粗化を行わない場合には充分な接着力が得られていない。よって、微細配線形成には限界がある。また、特許文献1には、酸無水物を併用することは開示されていない。
また、特許文献2には、フィルム表面にチタン原子を存在させ、該フィルムに、蒸着、スパッタなどの物理的方法で導体層を形成する方法が開示されいる。特許文献2の方法は、ポリイミドフィルムに特定の処理を施すものであり、エポキシ樹脂と酸無水物を用いる記載がない。また、無電解めっきをフィルム上に直接形成させた場合の接着強度については記載がない。
以上のように、形成する表面凹凸を小さくし、若しくは特に表面に凹凸を形成せずに、且つ煩雑な方法をとらないでも、配線との充分な接着力が得られ、しかも高温・高湿の環境においても接着力を維持することができるプリント配線板用の絶縁接着フィルムは未だ見出されていない。
特開2000−198907
特開平11−71474
従って本発明の解決しようとする課題は、絶縁接着フィルムを用いて形成された絶縁層に無電解めっき皮膜を形成した場合、該絶縁層の表面粗度が小さくとも充分な接着強度を有することを特徴とする絶縁接着フィルム、該フィルムを用いたプリント配線板を提供することである。
かかる課題を解決するために本発明者らは鋭意研究の結果、(A)エポキシ樹脂成分、(B)酸無水物成分を必須成分とした絶縁接着フィルムを用いることにより上記課題を解決できることを見出し、本発明に至った。すなわち、本発明は、以下の新規な絶縁接着フィルム、樹脂溶液、プリント配線板により上記課題を解決しうる。
1)(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする絶縁接着フィルム。
2)上記絶縁接着フィルムは、さらに(C)熱可塑性樹脂成分を含有することを特徴とする請求項1に記載の絶縁接着フィルム。
3)上記(C)熱可塑性樹脂成分が、ポリスルホン樹脂、ポリエーテルスルホン樹脂、熱可塑性ポリイミド樹脂、ポリフェニレンエーテル樹脂、ポリオレフィン樹脂、ポリカーボネート、メタクリル樹脂、ポリエステル樹脂、スチレン、ビニルトルエンなどのビニル系モノマーの重合体及び共重合体、から選ばれた少なくとも一種であることを特徴とする2)に記載の絶縁接着フィルム。
4)上記絶縁接着フィルムは、支持体上に形成されてなることを特徴とする1)〜3)のいずれか1項に記載の絶縁接着フィルム。
5)(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であり、(A)エポキシ樹脂成分に含まれるエポキシ基のモル数に対する、(B)酸無水物成分に含まれる酸無水物基のモル数で表されるモル混合比(C)/(B)が0.4以上1.5以下の範囲内であるとともに、該フィルムは、無電解めっきにより金属層を形成して用いられる絶縁接着フィルム。
6)(A)エポキシ樹脂成分、(B)酸無水物成分、(D)有機溶媒を必須成分として含有する樹脂溶液であって、該接着溶液は、フィルム状に成型され、該フィルム上に無電解めっきにより金属層を形成して用いられる、絶縁接着フィルム用樹脂溶液。
7)1)〜5)のいずれか1項に記載の絶縁接着フィルムを有していることを特徴とするプリント配線板。
1)(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする絶縁接着フィルム。
2)上記絶縁接着フィルムは、さらに(C)熱可塑性樹脂成分を含有することを特徴とする請求項1に記載の絶縁接着フィルム。
3)上記(C)熱可塑性樹脂成分が、ポリスルホン樹脂、ポリエーテルスルホン樹脂、熱可塑性ポリイミド樹脂、ポリフェニレンエーテル樹脂、ポリオレフィン樹脂、ポリカーボネート、メタクリル樹脂、ポリエステル樹脂、スチレン、ビニルトルエンなどのビニル系モノマーの重合体及び共重合体、から選ばれた少なくとも一種であることを特徴とする2)に記載の絶縁接着フィルム。
4)上記絶縁接着フィルムは、支持体上に形成されてなることを特徴とする1)〜3)のいずれか1項に記載の絶縁接着フィルム。
5)(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であり、(A)エポキシ樹脂成分に含まれるエポキシ基のモル数に対する、(B)酸無水物成分に含まれる酸無水物基のモル数で表されるモル混合比(C)/(B)が0.4以上1.5以下の範囲内であるとともに、該フィルムは、無電解めっきにより金属層を形成して用いられる絶縁接着フィルム。
6)(A)エポキシ樹脂成分、(B)酸無水物成分、(D)有機溶媒を必須成分として含有する樹脂溶液であって、該接着溶液は、フィルム状に成型され、該フィルム上に無電解めっきにより金属層を形成して用いられる、絶縁接着フィルム用樹脂溶液。
7)1)〜5)のいずれか1項に記載の絶縁接着フィルムを有していることを特徴とするプリント配線板。
本発明に係る絶縁接着フィルム、該フィルムを用いたプリント配線板は、該フィルムを用いて形成した絶縁層表面に無電解めっき皮膜を形成した場合、該絶縁層の表面粗度が小さくとも充分な接着強度を有するため、微細配線パターンを良好に形成でき、工業的に極めて利用価値が高いという利点を有する。
本発明の絶縁接着フィルムは、(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムである。本発明者らは、(A)エポキシ樹脂成分の硬化剤として、特に、酸無水物成分を配合した樹脂組成物を用いてフィルムは、その表面凹凸を少なくしても、該フィルム上に、無電解めっきを形成した場合の接着強度の高いフィルムとすることができ、特に微細な配線が形成されるプリント配線板の絶縁層として、好適に用いることができることを見出した。以下、本発明の絶縁接着フィルム、及び該フィルムを用いたプリント配線板について具体的に説明する。
<(A)エポキシ樹脂成分>
本発明の絶縁接着フィルムを構成するエポキシ樹脂成分としては特に限定はないが、耐熱性、無電解めっき皮膜との接着性の観点から、ビスフェノール型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、アルキルフェノールノボラック系エポキシ樹脂、ポリフェノール型エポキシ樹脂、ポリグリコール型エポキシ樹脂、環状脂肪族エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ナフタレン型エポキシ樹脂、ウレタン変性エポキシ樹脂、ゴム変性エポキシ樹脂、エポキシ変性ポリシロキサン、及びこれらのハロゲン化エポキシ樹脂から選ばれた1種または2種以上のエポキシ樹脂を含有することが好ましい。
本発明の絶縁接着フィルムを構成するエポキシ樹脂成分としては特に限定はないが、耐熱性、無電解めっき皮膜との接着性の観点から、ビスフェノール型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、アルキルフェノールノボラック系エポキシ樹脂、ポリフェノール型エポキシ樹脂、ポリグリコール型エポキシ樹脂、環状脂肪族エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ナフタレン型エポキシ樹脂、ウレタン変性エポキシ樹脂、ゴム変性エポキシ樹脂、エポキシ変性ポリシロキサン、及びこれらのハロゲン化エポキシ樹脂から選ばれた1種または2種以上のエポキシ樹脂を含有することが好ましい。
さらに(A)エポキシ樹脂成分は、エポキシ当量が70〜700の範囲となっていることが好ましい。エポキシ当量が700を超えると、硬化反応で生成する官能基が少なく、無電解めっき皮膜との接着性が損なわれる傾向にある。また、70より少ないと、樹脂組成物の吸水率が高くなり、無電解めっき皮膜との接着性が損なわれる傾向にある。ここで、エポキシ当量とは、エポキシ基1molを含むエポキシ樹脂の重量(g数)を意味し、一般にg/eqなる単位で表現される。
<(B)酸無水物成分>
酸無水物成分としては特に限定はなく、使用する酸無水物の酸無水物当量にも特に制限はない。ここで、酸無水物当量とは、酸無水物基1molを含む酸無水物の重量(g数)を意味し、一般にg/eqなる単位で表現される。
酸無水物成分としては特に限定はなく、使用する酸無水物の酸無水物当量にも特に制限はない。ここで、酸無水物当量とは、酸無水物基1molを含む酸無水物の重量(g数)を意味し、一般にg/eqなる単位で表現される。
以上のように、本発明の酸無水物成分としては特に限定はないが、無電解めっき皮膜との接着性の観点から、無水フタル酸、メチルテトラヒドロ無水フタル酸、メチルエンドメチレンテトラヒドロ無水フタル酸、メチルブテニルテトラヒドロ無水フタル酸、ヘキサヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸、無水イタコン酸、無水コハク酸、無水シトラコン酸、無水アルケニル酸、無水ドデセニルコハク酸、無水トリカルバリル酸、無水マレイン酸、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、2,2’,3,3’−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、オキシジフタル酸二無水物、4,4’−(4,4’−イソプロピリデンジフェノキシ)ビス(無水フタル酸)から選ばれた1種または2種以上の酸無水物を含有することが好ましい。上記の中でも、無電解めっき皮膜との接着性や入手しやすい点から、無水フタル酸、メチルテトラヒドロフタル酸、メチルヘキサヒドロ無水フタル酸の中から選ばれる酸無水物を含有することが特に好ましい。
(B)酸無水物成分は、(A)エポキシ樹脂成分の硬化剤として配合する。(A)エポキシ樹脂成分と(B)酸無水物成分とが反応した際、水酸基やエステル基等の極性基を生成するが、これら極性基と無電解めっき皮膜との化学的相互作用により、表面粗度が小さい場合においても高い接着強度を示すと考えられる。
<(C)熱可塑性樹脂成分>
本発明の絶縁接着フィルムには、上記(A)、(B)成分の他に、(C)熱可塑性樹脂成分を含有させることもできる。これにより、可とう性、耐熱性、接着性などのバランスのとれた樹脂組成物とすることができる。本発明の熱可塑性樹脂は可溶性であることが必須である。可溶性ポリイミド樹脂の「可溶性」とは、ジオキソラン、ジオキサン、テトラヒドロフラン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドン、等から選択される少なくとも1種の溶媒に、室温〜100℃の温度範囲において1重量%以上溶解することをいう。
本発明の絶縁接着フィルムには、上記(A)、(B)成分の他に、(C)熱可塑性樹脂成分を含有させることもできる。これにより、可とう性、耐熱性、接着性などのバランスのとれた樹脂組成物とすることができる。本発明の熱可塑性樹脂は可溶性であることが必須である。可溶性ポリイミド樹脂の「可溶性」とは、ジオキソラン、ジオキサン、テトラヒドロフラン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドン、等から選択される少なくとも1種の溶媒に、室温〜100℃の温度範囲において1重量%以上溶解することをいう。
上記要件を満たせば、本発明で用いられる熱可塑性樹脂成分としては特に限定はないが、得られる樹脂組成物の耐熱性、強靭性、無電解めっき皮膜との接着性の観点から、ポリスルホン樹脂、ポリエーテルスルホン樹脂、熱可塑性ポリイミド樹脂、ポリフェニレンエーテル樹脂、環状オレフィン共重合体などのポリオレフィン樹脂、ポリカーボネート、メタクリル樹脂、ポリエステル樹脂、スチレン、ビニルトルエンなどのビニル系モノマーの重合体及び共重合体、から選ばれた少なくとも一種であることが好ましい。
<その他の成分>
上記した(A)エポキシ樹脂成分、(B)酸無水物成分、(C)熱可塑性樹脂成分、の他にも、耐熱性、加工性等の諸特性を改善させるために、シアン酸エステル樹脂、ビスマレイミド樹脂、ビスアリルナジイミド樹脂、フェノール樹脂、アクリル樹脂、メタクリル樹脂、ヒドロシリル硬化樹脂、アリル硬化樹脂、不飽和ポリエステル樹脂等の熱硬化性樹脂や高分子鎖の側鎖または末端にアリル基、ビニル基、アルコキシシリル基、ヒドロシリル基等の反応性基を有する側鎖反応性基型熱硬化性高分子を単独または適宜組み合わせて混合することが可能である。
上記した(A)エポキシ樹脂成分、(B)酸無水物成分、(C)熱可塑性樹脂成分、の他にも、耐熱性、加工性等の諸特性を改善させるために、シアン酸エステル樹脂、ビスマレイミド樹脂、ビスアリルナジイミド樹脂、フェノール樹脂、アクリル樹脂、メタクリル樹脂、ヒドロシリル硬化樹脂、アリル硬化樹脂、不飽和ポリエステル樹脂等の熱硬化性樹脂や高分子鎖の側鎖または末端にアリル基、ビニル基、アルコキシシリル基、ヒドロシリル基等の反応性基を有する側鎖反応性基型熱硬化性高分子を単独または適宜組み合わせて混合することが可能である。
また、硬化促進剤として、イミダゾール化合物類、ジヒドラジン化合物類、ジシアンジアミド、ユリア樹脂類、メラミン樹脂類、ポリメルカプタン化合物類、イソシアネート化合物類等を単独または適宜組み合わせて混合することが可能である。上記硬化促進剤は、エポキシ樹脂成分100重量部に対して、0.01重量部以上10重量部以下の範囲内で用いることが好ましい。
<樹脂組成物>
本発明の絶縁接着フィルムに用いられる樹脂組成物は、(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有することであることを特徴とする。(A)エポキシ樹脂成分と(B)酸無水物成分との配合比率に特に制限はないが、(A)エポキシ樹脂成分に含まれるエポキシ基のモル数に対する、(B)酸無水物成分に含まれる酸無水物基のモル数で表されるモル混合比(a)/(b)が0.4以上1.5以下の範囲内であるように配合することが好ましい。
本発明の絶縁接着フィルムに用いられる樹脂組成物は、(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有することであることを特徴とする。(A)エポキシ樹脂成分と(B)酸無水物成分との配合比率に特に制限はないが、(A)エポキシ樹脂成分に含まれるエポキシ基のモル数に対する、(B)酸無水物成分に含まれる酸無水物基のモル数で表されるモル混合比(a)/(b)が0.4以上1.5以下の範囲内であるように配合することが好ましい。
なお、エポキシ基のモル数は、配合したエポキシ樹脂量e(g)、該エポキシ樹脂のエポキシ当量f(g/eq)とすると、配合したエポキシ樹脂に含まれるエポキシ基のモル数(a)(mol)は、下式(1)により求められる。
(a)=e/f ・・・ (1)
また、酸無水物のモル数は、配合した酸無水物量h(g)、該酸無水物の酸無水物当量i(g/eq)とすると、配合した酸無水物に含まれる酸無水物基のモル数(b)(mol)は、下式(2)により求められる。
(b)=h/i (2)
モル混合比(b)/(a)が0.4よりも小さい場合、硬化が不十分となり、無電解めっき皮膜との接着性を損なう恐れがあり、1.5よりも大きい場合、未反応の酸無水物が残存することにより、誘電特性等を損なう恐れがある。
(a)=e/f ・・・ (1)
また、酸無水物のモル数は、配合した酸無水物量h(g)、該酸無水物の酸無水物当量i(g/eq)とすると、配合した酸無水物に含まれる酸無水物基のモル数(b)(mol)は、下式(2)により求められる。
(b)=h/i (2)
モル混合比(b)/(a)が0.4よりも小さい場合、硬化が不十分となり、無電解めっき皮膜との接着性を損なう恐れがあり、1.5よりも大きい場合、未反応の酸無水物が残存することにより、誘電特性等を損なう恐れがある。
酸無水物の好ましい配合量は、エポキシ樹脂成分100重量部に対して、10重量部〜800重量部の範囲にあることが好ましい。10重量部よりも少ないと硬化反応が不十分になる可能性があり、800重量部よりも多いと未反応の酸無水物が残存し、耐熱性に悪影響を与える恐れがある。
さらに、(C)熱可塑性樹脂成分を配合する場合、配合比率に特に制限はないが、(A)エポキシ樹脂成分100重量部に対して、(C)熱可塑性樹脂成分は10重量部以上1000重量部以下の範囲内であることが好ましく、30重量部以上900重量部以下の範囲内であることがさらに好ましい。上記(C)熱可塑性樹脂成分が30重量部未満の場合は、得られる絶縁接着フィルムのハンドリング性が悪くなる傾向にある。また、(C)熱可塑性樹脂成分が900重量部よりも多い場合は、無電解めっき皮膜との接着性が低下する傾向にある。
さらには、上記したように、その他の成分として熱硬化性樹脂や硬化促進剤を配合することも可能である。
上記の組成からなる樹脂組成物は、例えば、適当な溶媒に添加して攪拌することによって樹脂溶液として使用することができる。あるいは、該樹脂溶液は、上記樹脂組成物の各成分を適当な溶媒に溶解してなる各成分ごとの溶液を混合することによっても得ることができる。
樹脂溶液に用いることができる溶媒としては、樹脂組成物又は該樹脂組成物の各成分を溶解し得る溶媒であれば特に限定されないが、絶縁接着フィルムを作製する際の発泡の観点から、テトラヒドロフラン、ジオキソラン、ジオキサン等の環状エーテル、エチレングリコールジメチルエーテル、トリグライム、ジエチレングリコール、エチルセロソルブ、メチルセロソルブ等の鎖状エーテル等のエーテル類、メチルエチルケトン、トルエン、キシレン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン、環状シロキサン、鎖状シロキサン等から選ばれるうちの1種若しくは2種以上を好ましく用いることができる。
<絶縁接着フィルム>
本発明の絶縁接着フィルムは、(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする。
本発明の絶縁接着フィルムは、(A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする。
カットオフ値0.002mmで測定したフィルム表面の算術平均粗さRaが0.35μm未満と表面粗度が小さいことから、微細配線形成を施すことが可能であり、また、その際に4N/cm以上と十分な接着強度を有することから、形成した微細配線が剥離等により欠損することを防ぐ。よって、本発明の絶縁接着フィルムは、良好な微細配線形成性を有する。上記フィルムは、(A)エポキシ樹脂成分と(B)酸無水物成分との硬化反応で水酸基やエステル基等の極性基を生成するが、この極性基と無電解銅めっき皮膜との化学的相互作用により、表面粗度が小さい場合においても高い接着強度を示す、すなわち、良好な微細配線形成性を有すると考えられる。
ここで、算術平均粗さRaとは、JIS B 0601(平成6年2月1日改正版)に定義されている。特に本発明の算術平均粗さRaの数値は、光干渉式の表面構造解析装置で表面を観察により求められた数値を示す。本発明のカットオフ値とは、上記JIS B 0601に記載されているが、断面曲線(実測データ)から粗さ曲線を得る際に設定する波長を示す。即ち、カットオフ値が0.002mmで測定した値Raとは、実測データから0.002mmよりも長い波長を有する凹凸を除去した粗さ曲線から算出された算術平均粗さである。従って、0.002mmよりも短い波長を有する凹凸が存在しない場合は、カットオフ値が0.002mmで測定した算術平均粗さRaは、0μmとなる。
本発明の絶縁接着フィルムは、例えば、樹脂組成物を溶解して得た樹脂溶液を支持体上に流延又は塗布し、該流延又は塗布した樹脂溶液を乾燥させることにより得られる。このとき、絶縁接着フィルムは半硬化状態にある。従って、半硬化状態のフィルムを支持体から剥離すれば、単層の絶縁接着フィルムを得ることができる。ここで、半硬化状態とは、表面は乾燥しているが、硬化反応が100%進行していないため、熱流動性及び金属や高分子フィルムなどに対する接着性を維持している状態である。
また、本発明の絶縁接着フィルムは、カットオフ値0.002mmで測定したフィルム表面の算術平均粗さRaが0.35μm未満であるが、支持体上に形成した該フィルムの支持体と反対の面に無電解めっきを行う場合は、特に該面を荒らす工程を施さなければ、公知の方法で樹脂溶液を支持体上に流延又は塗布することにより、カットオフ値0.002mmで測定したフィルム表面の算術平均粗さRaが0.35μm未満の表面が得られる。
一方、支持体上に形成した該フィルムの支持体に接している面に無電解めっきを行う場合は、カットオフ値0.002mmで測定した支持体の算術平均粗さRaが0.35μm未満であることが好ましい。カットオフ値0.002mmで測定した支持体の算術平均粗さRaが0.35μm以上である場合は、得られる絶縁接着フィルムの支持体と接している面の表面は、カットオフ値0.002mmで測定した算術平均粗さRaが0.35μm以上になる場合がある。
本発明の絶縁接着フィルムは、酸無水物を硬化剤として使用しているが、酸無水物は比較的高温の場合にしかエポキシ樹脂との硬化反応を起こさないため、半硬化状態のフィルムを作製しやすい、また半硬化状態のフィルムの貯蔵安定性が良いという利点を有する。
支持体としては特に制限はなく、ポリエチレンテレフタレート、ポリエチレンナフタレートなどの樹脂フィルムや銅箔等の金属箔を挙げることができる。ただし、支持体付きのまま該接着フィルムを内層配線板に積層する際は、支持体と接する該フィルム表面上に微細配線形成を行うこととなるため、、算術平均粗さのカットオフ値0.002mmで測定した該フィルム表面のRaが、0.35μm未満となるような支持体を用いることが好ましい。
<プリント配線板>
上記絶縁接着フィルムを使用したプリント配線板について説明する。表面凹凸の少ないフィルムの接着性を向上させるには、蒸着やスパッタにより形成される層を存在させることも有効であるが、本発明によれば、直接に無電解めっきを形成しても、充分な接着強度が得られるので、これを用いてプリント配線板を製造する場合、工程を簡略化することが可能となり、微細配線形成が可能である。また、無電解めっきを施す工程を含むセミアディティブ工法を適用可能である。もちろん、プリント配線板の製造工程において、蒸着やスパッタにより形成される層を除外するものではない。
上記絶縁接着フィルムを使用したプリント配線板について説明する。表面凹凸の少ないフィルムの接着性を向上させるには、蒸着やスパッタにより形成される層を存在させることも有効であるが、本発明によれば、直接に無電解めっきを形成しても、充分な接着強度が得られるので、これを用いてプリント配線板を製造する場合、工程を簡略化することが可能となり、微細配線形成が可能である。また、無電解めっきを施す工程を含むセミアディティブ工法を適用可能である。もちろん、プリント配線板の製造工程において、蒸着やスパッタにより形成される層を除外するものではない。
以下に、本発明にかかるプリント配線板の製造方法の一例を示す。
(1)内層配線板の配線面に絶縁層を形成する。
本発明の絶縁接着フィルムと内層配線板の配線面とが対向するように、加熱および/または加圧を伴った油圧プレス、真空プレス、真空ラミネート等の方法で積層することにより、絶縁層を形成することができる。内層配線の埋め込み性の観点から、真空プレス、真空ラミネートが好ましく使用される。最高積層温度は300℃以下、好ましくは250℃以下、更に好ましくは200℃以下である。また、積層時間は10秒〜3時間程度、好ましくは30秒〜2時間である。真空プレス、真空ラミネートの場合、チャンバー内圧力は10kPa以下、更に好ましくは1kPa以下である。積層する際の圧力は、好ましくは0.5MPa以上、更に好ましくは0.7MPa以上である。また、支持体を剥離して使用する場合、絶縁接着フィルム上には合紙を積層することが好ましい。合紙には特に制限はなく、ポリエチレンテレフタレート、ポリエチレンナフタレート、フッ素樹脂等の樹脂フィルムや銅箔等の金属箔を挙げることができるが、微細配線形成を可能とするため、カットオフ値0.002mmで測定した絶縁層表面の算術平均粗さRaが、0.35μm未満となるような合紙を用いることが好ましい。また、積層した後、熱風オーブン等の硬化炉に投入することも可能であり、特に積層時間を短くした場合、好ましくは20分以下にした場合、生産性向上の観点より好ましい。
(1)内層配線板の配線面に絶縁層を形成する。
本発明の絶縁接着フィルムと内層配線板の配線面とが対向するように、加熱および/または加圧を伴った油圧プレス、真空プレス、真空ラミネート等の方法で積層することにより、絶縁層を形成することができる。内層配線の埋め込み性の観点から、真空プレス、真空ラミネートが好ましく使用される。最高積層温度は300℃以下、好ましくは250℃以下、更に好ましくは200℃以下である。また、積層時間は10秒〜3時間程度、好ましくは30秒〜2時間である。真空プレス、真空ラミネートの場合、チャンバー内圧力は10kPa以下、更に好ましくは1kPa以下である。積層する際の圧力は、好ましくは0.5MPa以上、更に好ましくは0.7MPa以上である。また、支持体を剥離して使用する場合、絶縁接着フィルム上には合紙を積層することが好ましい。合紙には特に制限はなく、ポリエチレンテレフタレート、ポリエチレンナフタレート、フッ素樹脂等の樹脂フィルムや銅箔等の金属箔を挙げることができるが、微細配線形成を可能とするため、カットオフ値0.002mmで測定した絶縁層表面の算術平均粗さRaが、0.35μm未満となるような合紙を用いることが好ましい。また、積層した後、熱風オーブン等の硬化炉に投入することも可能であり、特に積層時間を短くした場合、好ましくは20分以下にした場合、生産性向上の観点より好ましい。
(2)レーザー等のヴィア穴あけ加工を施す。
穴あけ加工方法としては公知のドリルマシン、ドライプラズマ装置、炭酸ガスレーザー、UVレーザー、エキシマレーザー等を用いることができるが、UV−YAGレーザー、エキシマレーザーが小径のヴィアを形成しやすい、良好な形状のヴィアを形成しやすいという点から好ましい。ヴィア径は、50μm以下であることが好ましく、特に好ましくは30μm以下である。言うまでも無くドリルマシンによる貫通スルーホールを形成した後、無電解めっきによるパネルめっきを行っても良い。また、穴あけ加工の後、過マンガン酸塩を用いるウェットプロセスやプラズマ等のドライデスミアなどの公知の技術でデスミアすることも可能である。
穴あけ加工方法としては公知のドリルマシン、ドライプラズマ装置、炭酸ガスレーザー、UVレーザー、エキシマレーザー等を用いることができるが、UV−YAGレーザー、エキシマレーザーが小径のヴィアを形成しやすい、良好な形状のヴィアを形成しやすいという点から好ましい。ヴィア径は、50μm以下であることが好ましく、特に好ましくは30μm以下である。言うまでも無くドリルマシンによる貫通スルーホールを形成した後、無電解めっきによるパネルめっきを行っても良い。また、穴あけ加工の後、過マンガン酸塩を用いるウェットプロセスやプラズマ等のドライデスミアなどの公知の技術でデスミアすることも可能である。
(3)無電解めっきを施す。
無電解めっきは、パラジウム触媒を用いる化学めっきあるいはパラジウム、カーボン等を用いるダイレクトプレーティングを用いることができる。無電解めっきの種類としては無電解銅めっき、無電解ニッケルめっき、無電解金めっき、無電解銀めっき、無電解錫めっき、等を挙げる事ができ本発明に使用可能であるが、工業的観点、耐マイグレーション性等の電気特性の観点より、無電解銅めっき、無電解ニッケルめっきが好ましく、特に好ましくは無電解銅めっきである。また、本発明のプリント配線板の製造方法における無電解めっきの厚みは、レーザードリリング等の方法により形成されたビアの内面および/または貫通スルーホールの内面にめっき皮膜を形成し、給電電極となる必要がある。したがって、その厚さは100nm〜1000nmであることが好ましく、更には200nm〜800nmであることが好ましい。100nmより薄いと給電電極とした際の面内の電気めっきの厚みばらつきとなり、逆に1000nm以上の場合、エッチング工程で余分にエッチングを行う必要があり、配線設計値よりも配線厚みが薄くなったり、配線幅が狭くなったりする。さらに、アンダーカット等が発生し、配線形状が劣化するという問題が生じる場合がある。
無電解めっきは、パラジウム触媒を用いる化学めっきあるいはパラジウム、カーボン等を用いるダイレクトプレーティングを用いることができる。無電解めっきの種類としては無電解銅めっき、無電解ニッケルめっき、無電解金めっき、無電解銀めっき、無電解錫めっき、等を挙げる事ができ本発明に使用可能であるが、工業的観点、耐マイグレーション性等の電気特性の観点より、無電解銅めっき、無電解ニッケルめっきが好ましく、特に好ましくは無電解銅めっきである。また、本発明のプリント配線板の製造方法における無電解めっきの厚みは、レーザードリリング等の方法により形成されたビアの内面および/または貫通スルーホールの内面にめっき皮膜を形成し、給電電極となる必要がある。したがって、その厚さは100nm〜1000nmであることが好ましく、更には200nm〜800nmであることが好ましい。100nmより薄いと給電電極とした際の面内の電気めっきの厚みばらつきとなり、逆に1000nm以上の場合、エッチング工程で余分にエッチングを行う必要があり、配線設計値よりも配線厚みが薄くなったり、配線幅が狭くなったりする。さらに、アンダーカット等が発生し、配線形状が劣化するという問題が生じる場合がある。
(4)めっきレジストを形成する。
感光性めっきレジストとしては広く市販されている公知の材料を用いることができる。本発明のプリント配線板においては、狭ピッチ化に対応するために50μmピッチ以下の解像度を有する感光性めっきレジストを用いることが好ましい。無論、本発明のプリント配線板の配線ピッチとして、50μm以上のピッチを有する場合でもよく、50μm以下のピッチを有する配線とそれ以上のピッチを有する配線が混在しても良い。
感光性めっきレジストとしては広く市販されている公知の材料を用いることができる。本発明のプリント配線板においては、狭ピッチ化に対応するために50μmピッチ以下の解像度を有する感光性めっきレジストを用いることが好ましい。無論、本発明のプリント配線板の配線ピッチとして、50μm以上のピッチを有する場合でもよく、50μm以下のピッチを有する配線とそれ以上のピッチを有する配線が混在しても良い。
(5)電解めっきによるパターンめっきを行う。
電解めっきは公知の多くの方法を適用することができる。具体的には電解銅めっき、電解はんだめっき、電解錫めっき、電解ニッケルめっき、電解金めっき等を挙げる事ができる。工業的観点、耐マイグレーション性等の電気特性の観点より、電解銅めっき、電解ニッケルめっきが好ましく、特に好ましくは電解銅めっきである。
(6)レジスト剥離を行う。
レジスト剥離には、使用しためっきレジストの剥離に適した材料を使用することができ、特に制限はない。例えば、水酸化ナトリウム水溶液、水酸化カリウム水溶液等を用いることができる。
(7)エッチング処理を行う。
給電層として機能した化学めっき層をクイックエッチングすることにより配線を形成する。クイックエッチングには、公知のクイックエッチャントを用いることができる。例えば、硫酸・過酸化水素系エッチャント、過硫酸アンモニウム系エッチャント、過硫酸ナトリウム系エッチャントや希釈した塩化第二鉄系エッチャント、希釈した塩化第二銅系エッチャント等を好ましく用いることができる。
電解めっきは公知の多くの方法を適用することができる。具体的には電解銅めっき、電解はんだめっき、電解錫めっき、電解ニッケルめっき、電解金めっき等を挙げる事ができる。工業的観点、耐マイグレーション性等の電気特性の観点より、電解銅めっき、電解ニッケルめっきが好ましく、特に好ましくは電解銅めっきである。
(6)レジスト剥離を行う。
レジスト剥離には、使用しためっきレジストの剥離に適した材料を使用することができ、特に制限はない。例えば、水酸化ナトリウム水溶液、水酸化カリウム水溶液等を用いることができる。
(7)エッチング処理を行う。
給電層として機能した化学めっき層をクイックエッチングすることにより配線を形成する。クイックエッチングには、公知のクイックエッチャントを用いることができる。例えば、硫酸・過酸化水素系エッチャント、過硫酸アンモニウム系エッチャント、過硫酸ナトリウム系エッチャントや希釈した塩化第二鉄系エッチャント、希釈した塩化第二銅系エッチャント等を好ましく用いることができる。
(8)その他の工程
絶縁層と無電解めっき皮膜との接着性を向上させるため、必要に応じて加熱する工程を取り入れることが可能である。上記のプリント配線板の製造方法の一例においては、配線形成時に金属層と絶縁層との剥離が発生しないように充分に接着させるという意図で、(3)の無電解メッキ銅を施した直後に加熱を施すことも可能であるし、最終的に配線と絶縁層とを強固に接着させるという意図で、(7)の配線形成後に加熱を施すことも可能である。加熱により、金属層表面には酸化皮膜が形成される場合があるが、公知の方法で酸化皮膜を除去する工程を取り入れても構わないし、防錆処理を施す工程を取り入れても構わない。
加熱は、通常の熱風オーブン、加圧プレス等公知の装置を適用することが可能である。尚、加熱は、必要に応じて真空下、不活性雰囲気下等いずれの条件下でも実施可能である。加熱温度は、好ましくは、300℃以下である。加熱温度が300℃よりも高いと、金属層の劣化に伴い、絶縁層と金属層との接着力が低下する恐れがある。加熱する時間に特に限定はないが、製造効率の観点から、1分〜120分であることが好ましい。
絶縁層と無電解めっき皮膜との接着性を向上させるため、必要に応じて加熱する工程を取り入れることが可能である。上記のプリント配線板の製造方法の一例においては、配線形成時に金属層と絶縁層との剥離が発生しないように充分に接着させるという意図で、(3)の無電解メッキ銅を施した直後に加熱を施すことも可能であるし、最終的に配線と絶縁層とを強固に接着させるという意図で、(7)の配線形成後に加熱を施すことも可能である。加熱により、金属層表面には酸化皮膜が形成される場合があるが、公知の方法で酸化皮膜を除去する工程を取り入れても構わないし、防錆処理を施す工程を取り入れても構わない。
加熱は、通常の熱風オーブン、加圧プレス等公知の装置を適用することが可能である。尚、加熱は、必要に応じて真空下、不活性雰囲気下等いずれの条件下でも実施可能である。加熱温度は、好ましくは、300℃以下である。加熱温度が300℃よりも高いと、金属層の劣化に伴い、絶縁層と金属層との接着力が低下する恐れがある。加熱する時間に特に限定はないが、製造効率の観点から、1分〜120分であることが好ましい。
このようにして得られる本発明のプリント配線板は、絶縁層の表面粗度が小さくとも、該表面に形成した微細配線が強固に接着するため、良好な微細配線形成性を有しており、微細配線を有するフレキシブルプリント配線板、ビルドアップ配線板等のプリント配線板に適用可能である。
以上、本発明の絶縁接着フィルム、及び該フィルムを用いたプリント配線板について説明したが、本発明はこれらに限定されるものではなく、本発明の趣旨を逸脱しない範囲内で、当業者の知識に基づき種々なる改良、修正、変形を加えた態様で実施できることはいうまでもない。
以下に実施例を挙げて、本発明の効果を具体的に説明するが、本発明は以下の実施例に限定されるものではなく、当業者は本発明の範囲を逸脱することなく、種々の変更、修正、及び改変を行い得る。なお、実施例中の各種合成・測定・評価は以下の方法で行った。
[熱可塑性ポリイミドの合成法]
1,3−ビス(3−アミノフェノキシ)ベンゼンと、3,3’−ジヒドロキシ−4,4’−ジアミノビフェニルとをモル比95:5でN,N−ジメチルホルムアミド(以下、DMFと呼ぶ)に溶解し、撹拌しながら4,4´―(4,4´―イソプロピリデンジフェノキシ)ビスフタル酸無水物を酸二無水物とジアミンが等モルになるように添加、約1時間撹拌し、固形分濃度20%ポリアミド酸のDMF溶液を得た。上記ポリアミド酸溶液をテフロン(R)コートしたバットにとり、真空オーブンで、200℃、180分、665Paで減圧加熱し、熱可塑性ポリイミド樹脂を得た。
1,3−ビス(3−アミノフェノキシ)ベンゼンと、3,3’−ジヒドロキシ−4,4’−ジアミノビフェニルとをモル比95:5でN,N−ジメチルホルムアミド(以下、DMFと呼ぶ)に溶解し、撹拌しながら4,4´―(4,4´―イソプロピリデンジフェノキシ)ビスフタル酸無水物を酸二無水物とジアミンが等モルになるように添加、約1時間撹拌し、固形分濃度20%ポリアミド酸のDMF溶液を得た。上記ポリアミド酸溶液をテフロン(R)コートしたバットにとり、真空オーブンで、200℃、180分、665Paで減圧加熱し、熱可塑性ポリイミド樹脂を得た。
[その他の熱可塑性樹脂]
ポリスルホン(UCC社製、P−1700)、ポリエーテルスルホン(ICI社製、4100G)、ポリフェニレンエーテル(GE社製、ノリル115)は市販品を使用した。
ポリスルホン(UCC社製、P−1700)、ポリエーテルスルホン(ICI社製、4100G)、ポリフェニレンエーテル(GE社製、ノリル115)は市販品を使用した。
[デスミア方法]
アトテック株式会社製過マンガン酸デスミアシステムによる。詳細条件は下表に示す。
アトテック株式会社製過マンガン酸デスミアシステムによる。詳細条件は下表に示す。
<デスミア条件>
下表に示すアトテック社製無電解銅めっきプロセスを用いて行った。
<無電解銅めっき条件>
電解銅めっきは10%硫酸中で30秒間予備洗浄し、次に室温中で40分間めっきを行なった。電流密度は2A/dm2である。電解銅膜の厚さは約18μmとした。
[レジスト層の形成方法]
液状感光性めっきレジスト(日本合成ゴム(株)社製、THB320P)をコーティングし、次いで高圧水銀灯を用いてマスク露光を行い、所望のL/Sを有するレジストパターンを形成した。
液状感光性めっきレジスト(日本合成ゴム(株)社製、THB320P)をコーティングし、次いで高圧水銀灯を用いてマスク露光を行い、所望のL/Sを有するレジストパターンを形成した。
[表面形状の測定]
光波干渉式表面粗さ計ZYGO社製NewView5030システムを用いて下記の条件で樹脂表面の算術平均粗さを測定した。
光波干渉式表面粗さ計ZYGO社製NewView5030システムを用いて下記の条件で樹脂表面の算術平均粗さを測定した。
(測定条件)
対物レンズ:50倍ミラウ イメージズーム:2
FDA Res:Normal
解析条件:
Remove:Cylinder
Filter:High Pass
Filter Low Waven:0.002mm
[接着強度の測定]
IPC―TM−650−method.2.4.9に従い、パターン幅3mm、剥離角度90度、剥離速度50mm/minで測定した。尚、測定サンプルの前処理は以下のようにした。
前処理:測定サンプルを23℃、湿度50%の恒温室に24時間放置した。
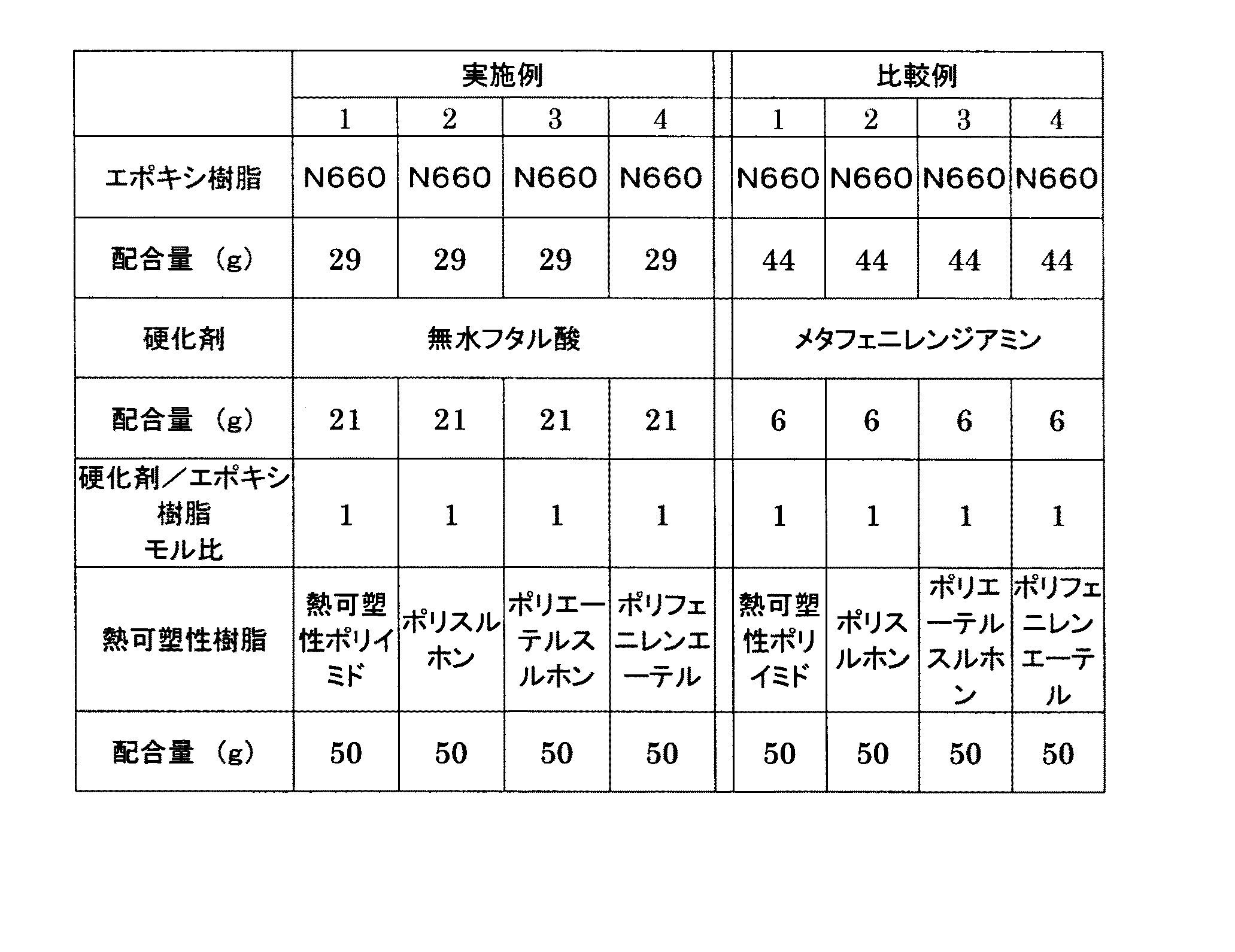
(実施例1)
上記で得た熱可塑性ポリイミド樹脂、クレゾールノボラック型エポキシ樹脂(N660、エポキシ当量208g/eq、大日本インキ化学工業(株)社製)、無水フタル酸(酸無水物当量148g/eq)をジオキソランに加えて撹拌、溶解させ、樹脂組成物溶液を得た(固形分率(SC)=30%)。尚、配合量は表3に記載の通りとした。この溶液を、厚み125μmのPETフィルム(商品名セラピールHP、東洋メタライジング社製)の表面上にコンマコーターにて塗布後、熱風オーブンにて、60℃/1分、80℃/1分、100℃/3分、120℃/1分、150℃/3分の条件でステップ乾燥させて、シート厚みが40μmの半硬化状態のPETフィルム付き絶縁接着フィルムを得た。次に、PETフィルムを剥離し、絶縁接着フィルムをピン枠に固定し、180℃/60分加熱し、硬化フィルムを得た。次に、得られた硬化フィルムにデスミア処理を施した。このとき、デスミア前後での硬化フィルムの表面形状を観察した。その結果を表4に示す。
対物レンズ:50倍ミラウ イメージズーム:2
FDA Res:Normal
解析条件:
Remove:Cylinder
Filter:High Pass
Filter Low Waven:0.002mm
[接着強度の測定]
IPC―TM−650−method.2.4.9に従い、パターン幅3mm、剥離角度90度、剥離速度50mm/minで測定した。尚、測定サンプルの前処理は以下のようにした。
前処理:測定サンプルを23℃、湿度50%の恒温室に24時間放置した。
(実施例1)
上記で得た熱可塑性ポリイミド樹脂、クレゾールノボラック型エポキシ樹脂(N660、エポキシ当量208g/eq、大日本インキ化学工業(株)社製)、無水フタル酸(酸無水物当量148g/eq)をジオキソランに加えて撹拌、溶解させ、樹脂組成物溶液を得た(固形分率(SC)=30%)。尚、配合量は表3に記載の通りとした。この溶液を、厚み125μmのPETフィルム(商品名セラピールHP、東洋メタライジング社製)の表面上にコンマコーターにて塗布後、熱風オーブンにて、60℃/1分、80℃/1分、100℃/3分、120℃/1分、150℃/3分の条件でステップ乾燥させて、シート厚みが40μmの半硬化状態のPETフィルム付き絶縁接着フィルムを得た。次に、PETフィルムを剥離し、絶縁接着フィルムをピン枠に固定し、180℃/60分加熱し、硬化フィルムを得た。次に、得られた硬化フィルムにデスミア処理を施した。このとき、デスミア前後での硬化フィルムの表面形状を観察した。その結果を表4に示す。
続いて、デスミア処理を施した硬化フィルムに無電解銅めっきおよび電解銅めっきを行い、厚さ約18μmの銅層を形成し、パターン幅3mmのパターニングを施した後、熱風オーブンで180℃、30分加熱した。このサンプルを用いてフィルムと無電解めっき銅との接着強度を測定した。その結果を表4に示す。
(実施例2〜4)
表3に示すように、熱可塑性樹脂を、ポリスルホン、ポリエーテルスルホン、ポリフェニレンエーテルとした以外は実施例1と同様にして、硬化フィルムを得た。
表3に示すように、熱可塑性樹脂を、ポリスルホン、ポリエーテルスルホン、ポリフェニレンエーテルとした以外は実施例1と同様にして、硬化フィルムを得た。
得られた硬化フィルムについて、表面粗度及び無電解めっき銅との接着強度を評価した。その結果を表4に示す。
(実施例5)
銅箔18μmのガラスエポキシ銅張積層板から内層配線板を作製し、実施例1で得た半硬化状態のPETフィルム付き絶縁接着フィルムのPETフィルムを剥離し、絶縁接着フィルムと内層配線とを対向させ、真空プレスにより温度180℃、熱板圧力3MPa、プレス時間60分、真空条件1KPaの条件で内層配線板に積層し、積層体を得た。(尚、真空プレス時に絶縁接着フィルムと接する箇所の合紙には、Raが0.006μmであるフッ素樹脂フィルム(旭硝子(株)製アフレックス)を使用した。
上記積層体に、UV−YAGレーザーにより内層配線板の電極直上に該電極に至る内径30μmのビアホールを開け、続いて基板全面に無電解銅めっきを施した後180℃、30分の加熱処理を施した。その後、形成した銅めっき層上にレジストパターンを形成し、厚み10μmの電解銅めっきを施した後、レジストパターンを剥離し、さらに露出しためっき銅を塩酸/塩化第二鉄系エッチャントで除去して、L/S=10μm/10μmの配線を有するプリント配線板を作製した。表5に示すように、L/S=10μm/10μmの微細配線はほぼ設計値通りのライン/スペースを有し、配線形状は良好で、且つ配線剥がれは全くなかった。
銅箔18μmのガラスエポキシ銅張積層板から内層配線板を作製し、実施例1で得た半硬化状態のPETフィルム付き絶縁接着フィルムのPETフィルムを剥離し、絶縁接着フィルムと内層配線とを対向させ、真空プレスにより温度180℃、熱板圧力3MPa、プレス時間60分、真空条件1KPaの条件で内層配線板に積層し、積層体を得た。(尚、真空プレス時に絶縁接着フィルムと接する箇所の合紙には、Raが0.006μmであるフッ素樹脂フィルム(旭硝子(株)製アフレックス)を使用した。
上記積層体に、UV−YAGレーザーにより内層配線板の電極直上に該電極に至る内径30μmのビアホールを開け、続いて基板全面に無電解銅めっきを施した後180℃、30分の加熱処理を施した。その後、形成した銅めっき層上にレジストパターンを形成し、厚み10μmの電解銅めっきを施した後、レジストパターンを剥離し、さらに露出しためっき銅を塩酸/塩化第二鉄系エッチャントで除去して、L/S=10μm/10μmの配線を有するプリント配線板を作製した。表5に示すように、L/S=10μm/10μmの微細配線はほぼ設計値通りのライン/スペースを有し、配線形状は良好で、且つ配線剥がれは全くなかった。
(実施例6〜8)
実施例2〜4で作製した半硬化状態のPETフィルム付き絶縁接着フィルムを用いた以外は実施例5と同様にしてプリント配線板を作製した。表5に示すように、いずれのプリント配線板においてもL/S=10μm/10μmの微細配線はほぼ設計値通りのライン/スペースを有し、配線形状は良好で、且つ配線剥がれは全くなかった。
実施例2〜4で作製した半硬化状態のPETフィルム付き絶縁接着フィルムを用いた以外は実施例5と同様にしてプリント配線板を作製した。表5に示すように、いずれのプリント配線板においてもL/S=10μm/10μmの微細配線はほぼ設計値通りのライン/スペースを有し、配線形状は良好で、且つ配線剥がれは全くなかった。
(比較例1〜4)
無水フタル酸をメタフェニレンジアミン(アミン当量27g/eq)とし、表3に示す配合量にて配合した以外は実施例1と同様にして、硬化フィルムを得た。
得られた硬化フィルムについて、表面粗度及び無電解めっき銅との接着強度を評価した。その結果を表4に示す。
無水フタル酸をメタフェニレンジアミン(アミン当量27g/eq)とし、表3に示す配合量にて配合した以外は実施例1と同様にして、硬化フィルムを得た。
得られた硬化フィルムについて、表面粗度及び無電解めっき銅との接着強度を評価した。その結果を表4に示す。
(比較例5〜8)
比較例1〜4で得たPETフィルム付き絶縁接着フィルムを用いた以外は実施例5と同様にして、プリント配線板を作製した。表5に示すように、L/S=10μm/10μmの微細配線は、剥がれ落ちている箇所が存在した。
比較例1〜4で得たPETフィルム付き絶縁接着フィルムを用いた以外は実施例5と同様にして、プリント配線板を作製した。表5に示すように、L/S=10μm/10μmの微細配線は、剥がれ落ちている箇所が存在した。
Claims (7)
- (A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する絶縁接着フィルムであって、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であるとともに、該フィルム表面に無電解めっき皮膜を形成したとき、該フィルムと無電解めっき皮膜との接着強度が4N/cm以上であることを特徴とする絶縁接着フィルム。
- 上記絶縁接着フィルムは、さらに(C)熱可塑性樹脂成分を含有することを特徴とする請求項1に記載の絶縁接着フィルム。
- 上記(C)熱可塑性樹脂成分が、ポリスルホン樹脂、ポリエーテルスルホン樹脂、熱可塑性ポリイミド樹脂、ポリフェニレンエーテル樹脂、ポリオレフィン樹脂、ポリカーボネート、メタクリル樹脂、ポリエステル樹脂、ビニル系重合体および又は共重合体、から選ばれた少なくとも一種であることを特徴とする請求項2に記載の絶縁接着フィルム。
- 上記絶縁接着フィルムは、支持体上に形成されてなることを特徴とする請求項1〜3のいずれか1項に記載の絶縁接着フィルム。
- (A)エポキシ樹脂成分、(B)酸無水物成分、を必須成分として含有する、カットオフ値0.002mmで測定した該フィルム表面の算術平均粗さRaが0.35μm未満であり、(A)エポキシ樹脂成分に含まれるエポキシ基のモル数に対する、(B)酸無水物成分に含まれる酸無水物基のモル数で表されるモル混合比(C)/(B)が0.4以上1.5以下の範囲内であるとともに、該フィルムは、無電解めっきにより金属層を形成して用いられる絶縁接着フィルム。
- (A)エポキシ樹脂成分、(B)酸無水物成分、(D)有機溶媒を必須成分として含有する樹脂溶液であって、該接着溶液は、フィルム状に成型され、該フィルム上に無電解めっきにより金属層を形成して用いられる、絶縁接着フィルム用樹脂溶液。
- 請求項1〜5のいずれか1項に記載の絶縁接着フィルムを有していることを特徴とするプリント配線板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116548A JP2005298670A (ja) | 2004-04-12 | 2004-04-12 | 絶縁接着フィルム、プリント配線板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116548A JP2005298670A (ja) | 2004-04-12 | 2004-04-12 | 絶縁接着フィルム、プリント配線板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298670A true JP2005298670A (ja) | 2005-10-27 |
Family
ID=35330606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004116548A Pending JP2005298670A (ja) | 2004-04-12 | 2004-04-12 | 絶縁接着フィルム、プリント配線板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298670A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007294902A (ja) * | 2006-03-28 | 2007-11-08 | Ngk Spark Plug Co Ltd | 配線基板の製造方法 |
| JP2018129548A (ja) * | 2007-11-22 | 2018-08-16 | 味の素株式会社 | 多層プリント配線板の製造方法 |
-
2004
- 2004-04-12 JP JP2004116548A patent/JP2005298670A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007294902A (ja) * | 2006-03-28 | 2007-11-08 | Ngk Spark Plug Co Ltd | 配線基板の製造方法 |
| JP2018129548A (ja) * | 2007-11-22 | 2018-08-16 | 味の素株式会社 | 多層プリント配線板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100767177B1 (ko) | 접착 보조제 부착 금속박, 인쇄 배선판 및 인쇄 배선판의제조 방법 | |
| KR100710119B1 (ko) | 금속층의 수지층에의 형성 방법, 인쇄 배선판 및 그의제조 방법 | |
| CN100488766C (zh) | 贴附树脂的金属箔、粘合金属的层压板、使用它们的印刷电路板及其制造方法 | |
| US20040231141A1 (en) | Laminate and its producing method | |
| TWI619761B (zh) | Curable resin composition | |
| KR100910092B1 (ko) | 접착 보조제 부착 금속박 및 이를 이용한 인쇄 배선판 | |
| KR20140121783A (ko) | 경화성 수지 조성물 | |
| JP2004025835A (ja) | 樹脂付き金属箔、金属張積層板、これを用いたプリント配線板およびその製造方法 | |
| JP5521099B1 (ja) | キャリア付銅箔、プリント配線板、プリント回路板、銅張積層板、及びプリント配線板の製造方法 | |
| JP5011641B2 (ja) | 熱硬化性樹脂組成物、それを用いた接着フィルム及び多層プリント配線板 | |
| TWI627225B (zh) | 硬化性環氧組成物、膜片、積層膜片、預浸體、積層體、硬化物、及複合體 | |
| TWI894375B (zh) | 樹脂組成物、硬化物、片狀層合材料、樹脂片、印刷配線板及半導體裝置 | |
| JP2008258636A (ja) | 内層導体回路処理方法 | |
| JP4345554B2 (ja) | 絶縁層と絶縁層の間に接着補助層を有するプリント配線板およびその製造方法 | |
| KR20140102612A (ko) | 경화성 수지 조성물 | |
| JP2014159512A (ja) | 硬化性樹脂組成物 | |
| JP2005167173A (ja) | 金属上への絶縁樹脂層の形成方法、内層導体回路処理方法、プリント配線板の製造方法及び多層配線板 | |
| JP2005290327A (ja) | 絶縁接着フィルムおよびこれを含む積層体、並びにプリント配線板 | |
| JP2005298670A (ja) | 絶縁接着フィルム、プリント配線板 | |
| JP2001233945A (ja) | 無電解メッキ可能な高耐熱性エポキシ樹脂組成物、それを用いたビルドアップ用絶縁材料並びにビルドアップ基板 | |
| JP2005135985A (ja) | プリント配線板の製造方法 | |
| CN100546435C (zh) | 金属层的树脂层的形成方法、印刷线路板及其制造方法 | |
| JP2005223052A (ja) | プリント配線板の製造方法 | |
| JP2003133704A (ja) | 回路基板およびカバ−レイ用接着シ−ト | |
| JP2018109195A (ja) | 硬化性樹脂組成物 |