JP2005297875A - 車輪用軸受ユニットのフランジ部の通孔の加工方法 - Google Patents
車輪用軸受ユニットのフランジ部の通孔の加工方法 Download PDFInfo
- Publication number
- JP2005297875A JP2005297875A JP2004119730A JP2004119730A JP2005297875A JP 2005297875 A JP2005297875 A JP 2005297875A JP 2004119730 A JP2004119730 A JP 2004119730A JP 2004119730 A JP2004119730 A JP 2004119730A JP 2005297875 A JP2005297875 A JP 2005297875A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- inner peripheral
- peripheral surface
- flange
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Forging (AREA)
Abstract
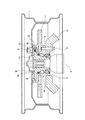
【解決手段】 ハブ7の回転側フランジ10の両側面をストリッパ16と下型17とにより挟持すると共に、この回転側フランジ10の外周縁部をフランジ外周拘束用治具29により抑え付ける。この状態で、下孔用パンチ21を下方にプレスして、剪断加工により上記回転側フランジ10の円周方向複数個所に下孔14を形成する。次に、この下孔14の軸方向両端開口部に上記面取り36、36を形成する。更に、塑性変形用パンチ21を上記下孔14に圧入する事により、この下孔14の内周面を塑性変形させて、この内周面に上記雌セレーション或は円筒面を形成する。これにより上記課題を解決できる。
【選択図】 図1
Description
(1)打ち抜き(剪断加工)により雌セレーションを形成している為、この雌セレーションを構成する歯の山の部分(内径側に突出する部分)の一部が破断により欠ける場合がある。即ち、打ち抜き等の剪断加工を施した場合、加工面に破断面が生じるが、上記雌セレーションの山の部分は、円周方向の厚さが薄い為、この破断面がうまく形成されず、一部が欠けてしまう場合がある。この結果、歩留が悪くなり、製造コストが上昇する原因となる。尚、通孔11の内周面の形状を円筒面とする場合も、雌セレーションとする場合程ではないが、やはり一部が欠ける場合がある。
(2)打ち抜きにより雌セレーション或は円筒面を形成する際に、下孔のパンチが押し込まれる側と反対側(ダイス側)の開口部に面取りが設けられている場合、この反対側の開口部の方から亀裂が発生しない為、この通孔11内にばりが残存してしまう。この結果、スタッド12を圧入しづらくなる等の不具合が生じる。
(3)下孔を打ち抜く為に回転側フランジ10にプレス加工を施す際に、この回転側フランジ10が煽られて(プレス加工の力により変形して)、この下孔の形状を十分に丸くできない。この結果、面取りを形成した場合には、この面取りが下孔の円周方向に亙って均一に形成されず、又、雌セレーションを形成した場合には、この雌セレーションの形状精度が悪化する。又、この雌セレーションを打ち抜きにより形成する為にプレス加工を施す事によっても、上記回転側フランジ10が煽られる(変形する)。この結果、上記雌セレーションの一部が欠ける場合がある。
特に、本発明の車輪用軸受ユニットのフランジ部の通孔の加工方法の場合、上記フランジ部の円周方向複数個所に、剪断加工により下孔を形成する。
その後、これら各下孔の内周面を塑性変形させる事により、内周面が雌セレーション或は円筒面である上記各通孔を形成する。
この様に構成すれば、仮に、下孔のうちでパンチを挿入する側と反対側の開口部にばりが生じても、この下孔を後から塑性変形により加工する為、加工後の通孔内にばりが残存する事がない。
又、本発明を実施する為により好ましくは、請求項3に記載した様に、フランジ部の外周縁部を拘束した状態で、プレス加工によりこのフランジ部の円周方向複数個所に下孔を形成する為の剪断加工(更に好ましくは、面取りや雌セレーション或は円筒面を形成するプレス加工)を施す。
この様に構成すれば、プレス加工の際に加わる力により、フランジ部が煽られる事を防止して、下孔の形状を良好に形成できる。この結果、面取りを下孔の円周方向に亙って均一に形成できる。又、通孔の内周面に形成される雌セレーション或は円筒面の形状精度を良好にできる。
この様に構成すれば、下孔の内周面を塑性変形させる際に、パンチの先端部が下型に設けた案内孔により案内される為、加工後の通孔の、フランジ部の側面に対する垂直度を良好にできると共に、この通孔の形状及び位置の精度を向上させる事ができる。尚、本発明の場合、下孔の内周面を塑性変形させる為、打ち抜き等の剪断加工と異なり、この内周面に雌セレーション或は円筒面を形成する際に、スクラップが発生しない。この為、上述の様に、下型に設けた案内孔にパンチの先端部を挿入した状態で、上記下孔の内周面を加工できる。
この様に構成すれば、軸方向の一端部から中間部までの内周面に雌セレーション或は円筒面を形成し、残部の内周面は、これら雌セレーション或は円筒面の形成に伴う肉部の移動により多少変形する程度にできる。通孔の内周面のうち、スタッドの雄セレーション部を圧入させる部分を、軸方向の一部のみとする場合がある為、この様な場合には、上述の様に、軸方向一部のみ雌セレーション或は円筒面を形成する。尚、軸方向他端部側に面取りが存在する場合、上述の様に、塑性変形の為の加工を軸方向中間部で止めれば、塑性変形に伴う影響が上記面取りまで及びにくい為、この面取りが変形しにくくなる。
2 ロータ
3 ナックル
4 支持孔
5 車輪用軸受ユニット
6 外輪
7 ハブ
8 固定側フランジ
9 ボルト
10 回転側フランジ
11 通孔
12 スタッド
13 雄セレーション部
14 下孔
15 加工装置
16 ストリッパ
17 下型
18 下孔用パンチ
19 上側面取り用パンチ
20 下側面取り用パンチ
21 塑性変形用パンチ
22 ホルダ
23 バッキングプレート
24 ストッパ用ボルト
25 頭部
26 ばね
27 円孔
28 位置決め円筒部
29 フランジ外周拘束用治具
30 ピン
31 スクラップ
32 ダイス孔
33 排出孔
34 剪断面
35 破断面
36 面取り
37 貫通孔
38 案内孔
39 雄セレーション部
40 段差
41 ナット
Claims (5)
- 車輪用軸受ユニットを構成する軌道輪部材のフランジ部に、軸方向に貫通した複数の通孔を形成する、車輪用軸受ユニットのフランジ部の通孔の加工方法であって、上記フランジ部の円周方向複数個所に、剪断加工により下孔を形成した後、これら各下孔の内周面を塑性変形させる事により、内周面が雌セレーション或は円筒面である上記各通孔を形成する、車輪用軸受ユニットのフランジ部の通孔の加工方法。
- 剪断加工を施した後に、下孔の軸方向両端開口部のうちの少なくとも一方の開口部に面取りを形成してから、この下孔の内周面を塑性変形させる、請求項1に記載した車輪用軸受ユニットのフランジ部の通孔の加工方法。
- フランジ部の外周縁部を拘束した状態で、プレス加工によりこのフランジ部の円周方向複数個所に下孔を形成する為の剪断加工を施す、請求項1〜2の何れかに記載した車輪用軸受ユニットのフランジ部の通孔の加工方法。
- 下孔の内周面を塑性変形させる為のパンチに下方に向く力を付与する事により、フランジ部に形成した下孔に塑性変形させる為の加工を施す際に、このパンチの先端部を、その上端面が上記フランジ部の側面と当接する下型に設けた案内孔により案内しつつ、このパンチの中間部外周面に形成した所定の形状部分により上記下孔の内周面を塑性変形させる、請求項1〜3の何れかに記載した車輪用軸受ユニットのフランジ部の通孔の加工方法。
- 下孔の内周面を塑性変形させる為の加工を、この下孔の軸方向一端部から中間部まで施し、残部には施さない、請求項1〜4の何れかに記載した車輪用軸受ユニットのフランジ部の通孔の加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119730A JP4352974B2 (ja) | 2004-04-15 | 2004-04-15 | 車輪用軸受ユニットのフランジ部の通孔の加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119730A JP4352974B2 (ja) | 2004-04-15 | 2004-04-15 | 車輪用軸受ユニットのフランジ部の通孔の加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297875A true JP2005297875A (ja) | 2005-10-27 |
| JP4352974B2 JP4352974B2 (ja) | 2009-10-28 |
Family
ID=35329931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119730A Expired - Fee Related JP4352974B2 (ja) | 2004-04-15 | 2004-04-15 | 車輪用軸受ユニットのフランジ部の通孔の加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4352974B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007145203A (ja) * | 2005-11-29 | 2007-06-14 | Ntn Corp | 車輪用軸受装置 |
| JP2007283960A (ja) * | 2006-04-19 | 2007-11-01 | Ntn Corp | 車輪用軸受およびその形状設計方法 |
| JP2010058144A (ja) * | 2008-09-03 | 2010-03-18 | Yamada Seisakusho Co Ltd | 内歯形部を有するシャフトの製造方法及びその製造方法によって製造されたシャフト |
| JP2017077858A (ja) * | 2015-10-22 | 2017-04-27 | 日本精工株式会社 | ハブユニット軸受 |
-
2004
- 2004-04-15 JP JP2004119730A patent/JP4352974B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007145203A (ja) * | 2005-11-29 | 2007-06-14 | Ntn Corp | 車輪用軸受装置 |
| JP2007283960A (ja) * | 2006-04-19 | 2007-11-01 | Ntn Corp | 車輪用軸受およびその形状設計方法 |
| JP2010058144A (ja) * | 2008-09-03 | 2010-03-18 | Yamada Seisakusho Co Ltd | 内歯形部を有するシャフトの製造方法及びその製造方法によって製造されたシャフト |
| JP2017077858A (ja) * | 2015-10-22 | 2017-04-27 | 日本精工株式会社 | ハブユニット軸受 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4352974B2 (ja) | 2009-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130011986A (ko) | 회전에 대한 안전성을 제공하는 특징부를 가지는 기능성 요소, 및 기능성 요소와 시트 금속부로 구성된 부품 조립체 | |
| JP3526323B2 (ja) | ハブユニット軸受外輪の製造方法 | |
| US10092940B2 (en) | Method for forming a pressed component, method for manufacturing a pressed component, and die apparatus for forming a pressed component | |
| JP6689151B2 (ja) | 円筒状リング部材の製造方法、ラジアル転がり軸受の製造方法、及び一方向クラッチの製造方法 | |
| JP2007271045A (ja) | 車輪用転がり軸受装置の製造方法 | |
| EP3156675B1 (en) | Bearing device and method for manufacturing bearing device | |
| JP4352974B2 (ja) | 車輪用軸受ユニットのフランジ部の通孔の加工方法 | |
| JP2019136707A (ja) | ピアスパンチ | |
| EP3196491B1 (en) | Bearing device and method for manufacturing bearing device | |
| CN104668434B (zh) | 制造安装单元的方法 | |
| JP3546364B2 (ja) | ハブユニット軸受外輪のセレーション孔加工方法 | |
| JP2018168861A (ja) | 円錐ころ軸受用保持器 | |
| JP2005297885A (ja) | ハブユニット用軌道輪部材とその製造方法、及びハブユニット | |
| JP7201025B2 (ja) | ハブユニット軸受及び車両 | |
| JP7004092B2 (ja) | かしめアセンブリおよびその製造方法、ハブユニット軸受およびその製造方法、並びに、自動車およびその製造方法 | |
| CN205678001U (zh) | 压板 | |
| JP2004299666A (ja) | 車輪用軸受装置 | |
| JP2019100475A (ja) | 玉軸受用波形保持器 | |
| EP3067581A1 (en) | Bearing device and method for manufacturing bearing device | |
| JP2006097798A (ja) | 円錐ころ軸受 | |
| JP2005321027A (ja) | ころ軸受用保持器およびその製造方法 | |
| JP2008080832A (ja) | ハブホイール、ハブユニット及びハブホイールの加工方法 | |
| JP2024150402A (ja) | 転がり軸受の外輪を保持するフランジ体の製造方法 | |
| JP2009008235A (ja) | ピンタイプ保持器、ならびに、ピンタイプ保持器およびころの組立方法。 | |
| JP2010151211A (ja) | 円錐ころ軸受用保持器並びに円錐ころ軸受及びその組立方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070323 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090707 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090720 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4352974 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130807 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |