JP2005297563A - 樹脂原料供給装置 - Google Patents
樹脂原料供給装置 Download PDFInfo
- Publication number
- JP2005297563A JP2005297563A JP2005108786A JP2005108786A JP2005297563A JP 2005297563 A JP2005297563 A JP 2005297563A JP 2005108786 A JP2005108786 A JP 2005108786A JP 2005108786 A JP2005108786 A JP 2005108786A JP 2005297563 A JP2005297563 A JP 2005297563A
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- resin
- mixer
- resin raw
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/02—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type
- B29B7/06—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices
- B29B7/10—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary
- B29B7/18—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary with more than one shaft
- B29B7/20—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/02—Mixing; Kneading non-continuous, with mechanical mixing or kneading devices, i.e. batch type
- B29B7/22—Component parts, details or accessories; Auxiliary operations
- B29B7/26—Component parts, details or accessories; Auxiliary operations for discharging, e.g. doors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
- B29C31/06—Feeding of the material to be moulded, e.g. into a mould cavity in measured doses, e.g. by weighting
- B29C31/061—Feeding of the material to be moulded, e.g. into a mould cavity in measured doses, e.g. by weighting using stationary volumetric measuring chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C2037/90—Measuring, controlling or regulating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Accessories For Mixers (AREA)
Abstract
【解決手段】一対のホッパ30,30′から個々に流れ出る2種類の樹脂ペレット(樹脂原料)を、それぞれミキサ本体10に個別に投入する一対の原料投入部20,20′と、下部がほぼ円錐形のシュート構造を呈する上記ミキサ本体10の中空部内に配置され且つ上記2種類の樹脂ペレットを攪拌して混合する攪拌羽根14と、を含み、少なくとも原料投入部20は、スクリュウ27a,27bの位置で上部体25aと下部体25bとに分離可能である、樹脂原料供給装置1。
【選択図】 図2
Description
しかし、上記エアの吹き付け方式では、スクリューやホッパなどの容器内に残る樹脂原料を確実に除去し、不用意な混合を防ぐことは、極めて不十分であった。
即ち、本発明の樹脂原料供給装置(請求項1)は、複数のホッパ内から個々に流れ出る異なる種類の樹脂原料を、それぞれ個別に投入する複数の原料投入部と、上記複数の原料投入部から個別に投入される異なる種類の樹脂原料を攪拌する攪拌羽根を内部(中空部)に有するミキサ本体と、を含み、
上記複数の原料投入部のうち、少なくとも1つは、スクリュウを内蔵する投入部本体と、係る本体に結合され且つ上記スクリュウを駆動するギアを内蔵するギアボックスと、を有すると共に、少なくとも上記投入部本体は、上記スクリュウの位置を基準として、上部体と下部体とに分離可能である、ことを特徴とする。
更に、本発明には、前記ミキサ本体は、その側面に内部(中空部)が透視できる開閉可能なドアを有する、樹脂原料供給装置(請求項3)も含まれる。
加えて、本発明には、前記ミキサ本体は、ほぼ四角柱で前記攪拌羽根を有する内部(中空部)と、下方の成形機に送給するほぼ円錐形または角錐形のシュート構造部と、を有している、樹脂原料供給装置(請求項4)も含まれる。
前記請求項3の樹脂原料供給装置によれば、ミキサ本体の前記ドアを介して、当該ミキサ本体の内部(中空部)において異なる樹脂原料の混合状態を視認できると共に、作業ごとの間で、上記ドアを開放して、上記内部(中空部)を攪拌羽根を含めて容易に清掃することができる。従って、所望の色彩を呈する樹脂製品を安定的且つ継続して製造することが可能となる。
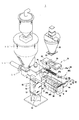
図1は、本発明の樹脂原料供給装置1を示す斜視図、図2は、その分解斜視図、図3は、一部に垂直断面を含む上記装置1の正面(側面)図、図4は、後述する原料投入部20の拡大分解斜視図およびその一部拡大図である。
樹脂原料供給装置1は、図1〜図3に示すように、一対(複数)のホッパ30,30′と、これらから下方に流れ出る異なる種類の樹脂ペレット(樹脂原料:図示せず)を個別に受入る一対(複数)の原料投入部20,20′と、これらから各樹脂ペレットを受け入れて攪拌・混合するミキサ本体10と、を備えている。
予め、小型のホッパ30内には、例えば、予め顔料により所定の色彩にされた着色済み樹脂ペレットが貯留され、大型のホッパ30′には、例えば、樹脂素材本来の透明または白色などのモノクロ色を呈する樹脂ペレットが貯留されている。
以上のように、ミキサ本体10は、四角柱の中空部に攪拌羽根14を内蔵し、且つ下部にほぼ逆円錐形に縮径するシュート構造部を有するため、その容積を可及的に小さくコンパクトにすることができる。このため、異なる種類の樹脂原料を攪拌羽根14により攪拌・混合する際に、各樹脂原料に生じる静電気を低減し易くなるので、団子状の塊となりにくい。従って、異なる樹脂原料を均一に攪拌し且つ混合して、所望の色彩を呈するための複合樹脂原料を確実に供給することが可能となる。
例えば、上記位置センサSに光センサを用いた場合、投光部からの光がミキサ本体10の中空部を貫通して反対側の受光部に達し、前記樹脂ペレットの堆積量が不足していることを検出した際には、後述するホッパ30,30′下端の開閉ドアに対し、異なる種類の樹脂ペレットの一方または双方を流下させるべく、開放の指令を出すように、図示しない制御部が作動する。尚、上述したように、樹脂ペレットが不足した場合には、ミキサ本体10の上面に取り付けた回転非常灯Lを併せて作動させるようにしても良い。
尚、ホッパ30′側の原料投入部20′も、上記と同様な一対のシリンダやスクリュなどを有し、その先端に上記と同様なギアボックス40′を設けている。
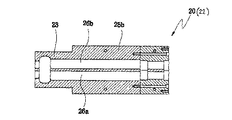
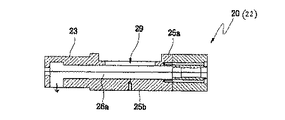
上記投入部本体22は、スクリュウ27a,27bの軸心の高さにおいて、上部体25aと、下部体25bとに分離可能とされ、左右一対ずつの第2クランプC2と第2受けリングD2との係止により、上・下部体25a,25bを再結合可能としている。
図2,図4に示すように、投入部本体22の上部体25aは、その上面の中央に設けた角形孔29に、ホッパ30の下端に開口する流出口(図示せず)が連通している。係るホッパ30の下端のプレートに設けた第3クランプC3が、上記孔29の両側に位置する一対の受けリングD3に係止することにより、当該ホッパ30は、原料投入部20の上に垂直姿勢で且つ着脱自在に取り付けられる。
尚、ホッパ30,30′の上記流出口には、樹脂ペレットの供給を制御する図示しないドアが配置され、前記位置センサSにより、その開閉の制御がされる。
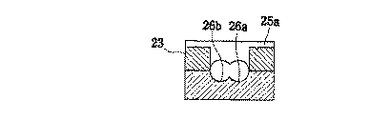
図4〜図8に示すように、原料投入部20には、ほぼ円柱形である左右一対のシリンダ26a,26bが断面ほぼ繭形に隣接して形成され、各シリンダ26a,26b内にスクリュウ27a,27bが回転自在且つ個別に配置されている。係るスクリュウ27a,27bは、互いにほぼ噛み合い式の構造となる螺旋形のネジ山を有し、前記ホッパ30から上部体25aの角形孔29を介して、流下する着色済み樹脂ペレットを、例えば、同じ方向に回転する両者のネジ山同士によって、順次前記ミキサ本体10寄りの基端部23に押し込みつつ移動させる。
尚、図8中の垂直の矢印は、樹脂原料が、基端部23における底面の開口孔から、ミキサ本体10の中空部に投入される位置を示す。
図1,図2,図4に示すように、原料投入部20における下部体25bの先端側には、スクリュウ27a,27bの各回転軸を回転させる複数のギアを内蔵するギアボックス40が結合されている。係るギアボックス40の上方には、丁番を介して、ギアキャップ44が開閉自在に取り付けられる。係るギアキャップ44は、その側面に設けた第4クランプC4を、ギアボックス40の側面に設けた受けリングD4に係止することで、上記複数のギアを両者の内部に密閉している。
図3に示すように、左右一対のガイドGを介して、原料投入部20をミキサ本体10寄りにスライドさせ、投入部本体22の基端部23をミキサ本体10の中空部内の上方に挿入する。係る状態で、図4の下方に示すように、上記第1クランプC1のレバーRをミキサ本体10寄りに回し、上記クランプEをミキサ本体10の側面に設けた第1受けリングD1に係止した後、レバーRを上記と逆向きに回す。
この結果、原料投入部20は、ミキサ本体10の側面に固定されるため、投入部本体22のシリンダ26a,26b内から、着色済み樹脂ペレットを、ミキサ本体10の中空部内に確実に投入することができる。
図1の状態で、予め、右側のホッパ30内には、例えば、顔料により所定の色彩にされた着色済み樹脂ペレットを貯留し、左側のホッパ30′には、例えば、樹脂素材本来の透明または白色などのモノクロ色を呈する樹脂ペレットを貯留しておく。また、樹脂原料供給装置1のミキサ本体10の下方には、図示しない射出成形機または押出成形機が配置されている。また、所望の色彩を呈する樹脂製品を成形するため、ホッパ30′内の白色の樹脂ペレットとホッパ30内の着色済み樹脂ペレットとを、例えば、10:1の配合割合とする。
先ず、図1の状態で、左側のホッパ30′の下端におけるドア(図示せず)を開放し、白色の樹脂ペレットを原料投入部20′内の一対のシリンダとスクリュウ(何れも図示せず)との間に流下させる。ギアボックス40′内のモータおよびギア(何れも図示せず)により、上記白色の樹脂ペレットを、順次ミキサ本体10寄りに送り、且つ当該ミキサ本体10の中空部内に連続して投入する。
係る状態で、右側のホッパ30の下端におけるドア(図示せず)を開放し、当該ホッパ30内に貯留した前記着色済み樹脂ペレットを、原料投入部20内の一対のシリンダ26a,26bと一対のスクリュウ27a,27bとの間に流下させる。モータMおよびギアボックス40内のギアにより、上記着色済み樹脂ペレットを、順次ミキサ本体10寄りに送り、且つ当該ミキサ本体10の中空部内に連続して投入する。この際、着色済み樹脂ペレットは、先に投入されている前記白色の樹脂ペレットの10%の配合割合で、ミキサ本体10の中空部に堆積する。
この結果、上記2種類の樹脂ペレットは、当初の不規則な混ざり状態から比較的均一な混ざり状態となる。係る均一な混ざり状態となった上記2種類の樹脂ペレット(複合樹脂原料)は、ミキサ本体10の下部におけるほぼ円錐形を呈するシュート構造部の中空部から、その下方に配置されている図示しない射出成形機または押出成形機に供給される。これにより、射出成形機などの内部で、均一な混合状態で加熱・溶融された後に、所定のキャビティに圧入されるため、所望の色彩を呈する樹脂製品を確実に且つ安定して成形することが可能となる。
尚、図3に示すように、樹脂ペレットが不足した場合には、ミキサ本体10の上面に取り付けた回転非常灯Lを併せて作動させするようにしても良い。
次に、第4受けリングD4から第4クランプC4を外して、ギアキャップ44を旋回すると、ギアボックス40が開放され、内部のギア類が露出する。係る状態で、図6〜図8に示すように、スクリュウ27a,27bを取り出す。
更に、前記と逆の手順および操作によって、シリンダ26a,26b内にスクリュウ27a,27bを挿入し、ギアキャップ44を逆に旋回してギアボックス40を閉鎖し、上部体25aを下部体25bに固定して、原料投入部20を再度組み立てる。そして、係る原料投入部20の上部体25aの上方に、前記と異なる彩色の顔料を含む着色済み樹脂ペレット(樹脂原料)を別途に貯留させたホッパ30を固定する。これにより、前記同様に樹脂原料供給装置1を操作することで、前回と異なる色彩の樹脂製品を確実且つ安定して成形することができる。
しかも、原料投入部20の前記分解、清掃、洗浄、および再組立が、容易且つ迅速に行えるため、成形効率も高めることが可能となる。
一方、前記ミキサ本体10のドア12を開放することで、その中空部や前記攪拌羽根14に付着している前回の2種類の樹脂ペレットまたはそれらの破片を、清掃により容易に除去することができる。
例えば、前記原料投入部20,20′には、左右一対のスクリュウを配置したが、1つのスクリュウを有する原料投入部としても良い。
また、前記2種類の樹脂ペレットは、白色などのモノクロと着色済みの樹脂ペレットとを用いたが、互いに別の着色済みの2種類のの樹脂ペレットとしたり、粒径や特性が異なる2種類の樹脂ペレットとしても良い。あるいは、係る2種類の樹脂ペレットの一方を、顔料粉末やFRPなどの繊維片などとしても良い。
更に、本発明の樹脂原料供給装置は、前記形態に限らず、ミキサ本体10に対し、3つ以上の原料投入部およびホッパを取り付ける形態としても良い。
あるいは、1つの原料投入部は、1つのシリンダとスクリュウとを内蔵する形態や、3つ以上のシリンダとスクリュウとを内蔵する形態としても良い。
上記のほか、本発明は、その趣旨を逸脱しない範囲で適宜変更可能である。
10………………ミキサ本体
12………………ドア
14………………攪拌羽根
20,20′……原料投入部
22………………投入部本体
25a……………上部体
25b……………下部体
26a,26b…シリンダ
27a,27b…スクリュウ
30,30′……ホッパ
40………………ギアボックス
S…………………位置センサ
Claims (4)
- 複数のホッパ内から個々に流れ出る異なる種類の樹脂原料を、それぞれ個別に投入する複数の原料投入部と、
上記複数の原料投入部から個別に投入される異なる種類の樹脂原料を攪拌する攪拌羽根を内部に有するミキサ本体と、を含み、
上記複数の原料投入部のうち、少なくとも1つは、スクリュウを内蔵する投入部本体と、係る本体に結合され且つ上記スクリュウを駆動するギアを内蔵するギアボックスと、を有すると共に、少なくとも上記投入部本体は、上記スクリュウの位置を基準として、上部体と下部体とに分離可能である、
ことを特徴とする樹脂原料供給装置。 - 前記ミキサ本体には、前記攪拌羽根の上方に位置し且つ投入される前記異なる種類の樹脂原料の堆積レベルを検知する位置センサが取り付けられている、
ことを特徴とする請求項1に記載の樹脂原料供給装置。 - 前記ミキサ本体は、その側面に内部が透視できる開閉可能なドアを有する、
ことを特徴とする請求項1または2に記載の樹脂原料供給装置。 - 前記ミキサ本体は、ほぼ直方体で前記攪拌羽根を有する内部と、下方の成形機に送給するほぼ円錐形または角錐形のシュート構造部と、を有している、
ことを特徴とする請求項1乃至3の何れか一項に記載の樹脂原料供給装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020040023290A KR100543095B1 (ko) | 2004-04-06 | 2004-04-06 | 원료공급장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297563A true JP2005297563A (ja) | 2005-10-27 |
| JP4589165B2 JP4589165B2 (ja) | 2010-12-01 |
Family
ID=35329673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005108786A Expired - Fee Related JP4589165B2 (ja) | 2004-04-06 | 2005-04-05 | 樹脂原料供給装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4589165B2 (ja) |
| KR (1) | KR100543095B1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014089A1 (ja) * | 2007-07-26 | 2009-01-29 | Sumitomo Heavy Industries, Ltd. | 成形機の材料供給装置 |
| JP2009028998A (ja) * | 2007-07-26 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 成形機の材料供給装置 |
| JP2009028997A (ja) * | 2007-07-26 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 成形機の材料供給装置 |
| TWI465382B (zh) * | 2009-08-06 | 2014-12-21 | Karl-Heinz Tetzlaff | 用以將生質饋入壓力容器之輸送裝置 |
| CN105922469A (zh) * | 2016-04-28 | 2016-09-07 | 芜湖顺成电子有限公司 | 低烟无卤护套料的搅拌上料装置 |
| JP2018099778A (ja) * | 2016-12-19 | 2018-06-28 | 株式会社名機製作所 | 可塑化装置の材料供給方法および可塑化装置 |
| CN108556174A (zh) * | 2018-05-22 | 2018-09-21 | 玉环汉新机械科技有限公司 | 一种注塑模具用装置 |
| CN109910193A (zh) * | 2019-04-04 | 2019-06-21 | 王涛 | 一种自动化塑料母粒生产装置 |
| CN112476027A (zh) * | 2020-11-24 | 2021-03-12 | 涟源市湘源机电有限公司 | 一种便于安装维修的机电设备 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200448111Y1 (ko) | 2008-05-30 | 2010-03-18 | (주)아모레퍼시픽 | 용량 변경 및 청소가 용이한 분리구조를 갖는 화장품제형의 압출장치 |
| JP6088728B2 (ja) * | 2011-09-27 | 2017-03-01 | 株式会社松井製作所 | 粉粒体材料の供給装置、及びこれを備えた粉粒体材料の配合供給装置 |
| KR102083678B1 (ko) * | 2018-04-19 | 2020-03-02 | 김천곤 | 균일한 색상 성형을 위한 플라스틱 성형기의 원료 투입부 상단에 설치되는 원료 정량 공급장치 |
| KR102424393B1 (ko) * | 2020-10-13 | 2022-07-25 | 주식회사 에스에프에이 | 즉석밥 제조용 세미 충진시스템 |
| KR102424394B1 (ko) * | 2020-10-16 | 2022-07-25 | 주식회사 에스에프에이 | 즉석밥 제조용 세미 충진시스템 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49102066U (ja) * | 1972-12-27 | 1974-09-03 | ||
| JPS5924305U (ja) * | 1982-08-06 | 1984-02-15 | 住友重機械工業株式会社 | 粉・粒状材料の供給・交換装置 |
| JPS5929204U (ja) * | 1982-08-16 | 1984-02-23 | 三菱樹脂株式会社 | 熱可塑性樹脂の同方向2軸混練機 |
| JPH04175119A (ja) * | 1990-11-09 | 1992-06-23 | Nissei Plastics Ind Co | 材料交換装置 |
| JPH09290438A (ja) * | 1996-04-25 | 1997-11-11 | Nishikawa Kasei Co Ltd | 射出成形機への樹脂原料供給装置 |
| JP2000210938A (ja) * | 1999-01-27 | 2000-08-02 | Shingo Hishida | 合成樹脂成形材料の自動計量及び供給装置 |
-
2004
- 2004-04-06 KR KR1020040023290A patent/KR100543095B1/ko active IP Right Grant
-
2005
- 2005-04-05 JP JP2005108786A patent/JP4589165B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49102066U (ja) * | 1972-12-27 | 1974-09-03 | ||
| JPS5924305U (ja) * | 1982-08-06 | 1984-02-15 | 住友重機械工業株式会社 | 粉・粒状材料の供給・交換装置 |
| JPS5929204U (ja) * | 1982-08-16 | 1984-02-23 | 三菱樹脂株式会社 | 熱可塑性樹脂の同方向2軸混練機 |
| JPH04175119A (ja) * | 1990-11-09 | 1992-06-23 | Nissei Plastics Ind Co | 材料交換装置 |
| JPH09290438A (ja) * | 1996-04-25 | 1997-11-11 | Nishikawa Kasei Co Ltd | 射出成形機への樹脂原料供給装置 |
| JP2000210938A (ja) * | 1999-01-27 | 2000-08-02 | Shingo Hishida | 合成樹脂成形材料の自動計量及び供給装置 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014089A1 (ja) * | 2007-07-26 | 2009-01-29 | Sumitomo Heavy Industries, Ltd. | 成形機の材料供給装置 |
| JP2009028998A (ja) * | 2007-07-26 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 成形機の材料供給装置 |
| JP2009028997A (ja) * | 2007-07-26 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 成形機の材料供給装置 |
| JP4704397B2 (ja) * | 2007-07-26 | 2011-06-15 | 住友重機械工業株式会社 | 成形機の材料供給装置 |
| TWI465382B (zh) * | 2009-08-06 | 2014-12-21 | Karl-Heinz Tetzlaff | 用以將生質饋入壓力容器之輸送裝置 |
| CN105922469A (zh) * | 2016-04-28 | 2016-09-07 | 芜湖顺成电子有限公司 | 低烟无卤护套料的搅拌上料装置 |
| JP2018099778A (ja) * | 2016-12-19 | 2018-06-28 | 株式会社名機製作所 | 可塑化装置の材料供給方法および可塑化装置 |
| CN108556174A (zh) * | 2018-05-22 | 2018-09-21 | 玉环汉新机械科技有限公司 | 一种注塑模具用装置 |
| CN109910193A (zh) * | 2019-04-04 | 2019-06-21 | 王涛 | 一种自动化塑料母粒生产装置 |
| CN109910193B (zh) * | 2019-04-04 | 2020-12-22 | 青岛利德液袋有限公司 | 一种自动化塑料母粒生产装置 |
| CN112476027A (zh) * | 2020-11-24 | 2021-03-12 | 涟源市湘源机电有限公司 | 一种便于安装维修的机电设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4589165B2 (ja) | 2010-12-01 |
| KR100543095B1 (ko) | 2006-01-20 |
| KR20050098067A (ko) | 2005-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4589165B2 (ja) | 樹脂原料供給装置 | |
| US4560281A (en) | Foundry apparatus for mixing sand with binder | |
| JP6986550B2 (ja) | 着色されたプラスチック融解物及び着色されていないプラスチック融解物を製造するための装置及び方法 | |
| CN207899359U (zh) | 一种用于生产高耐晒丙纶布用的搅拌机 | |
| CN107159838B (zh) | 一种混砂机的自动配料装置 | |
| CN208323874U (zh) | 一种立式搅拌机 | |
| CN207789408U (zh) | 用于塑胶颗粒的循环混料装置 | |
| CN211518128U (zh) | 一种热塑性塑料制品加工用原料预混合装置 | |
| KR100875501B1 (ko) | 재료 혼합/공급 장치 | |
| KR102178571B1 (ko) | 내부의 정비보수 및 청소가 용이한 혼합기 | |
| CN107599200A (zh) | 一种塑料袋加工用混料机 | |
| CN203680575U (zh) | 一种用于混合塑料颗粒和色料的搅拌装置 | |
| CN211216225U (zh) | 一种用于着色的塑胶搅拌装置 | |
| US3979107A (en) | Method of and apparatus for the admixing of a pigment color in a dosaged manner into a plastics material granulate | |
| CN112339240A (zh) | 一种梯度螺杆挤出机构 | |
| US3591145A (en) | Method for continuously mixing powders and oils | |
| US6050721A (en) | Mixing machine for plasticizable compounds | |
| JP2007168210A (ja) | 射出成形機の成形材料供給装置 | |
| CN209173816U (zh) | 一种用于pet颗粒搅拌的多轴搅拌机 | |
| KR101923159B1 (ko) | 사출 성형기용 원료 혼합기 | |
| CN209224512U (zh) | 一种新型料筒 | |
| KR200372456Y1 (ko) | 안료 착색 및 배합 자동공급장치 | |
| CN220990680U (zh) | 一种自动化配料的下料结构 | |
| CN207204008U (zh) | 一种塑料粉末自动配料装置 | |
| CN216295949U (zh) | 用于生产人造石板材的混料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100810 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100909 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |