JP2005297399A - 熱成形装置および熱成形装置の清掃方法 - Google Patents
熱成形装置および熱成形装置の清掃方法 Download PDFInfo
- Publication number
- JP2005297399A JP2005297399A JP2004118271A JP2004118271A JP2005297399A JP 2005297399 A JP2005297399 A JP 2005297399A JP 2004118271 A JP2004118271 A JP 2004118271A JP 2004118271 A JP2004118271 A JP 2004118271A JP 2005297399 A JP2005297399 A JP 2005297399A
- Authority
- JP
- Japan
- Prior art keywords
- resin sheet
- heating plate
- pedestal
- thermoforming
- lower table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
【解決手段】 加熱板61の清掃が必要な場合には、加熱板移動機構60により、加熱板61を載置する台座62を所定の熱成形位置から樹脂シートSの搬送方向と直交する側に退避させる。そして、加熱板61の清掃を行った後には台座を同熱成形位置に復帰させることで加熱板61を所定位置に配置する。従って、加熱板61の清掃作業を装置外部にて行うことができるため、清掃作業の効率向上を実現することが可能となる。
【選択図】 図4
Description
かかる構成により、成形機構2は加熱板2aおよび雌型2bを互いに離間させ、樹脂シート搬入機構1は樹脂シートSを成形機構2に搬入する。樹脂シートSが搬入されると、成形機構2は加熱板2aおよび雌型2bを互いに近接させるとともに、加熱板2aにより樹脂シートを加熱軟化させつつ、この加熱軟化した樹脂シートSを雌型2bの型面形状に合わせて変形させて成形品を形成する。
本発明は、上記課題にかんがみてなされたもので、加熱板を清掃する際の作業効率を向上させることが可能な熱成形装置および熱成形装置の清掃方法の提供を目的とする。
なお、上記請求項2では搬送レールを設けることにより、台座の移動方向を規制して所望の方向へ確実に誘導しているが、本発明にかかる加熱板搬送機構においては、少なくとも台座を樹脂シートの搬入方向と直交する側へ移動させることができれば良いとの観点から、必ずしも搬送レールを設ける必要はない。
このため、請求項5にかかる発明は、樹脂シートを所定の加熱成形位置に搬入する樹脂シート搬入機構と、この搬入される樹脂シートの一面側にて対面配置されるとともに同樹脂シートに対して近接または離間する加熱板と、同樹脂シートの他面側にて対面配置されるとともに同樹脂シートに対して近接または離間する雌型とを有し、上記樹脂シート搬入機構により上記樹脂シートを搬入するときには、同加熱板および雌型を互いに離間させるとともに、この搬入される樹脂シートに向けて同加熱板および雌型を互いに近接させ、同樹脂シートを加熱軟化させつつ、この加熱軟化した樹脂シートを上記雌型の型面形状に合わせて変形させることにより成形品を形成する成形機構とを具備する熱成形装置の清掃方法であって、上記樹脂シートの搬入方向と概略直交する側へ同加熱板を退避させて同加熱板を清掃する構成としてある。
すなわち、必ずしも実体のある装置に限らず、その方法としても有効であることに相違はない。
また、請求項2にかかる発明によれば、加熱板を清掃する際の作業効率を向上させることが可能な熱成形装置を具体的な構成で実現することができる。
さらに、請求項4にかかる発明によれば、所望の形状を有する成形品を確実に形成するための構成を加熱板に付加することができる。
さらに、請求項5にかかる発明によれば、加熱板を清掃する際の作業効率を向上させることが可能な熱成形装置の清掃方法を提供することができる。
(1)本発明の概要:
(2)熱成形装置の説明:
(3)加熱板移動機構における熱成形処理のための構造説明:
(4)加熱板移動機構における加熱板清掃のための構造説明:
(5)加熱板清掃作業の手順説明:
(6)まとめ:
図1は本発明の概要を技術概念図により示している。
同図において、本発明にかかる熱成形装置Aは、樹脂シート搬入機構A1と、加熱板A21と雌型A22とを有する成形機構A2と、加熱板移動機構A3とを備えている。
かかる構成により、樹脂シート搬入機構A1は、所定の模様が印刷された樹脂シートSを加熱板A21と雌型A22との間の加熱成形位置Lに搬入する。すると、成形機構A2は、加熱板A21により樹脂シートSを加熱軟化させるとともに、雌型A22の型面形状に合わせて成形品を形成する。
そこで、加熱板移動機構A3は、樹脂シート搬入機構A1による樹脂シートSの搬入方向と直交する側へ加熱板A21を移動可能としている。すなわち、加熱板A21の清掃が必要な場合には、加熱板A21を加熱成形位置Lから退避させ、加熱板A21の清掃を行った後には加熱板A21を加熱成形位置Lに復帰させる。従って、本発明においては、加熱板A21を清掃する際の作業効率を向上させることができる。
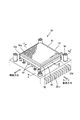
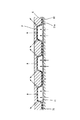
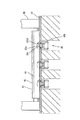
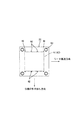
図2は本発明にかかる熱成形装置Aを実現した構成を側面図により示し、図3は図2における断面X−X’を示している。
図2および図3において、熱成形装置は、工場床面に設置される矩形形状の台座11と、この台座11の四隅から立設される支柱12とにより構成されるフレーム10を備えており、フレーム10の内側に各種機器を配置している。
支柱12高さの概略中間位置には、左右方向に樹脂シート搬送機構20が設けられており、樹脂シートSの側縁部位をクランプして樹脂シートSを所定タイミングで左側から右側へ搬送している。
かかる構成により、樹脂シート搬送機構20が加熱板移動機構60と雌型70との間に樹脂シートSを搬入して所定範囲を加熱成形位置に停止させるとき、下テーブル駆動機構30はリンク機構31を介して下テーブル32を上昇させ、上テーブル駆動機構40はリンク機構41を介して上テーブル42を下降させる。そして、加熱板移動機構60に配置される加熱板61と雌型70の型面71との間に樹脂シートSを挟み込む。すると、加熱板61は樹脂シートSを加熱軟化させ、雌型70はこの加熱軟化した樹脂シートSを型面71の形状に合わせて成型品Pを形成する。
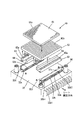
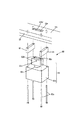
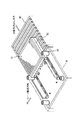
図4は加熱板移動機構60の外観を斜視図により示し、図5は加熱板移動機構60の構成を分解斜視図により示している。以下、図4および図5においては、紙面左上を左側、右下を右側、右上を奥側、左下を手前側と呼ぶこととする。従って、図4および図5では、図2に示す樹脂シートSは左側から右側へ搬送される。
図4および図5において、下テーブル32の上面には四隅をガイド支柱50の側に配向させつつ矩形板状の台座62が配置され、台座62の上面には同様に四隅をガイド支柱50の側に配向させつつ矩形板状の加熱板61が載置されている。
台座62の下面には、樹脂シートSの搬送方向と直交する側に、すなわち、手前側から奥側に向けて、長手方向が配向された4本の棒状脚部63,63,64,64が取り付けられている。これらの脚部63,63,64,64は、台座62と下テーブル32との間に介在され、下テーブル32の上面にて台座62を支持する。
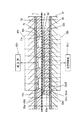
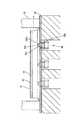
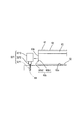
図7において、雌型70における型面71には、奥部壁面から上方に向けて通気穴71aが形成され、上テーブル42の側壁から同通気穴71aの上端部位に向けて水平穴42aが形成されている。この水平穴42aに連通する上テーブル42の側壁穴には、減圧して吸気するための減圧ケーブル42bの先端が取り付けられている。また、同図に示すように、圧空供給ケーブル32cは圧空供給部32c1に接続され、減圧ケーブル42bは減圧部42b1に接続されている。ここで、通気穴71aは本発明にかかる減圧経路を構成する。
図4および図5において、下テーブル32の上面には、台座62の左右幅よりも僅かに広い間隔で互いを離間させつつ、一対の搬送レール32d,32dが鉛直方向に立設されている。
搬送レール32d,32dの対向面は滑面で構成されており、図4に示すように、台座62は搬送レール32d,32dに誘導されつつ手前側および奥側にスライド可能となる。
同図において、下テーブル32の上面には、矩形形状の貫通穴32eが形成されている。貫通穴32eは、図6に示す浅穴32aにて手前側から奥側へ所定間隔で3箇所設けられている。また、図5に示すように、浅穴32aに挿入される弾性材32bには、各貫通穴との対向位置に矩形穴32b2が形成されている。
同図において、貫通穴32eにおける下側開口の互いに対向する一対の縁部には、直方体形状を有する取付台81,81の上面がそれぞれ対面する。また、取付台81,81の下面には可動部82の本体82a上面が対面する。貫通穴32eの開口縁部と、取付台81,81と、可動部82の本体82aとには、それぞれビス穴が設けられており、取付台81,81と本体82aとは下テーブル32に対して図示するように下方からビス82eで固定される。
また、アーム82bの上端部位は断面コの字形状に分岐されており、この分岐された一対のアーム先端部82b1,82b1の間に形成される開口部を上方に配向させている。
この開口部には円柱形状のローラ部材82cが装着されている。ローラ部材82cの軸線方向には軸穴が設けられ、各アーム先端部82b1,82b1には互いの対向位置に軸穴が形成されているため、アーム82bは各軸穴にシャフト82dを挿通させてローラ部材82cを回転可能に支持する。
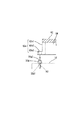
図13において、ストッパ32fは、下テーブル32の上面に設けられたビス穴H1に対して螺合可能に下方に突出するビス部32f1と、ビス部32f1の上端にて軸線をビス部32f1の軸線方向へ配向させつつ固定される小径円柱部32f2と、小径円柱部32f2の上端にて軸線を小径円柱部32f2の軸線方向へ配向させつつ固定される大径円柱部32f3とを備えている。
また、脚部63,63の両端側壁には、底面側に長手方向への突出部63bが形成されている。すなわち、脚部63の両端側壁は、上端側から鉛直面63cが形成され、中程にて長手方向へ突出するように水平面63b1が形成されるとともに、この水平面63b1の先端から底面側に向けて鉛直面63b2が形成されている。ここで、突出部63bの高さと小径円柱部32f2の軸線方向長さとは概ね同等である。
このとき、図16に示すように、ストッパ32fを下テーブル32に対してさらに螺合させ、小径円柱部32f2の下面を下テーブル32の上面に当接させると、大径円柱部32f3の下面が脚部63の突出部63bを下テーブル32の上面との間に挟み込むため、台座62はストッパ32fにより位置決めされる。
これらの図において、台座62の下面縁部には、脚部63,64と概略同一高さを有する鉛直部62e1と、鉛直部62eの下端から台座62から離間する外方に向けて延設される水平部62e2とを備えた位置決め片62eが取り付けられている。ここで、位置決め片62eの水平部62e2の底面から台座62の下面までの高さは、脚部63,64の下端から台座62の下面までの高さと同等である。また、位置決め片62eの水平部62e2には、底面から上方に向けて徐々に内径が縮小するテーパ形状の位置決め穴62e3が設けられている。
これらの図において、図13に示すストッパ32fと同様に、ストッパ32hは、下テーブル32の上面に設けられたビス穴H3に対して螺合可能に下方に突出するビス部32h1と、ビス部32h1の上端にて軸線をビス部32h1の軸線方向へ配向させつつ固定される小径円柱部32h2と、小径円柱部32h2の上端にて軸線を小径円柱部32h2の軸線方向へ配向させつつ固定される大径円柱部32h3とを備えている。
また、脚部63,63の両端側壁には、上述したように、底面側に長手方向への突出部63bが形成されている。ここで、突出部63bの高さと小径円柱部32h2の軸線方向長さとは概ね同等である。
図24は、加熱板清掃作業の手順をフローチャートにより示している。
樹脂シートSに用いられている印刷インク等により、加熱板A21の清掃が必要になったとき、作業者はストッパ32hをビス穴H1から取り外すとともに(ステップS100)、ビス穴H2に対するストッパ32fの螺合を緩めて脚部63の位置決め状態を解除する(ステップS110)。
ここで、作業者は図4に示す手前側へ台座62を引き出すと(ステップS130)、台座62は搬送レール32d,32dに誘導されて図12に示すように、フレーム10の外方に退避する。このため、作業者は装置外部にて加熱板61の清掃を行う(ステップS140)。
以上の手順により、作業者は加熱板61の清掃作業を実行することができるとともに、清掃後の加熱板61を所定の熱成形位置に復帰させることが可能となる。
このように、加熱板61の清掃が必要な場合には、加熱板移動機構60により、加熱板61を載置する台座62を所定の熱成形位置から樹脂シートSの搬送方向と直交する側に退避させる。そして、加熱板61の清掃を行った後には台座を同熱成形位置に復帰させることで加熱板61を所定位置に配置する。従って、加熱板61の清掃作業を装置外部にて行うことができるため、清掃作業の効率向上を実現することが可能となる。
32d…搬送レール
60…加熱板移動機構
61…加熱板
62…台座
63,64…脚部
Claims (5)
- 樹脂シートを所定の加熱成形位置に搬入する樹脂シート搬入機構と、
この搬入される樹脂シートの一面側にて対面配置されるとともに同樹脂シートに対して近接または離間する加熱板と、同樹脂シートの他面側にて対面配置されるとともに同樹脂シートに対して近接または離間する雌型とを有し、上記樹脂シート搬入機構により上記樹脂シートを搬入するときには、同加熱板および雌型を互いに離間させるとともに、この搬入される樹脂シートに向けて同加熱板および雌型を互いに近接させ、同樹脂シートを加熱軟化させつつ、この加熱軟化した樹脂シートを上記雌型の型面形状に合わせて変形させることにより成形品を形成する成形機構と、
上記加熱板を支持するとともに、上記樹脂シートとの対面位置と、同樹脂シートの搬入方向と概略直交する側へ退避した退避位置との間で同加熱板を移動させる加熱板移動機構とを具備することを特徴とする熱成形装置。 - 樹脂シートを所定の加熱成形位置に搬入する樹脂シート搬入機構と、
上記加熱成形位置の四隅に各々立設されるガイド支柱と、上記搬入される樹脂シートの下面側にて対面配置される加熱板と、同ガイド支柱を各々挿通させつつ配置されて同加熱板を支持する下テーブルと、同下テーブルを上下動させて同加熱板を同樹脂シートに対して近接または離間する第一駆動機構と、同樹脂シートの上面側にて対面配置される雌型と、同ガイド支柱を各々挿通させつつ配置されて同雌型を支持する上テーブルと、同上テーブルを上下動させて同加熱板を同樹脂シートに対して近接または離間する第二駆動機構とを備え、上記樹脂シート搬入機構により上記樹脂シートを搬入するときには、同加熱板および雌型を互いに離間させるとともに、この搬入される樹脂シートに向けて同加熱板および雌型を互いに近接させ、同樹脂シートを加熱軟化させつつ、この加熱軟化した樹脂シートを上記雌型の型面形状に合わせて変形させることにより成形品を形成する成形機構と、
上記加熱板を支持するとともに上記下テーブル上に載置される台座と、この台座と同下テーブルとの間にて上記樹脂シートの搬入方向と概略直交する側へ設けられる搬送レールと、同下テーブルにて同台座の下面を押し上げる突出位置と同下テーブル内に退避する退避位置との間で移動可能に配置され、同突出位置にて同台座の移動を許容する台座移動許容機構とを有する加熱板移動機構とを具備することを特徴とする熱成形装置。 - 上記加熱板移動機構は、
上記台座は、側縁部から外方に向けて突設され、下面から上方に向けて徐々に内径が縮小するテーパ形状の位置決め穴を有する位置決め片を備え、
上記下テーブルは、上記加熱成形位置にて上記台座が載置される際に上記位置決め穴と対向する位置に、上面から上方に向けて徐々に外径が縮小する同位置決め穴と概略同一のテーパ形状を有する位置決め突起と、上面から突設されて上記台座が上記加熱成形位置に配置される際に上記樹脂シートの搬入方向と概略直交する一側の側縁部に当接するストッパとを備えることを特徴とする請求項2に記載の熱成形装置。 - 上記成形機構は、高圧空気を供給する圧空供給部と、減圧して吸気する減圧部を備え、
上記雌型は、上記減圧部と型面内との間に減圧経路を備え、
上記台座は、上記圧空供給部と上記加熱板との間に圧空経路を備え、
上記加熱板は、上記圧空経路との対向位置にて貫通する通気穴を備えることを特徴とする請求項2または請求項3のいずれかに記載の熱成形装置。 - 樹脂シートを所定の加熱成形位置に搬入する樹脂シート搬入機構と、
この搬入される樹脂シートの一面側にて対面配置されるとともに同樹脂シートに対して近接または離間する加熱板と、同樹脂シートの他面側にて対面配置されるとともに同樹脂シートに対して近接または離間する雌型とを有し、上記樹脂シート搬入機構により上記樹脂シートを搬入するときには、同加熱板および雌型を互いに離間させるとともに、この搬入される樹脂シートに向けて同加熱板および雌型を互いに近接させ、同樹脂シートを加熱軟化させつつ、この加熱軟化した樹脂シートを上記雌型の型面形状に合わせて変形させることにより成形品を形成する成形機構とを具備する熱成形装置の清掃方法であって、
上記樹脂シートの搬入方向と概略直交する側へ同加熱板を退避させて同加熱板を清掃することを特徴とする熱成形装置の清掃方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118271A JP4166722B2 (ja) | 2004-04-13 | 2004-04-13 | 熱成形装置および熱成形装置の清掃方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118271A JP4166722B2 (ja) | 2004-04-13 | 2004-04-13 | 熱成形装置および熱成形装置の清掃方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005297399A true JP2005297399A (ja) | 2005-10-27 |
| JP2005297399A5 JP2005297399A5 (ja) | 2006-01-19 |
| JP4166722B2 JP4166722B2 (ja) | 2008-10-15 |
Family
ID=35329534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118271A Expired - Lifetime JP4166722B2 (ja) | 2004-04-13 | 2004-04-13 | 熱成形装置および熱成形装置の清掃方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4166722B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007063741A1 (ja) * | 2005-11-29 | 2007-06-07 | Asano Laboratories Co., Ltd. | 熱成形装置および熱成形装置の型交換方法 |
| JP2007230010A (ja) * | 2006-02-28 | 2007-09-13 | Asano Laboratories Co Ltd | 熱成形装置および熱成形方法 |
| JP2007230009A (ja) * | 2006-02-28 | 2007-09-13 | Asano Laboratories Co Ltd | 成形装置および成形機構支持位置固定方法 |
| JP2007276169A (ja) * | 2006-04-03 | 2007-10-25 | Asano Laboratories Co Ltd | 熱成形装置のバルブ動作確認装置、熱成形装置およびそのバルブ動作確認方法 |
| JP2007276168A (ja) * | 2006-04-03 | 2007-10-25 | Asano Laboratories Co Ltd | 熱成形装置 |
| JP2010069694A (ja) * | 2008-09-18 | 2010-04-02 | Asano Laboratories Co Ltd | 樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法 |
| CN115674648A (zh) * | 2022-08-29 | 2023-02-03 | 北京航星机器制造有限公司 | 一种适用于热成型机的加热平台限位导向装置 |
| CN119017680A (zh) * | 2024-10-23 | 2024-11-26 | 广州信强汽车配件有限公司 | 一种自动上料橡胶密封件热压成型装置 |
-
2004
- 2004-04-13 JP JP2004118271A patent/JP4166722B2/ja not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007063741A1 (ja) * | 2005-11-29 | 2007-06-07 | Asano Laboratories Co., Ltd. | 熱成形装置および熱成形装置の型交換方法 |
| JP2007230010A (ja) * | 2006-02-28 | 2007-09-13 | Asano Laboratories Co Ltd | 熱成形装置および熱成形方法 |
| JP2007230009A (ja) * | 2006-02-28 | 2007-09-13 | Asano Laboratories Co Ltd | 成形装置および成形機構支持位置固定方法 |
| JP2007276169A (ja) * | 2006-04-03 | 2007-10-25 | Asano Laboratories Co Ltd | 熱成形装置のバルブ動作確認装置、熱成形装置およびそのバルブ動作確認方法 |
| JP2007276168A (ja) * | 2006-04-03 | 2007-10-25 | Asano Laboratories Co Ltd | 熱成形装置 |
| JP2010069694A (ja) * | 2008-09-18 | 2010-04-02 | Asano Laboratories Co Ltd | 樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法 |
| CN115674648A (zh) * | 2022-08-29 | 2023-02-03 | 北京航星机器制造有限公司 | 一种适用于热成型机的加热平台限位导向装置 |
| CN119017680A (zh) * | 2024-10-23 | 2024-11-26 | 广州信强汽车配件有限公司 | 一种自动上料橡胶密封件热压成型装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4166722B2 (ja) | 2008-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3315282B1 (en) | Molding device and method thereof | |
| JP4166722B2 (ja) | 熱成形装置および熱成形装置の清掃方法 | |
| CN108349151B (zh) | 热成型装置以及热成型方法 | |
| JP2005297399A5 (ja) | ||
| WO2015064978A1 (ko) | 유리기판 성형장치 | |
| US20070252292A1 (en) | Mold unit for manufacturing plastic edged glass shelf, method for manufacturing plastic edged glass shelf using the same, and plastic edged glass shelf manufactured thereby | |
| JPH0615204B2 (ja) | 真空成形装置 | |
| KR20060096295A (ko) | 프레스 성형 몰드 및 프레스 성형체의 제조방법 | |
| JP4054336B2 (ja) | 光学ガラスを成形するための成形装置 | |
| WO2022041381A1 (zh) | 一种瓷砖成型模具、脱模方法及使用其的陶瓷砖坯制备工艺 | |
| CN118847854A (zh) | 一种汽车配件冲压件生产用自动上料装置 | |
| JPH0297432A (ja) | 板ガラスの成形方法 | |
| TW201805247A (zh) | 用來製造模造玻璃之模具結構 | |
| KR102419629B1 (ko) | 인조대리석 가공장치 | |
| JP3798309B2 (ja) | 熱成形装置および熱成形方法 | |
| KR101834182B1 (ko) | 입체 글라스 열전사 장치 | |
| JP2005096418A (ja) | 加飾成型品の成形装置および方法 | |
| JP4154746B2 (ja) | 複層ガラスの製造方法および装置 | |
| JP2776199B2 (ja) | 生素地成形体の移載方法 | |
| JP2006281242A (ja) | プレス成型方法及びプレス成型装置 | |
| JPH0362540B2 (ja) | ||
| JP2001096613A (ja) | 成形型 | |
| CN212401910U (zh) | 一种组合式陶瓷器专用存储箱 | |
| JP7495600B2 (ja) | 支持アーム及び被支持部材の支持方法 | |
| JPH05306051A (ja) | オートパンチングシステム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080716 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4166722 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110808 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140808 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |