JP2005297130A - 交差孔のバリ取り工具 - Google Patents
交差孔のバリ取り工具 Download PDFInfo
- Publication number
- JP2005297130A JP2005297130A JP2004116980A JP2004116980A JP2005297130A JP 2005297130 A JP2005297130 A JP 2005297130A JP 2004116980 A JP2004116980 A JP 2004116980A JP 2004116980 A JP2004116980 A JP 2004116980A JP 2005297130 A JP2005297130 A JP 2005297130A
- Authority
- JP
- Japan
- Prior art keywords
- cutting blade
- deburring tool
- cutting
- hole
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Milling Processes (AREA)
Abstract
【課題】加工品内部の交差孔の交差部分に生じるバリを効率よく切除できるバリ取り工具を提供する。
【解決手段】回転軸部1の回転中心の周囲に放射状に配設した複数の切刃部2を設ける。切刃部の外縁部には所定のすくい角を有する切削刃3を形成する。前記バリ取り工具を孔内に挿入し、複数の孔の交差部分にて回転軸部を中心として回転させることにより、切刃部の外縁部に形成した切削刃によりバリを能率よく切除することができる。
【選択図】図1
【解決手段】回転軸部1の回転中心の周囲に放射状に配設した複数の切刃部2を設ける。切刃部の外縁部には所定のすくい角を有する切削刃3を形成する。前記バリ取り工具を孔内に挿入し、複数の孔の交差部分にて回転軸部を中心として回転させることにより、切刃部の外縁部に形成した切削刃によりバリを能率よく切除することができる。
【選択図】図1
Description
本発明は交差孔のバリ取り工具に関し、より詳しくは加工品の内部にて交差する複数の孔の交差部分に発生するバリを切除するための工具に関する。
ドリル等の切削工具により加工した孔の開口部に生じるバリを除去するための工具としては例えば特許文献1に示したものが知られている。
特開平8−243826号公報
従来のバリ取り工具は加工品の外部に露出した孔の開口部周縁に生じるバリを除去する目的で作られており、加工品の孔内に生じるバリについては除去不能であった。孔内のバリは、加工品に互いに交差するように複数の孔を加工した場合に、各孔内壁の交差部分に形成される稜線部分に発生する。このような交差孔内に生じるバリは従来は孔径よりも細いヤスリ等を用いて手作業で除去していたため能率が悪かった。
本発明はこのような問題点に着目してなされたもので、加工品内部の交差孔の交差部分に生じるバリを効率よく切除できるバリ取り工具を提供することを目的としている。
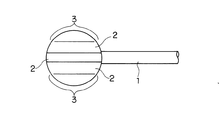
本発明は、回転軸部と、該回転軸部の回転中心の周囲に放射状に配設した複数の切刃部からなる。前記切刃部は、前記回転中心と直交する方向から見た最大投影形状が加工の対象となる孔の半径以下の半円形状となるように形成する。また、該切刃部の外縁部には所定のすくい角を有する切削刃を形成する。
本発明に係るバリ取り工具を孔内に挿入し、複数の孔の交差部分にて回転軸部を中心として回転させることにより、切刃部の外縁部に形成した切削刃によりバリを切除することができる。作業は工具を加工品の孔内に挿入して手動または電動機等により回転させるだけであるので能率よくバリ取りを行うことができる。
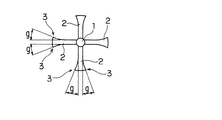
以下、本発明の実施形態を図面に基づいて説明する。図1または図2において、1は回転軸部、2は板状の切刃部を示している。切刃部2は複数のもの(この場合、4個)を回転軸部1の一端部に、その回転中心の周囲に等角度間隔で放射状に配設してある。
前記切刃部2は、前記回転中心と直交する方向から見た最大投影形状が加工の対象となる孔の半径以下の外径を有する半円形状となるように形成してある。切刃部2の外形形状は、孔内に生じるバリに確実に当接する限り必ずしも真円形状でなくともよい。
前記切刃部2の外縁部には所定のすくい角gを有する切削刃3を形成してある。この実施形態では、切削刃3を回転方向によらず作業できるように各切刃部2の両面に設けてある。また、切削刃3は前記切刃部外縁部に沿って連続した円弧形状に設けてあるが、該外縁部の全体ではなく、バリを切除するのに必要な程度に部分的に設けてある。
図3は前記バリ取り工具を適用したバリ取り作業の様子を示している。加工物内にて交差するように2方向からドリル等により孔aとbを形成すると、その交差部分の内壁面に生じる稜部c〜dにバリが発生する。このように交差孔内にバリを生じる加工品の一例として、図4に示したようなナックルハウジングがある。図のfはボールジョイントが挿入される孔部、hは前記孔部fに挿入されたボールジョイントを締結するためのボルトを挿入する孔部である。各孔部f、hが交差する稜部iにバリが発生する。
前述のような交差孔内のバリを切除するには、図3に示したように回転軸部1の基端部を電動機等の回転駆動器具(図示せず)に装着し、何れか一方の孔の開口部からバリ取り工具を回転させながら挿入する。このとき工具の切刃部2が孔内壁面に接触しないように図る。工具切刃部2が孔内のバリ部分に位置するように孔開口部からの観察または測定により挿入量を調節しながら切刃部2をバリに当接させて切削を行う。この作業を、必要に応じて他の孔についても実施する。これによりバリを効率よく除去することができる。
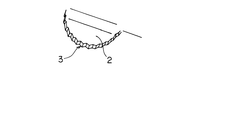
図5に切刃部2に関する他の実施形態を示す。この実施形態は、切削刃3を形成する切刃部2の外縁部を多数の凹凸からなる歯型形状に形成してある。このように切刃部2を歯型形状とすることにより、バリ取り作業の際の切刃部2とバリとの間で切削抵抗による逃げが起こりにくくなり、切削刃3により確実にバリを捕捉して切削を行うことができる。また、バリと切削刃3とは一度に接触する面積が少なくなるため切削抵抗を軽減すると共に、過大な切削抵抗に原因する工具の破損を防止することができる。切削刃3のすくい角gを適宜に設置することで切削抵抗をより軽減する効果が得られる。
なお、前記実施形態では4枚の切刃部2を回転軸部1の中心線の周囲に90度の等角度間隔で設けているが、工具を電動機等により高速回転させる場合には、複数の切刃部の角度を若干異ならせて不等角度間隔で設けるようにしてもよく、これにより作業時の共振を防止することができる。
1 回転軸部
2 切刃部
3 切削刃
g すくい角
2 切刃部
3 切削刃
g すくい角
Claims (7)
- 回転軸部と、該回転軸部の回転中心の周囲に放射状に配設した複数の切刃部からなる交差孔のバリ取り工具であって、
前記切刃部は、
前記回転中心と直交する方向から見た最大投影形状が加工の対象となる孔の半径以下の半円形状となるように形成すると共に、
該切刃部の外縁部に切削刃を形成したこと
を特徴とする交差孔のバリ取り工具。 - 前記切削刃には所定のすくい角が設定されている請求項1に記載の交差孔のバリ取り工具。
- 前記切削刃は切刃部の両側に形成されている請求項1に記載の交差孔のバリ取り工具。
- 前記切刃部は、その外縁部が連続した円弧形状である請求項1に記載の交差孔のバリ取り工具。
- 前記切刃部は、その外縁部が多数の凹凸からなる歯型形状である請求項1に記載の交差孔のバリ取り工具。
- 前記切刃部は、回転中心の周囲に等角度間隔で配設されている請求項1に記載の交差孔のバリ取り工具。
- 前記切刃部は、回転中心の周囲に不等角度間隔で配設されている請求項1に記載の交差孔のバリ取り工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116980A JP2005297130A (ja) | 2004-04-12 | 2004-04-12 | 交差孔のバリ取り工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116980A JP2005297130A (ja) | 2004-04-12 | 2004-04-12 | 交差孔のバリ取り工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297130A true JP2005297130A (ja) | 2005-10-27 |
Family
ID=35329295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004116980A Withdrawn JP2005297130A (ja) | 2004-04-12 | 2004-04-12 | 交差孔のバリ取り工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297130A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109482979A (zh) * | 2018-12-26 | 2019-03-19 | 吉林博仁科技有限责任公司 | 一种喷油器座相贯孔的去毛刺刀具 |
| WO2023135832A1 (ja) * | 2022-01-14 | 2023-07-20 | 株式会社ジーベックテクノロジー | バリ取り工具、およびバリ取り方法 |
-
2004
- 2004-04-12 JP JP2004116980A patent/JP2005297130A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109482979A (zh) * | 2018-12-26 | 2019-03-19 | 吉林博仁科技有限责任公司 | 一种喷油器座相贯孔的去毛刺刀具 |
| CN109482979B (zh) * | 2018-12-26 | 2024-07-19 | 吉林博仁科技有限责任公司 | 一种喷油器座相贯孔的去毛刺刀具 |
| WO2023135832A1 (ja) * | 2022-01-14 | 2023-07-20 | 株式会社ジーベックテクノロジー | バリ取り工具、およびバリ取り方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8444353B2 (en) | Cutting tool | |
| JPH08243826A (ja) | 二方向座ぐりバイト | |
| JP2009511286A (ja) | 切削工具 | |
| JPWO2017094041A1 (ja) | チップドレス用切削カッター及びチップドレッサ | |
| JP6714248B1 (ja) | 面取りカッターおよびワークの面取り方法 | |
| JP2005224898A (ja) | 3枚刃ボールエンドミル | |
| US9403222B2 (en) | Method of removing end-surface burr of formed groove and formed rotary cutting tool for chamfering | |
| JP3224520U (ja) | エンドミル | |
| JP2005074523A (ja) | バリ取り用工具 | |
| WO2006018894A1 (ja) | 面取り工具 | |
| JP2005297130A (ja) | 交差孔のバリ取り工具 | |
| JP2021053783A (ja) | ドリル | |
| CN214396186U (zh) | 旋转切削工具 | |
| JP2006181702A (ja) | 刃先交換式チップとそれを用いたエンドミル | |
| JP2005169513A (ja) | 荒削り用回転切削工具及びその製造方法 | |
| KR102352714B1 (ko) | 팁 드레싱용 절삭 커터 | |
| JP4846417B2 (ja) | バリ取りブラシ | |
| JP2006026853A (ja) | 歯車面取りフライス | |
| JP3766287B2 (ja) | 電極研磨装置 | |
| JP3827184B2 (ja) | ドーム形電極チップの整形方法 | |
| JP2013146842A (ja) | ビス除去用のねじ回し工具 | |
| JP2016155178A (ja) | 回転工具、及び回転工具の製造方法 | |
| JP2004299211A (ja) | 回転切削ドラム | |
| JP6825068B1 (ja) | 切削用インサート、高送り用回転切削工具及び隅削り用回転切削工具 | |
| JPH11104916A (ja) | 加工穴のかえり取り工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070226 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20090904 |